Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
располагающихся в камерах подогрева 1 и первичного охлаждения 3, тоже одинаковы между собой и этим обеспечивается симметричный вид формулы стерилизации. Продолжительность дополнительного охлаждения банок, проводимого вне корпуса стерилизатора, зависит в свою очередь от скорости движения транспортера и количества охлаждающей воды в бассейне 5. Требуемые режимы стерилизации обеспечивает автоматическая система управления. В стерилизаторе также содержатся устройства очистки и охлаждения рециркуляционной воды.
При работе стерилизатора банки через механизм 6 загружаются в гнезда бесконечного непрерывно движущегося цепного транспортера 7 и он перемещает их последовательно через шахту гидростатического (водяного) затвора-шлюза, камеру 1 подогрева горячей водой и паровую камеру 2 стерилизации, где они нагреваются паром и выдерживаются требуемое время при температуре 120 оС. Затем банки поступают в камеру 3 первичного водяного охлаждения, где температура консервов снижается до 75 – 80 °С. Далее через гидростатический затвор банки подаются в камеру 4 дополнительного охлаждения, где в струях разбрызгиваемой воды, подаваемой насосом, их температура снижается до 40 – 50 °С, а затем, проходя через бассейн 5, они окончательно охлаждаются в его холодной воде и после этого поступают в механизм 6, выгружающий банки с транспортера. Производительность данного стерилизатора составляет от 87 до 254 банок в минуту, при длительности цикла стерилизации от 40 до 116 минут соответственно. Температура стерилизации устанавливается от 113 до 125 °С. Высота стерилизатора – 18,32 метра, а масса – 76 тон.
Стерилизацию упакованной консервной продукции можно также проводить токами высокой (ТВЧ) и сверхвысокой частоты (СВЧ), горячим воздухом, а также ионизирующим облучением. Нагрев и стерилизация содержимого банок токами высокой частоты осуществляется за 3 – 5 минут и этим обеспечивается сохранение пищевой ценности продукта. Однако обработка этим методом приемлема только для продуктов, упакованных в стеклянную и полимерную консервную тару.
Стерилизацию горячим воздухом производят в горизонтальных конвейерных или коаксиальных стерилизаторах, где банки перемещаются на цепном транспортере с одновременным вращением вокруг своей оси, либо катятся по направляющим через рабочие зоны их камер прогрева, стерилизации и охлаждения. При этом нагретый до 120 °С воздух циркулирует в камере стерилизации со скоростью 8 – 10 метров в секунду, обеспечивая ускоренную теплопередачу консервам и снижая вероятность перегрева поверхностных слоев продукта, поскольку при этом перепад температур между периферийными и центральными слоями в банке составляет всего 1 – 3 °С.
Все ионизирующие излучения обладают высоким бактерицидным действием и способны, не вызывая нагрева продукта, обеспечить полную его стерилизацию. Время стерилизации ионизирующими облучениями составляет всего несколько десятков секунд, при любом виде упаковки консервов. Однако после такой обработки продукт внутри банки остается сырым и требует его последующего доведения до состояния кулинарной готовности одним из обычных способов нагрева. Стерилизация ионизирующими облучениями позволяет организовать непрерывно-поточную обработку консервов и делает
226
возможным максимальное сохранение вкусовых свойств и пищевой ценности продукта.
16.6.7. Сортировка, мойка и сушка упаковочных единиц
После стерилизации консервы поступают на так называемую «горячую» сортировку, а также охлаждение, мойку и сушку. Цель сортировки – обнаружить дефектные и негерметичные банки и не допустить их на последующее хранение и реализацию. Технически сортировку банок производят на столах, ленточных или пластинчатых конвейерах. В процессе сортировки удаляют банки, имеющие физический брак, такой как помятости, активный и пассивный подтеки, а также легковесные банки, с вибрирующими концами, имеющие «птички», банкихлопушки, банки с дефектами в виде язычков, подрезов, раскатанных швов, с выступающей из-под фальцев пастой, повреждениями лака и т. п.
«Птички» – наиболее распространенный в консервном производстве дефект, заключающийся в деформации донышек и крышек в виде уголков у бортиков банки. Возникают они в результате неправильной закатки банки, а также при быстром снижении давления в автоклаве при стерилизации. Изношенность первого закатного ролика дает помятость фланца корпуса – «язычки» и морщинистость фланца. «Язычки» появляются также от наплывов припоя на углошве и вследствие перекоса фланца при отбортовке.
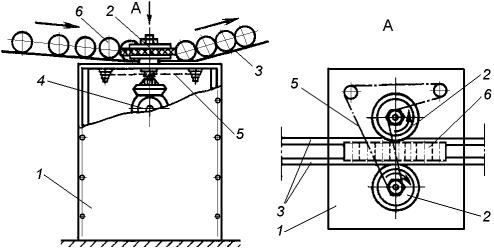
При охлаждении консервов после стерилизации концы банок должны постепенно приходить в свое первоначальное (не вспученное) положение. Однако их деформирование наружу (вздутие) иногда остается и после охлаждения, причем при нажатии пальцем на крышку она приобретает нормальное положение, но одновременно вздувается противоположный конец – донышко. Появление такого одностороннего или двустороннего вздутия банок носит название «хлопающие концы» или «банки-хлопуши». Такие банки направляются в машину для осадки концов, на сварном каркасе 1 (рис.16.38) которой установлены два встречно и синхронно вращающихся резиновых диска 2, подающий лоток 3, а также электродвигатель 4, приводящий через цепную передачу 5 во вращение диски.
Рис. 16.38. Машина для осадки банок
При работе машины банки 6 по подающему наклонному лотку 3 катятся к резиновым дискам 2, а они в процессе вращения своими рифлеными торцами
227
захватывают их и, проталкивая вперед, одновременно обжимают вздутые концы в нормальное исходное положение.
Банки, прошедшие сортировку, подвергаются мойке и сушке для удаления с их поверхности пассивных подтеков и прочих загрязнений, возникающих в процессе производства. В одном из конструктивных исполнений, машина, выполняющая эту операцию, содержит верхнюю моечную камеру, оснащенную форсунками, расположенными с двух сторон ее цепного транспортера, и нижнюю сушильную камеру, оснащенную электрокалорифером и транспортером, а также сопрягающийся с ним ленточный выносящий транспортер. Стерилизованные банки подвозят к этой машине в корзинах и поштучно укладывают на непрерывно движущийся цепной транспортер, перемещающий их через моечную камеру. Здесь банки обмываются с двух сторон щелочной горячей водой, подаваемой из форсунок. На выходе из моечной камеры банки с цепного транспортера перекатываются на опорные планки нижнего транспортера, перемещающего их в обратном направлении через сушильную камеру, где они высушиваются в потоке теплого воздуха, подаваемого из электрокалорифера. А с транспортера сушильной камеры банки поступают на ленточный выносящий транспортер, доставляющий их на последующие операции производственного процесса.
На некоторых предприятиях консервы сортируют после двенадцатичасового охлаждения, так как их более быстрое охлаждение исключает развитие термофильных бактерий и способствует улучшению вкусовых качеств продукта. Сортировщики при этом осматривают банки и удаляют бракованные, а банки с вздутыми концами пропускают через машину для осадки банок (рис.16.38).
Охлаждение отсортированных и вымытых банок производится в специальных помещениях, одновременно предназначенных и для хранения консервов.
Негерметичные же банки, отсортированные в горячем или холодном состоянии и не имеющие признаков микробиологической порчи, вскрывают (не позднее чем через 24 часа после сортировки) и их содержимое передают на повторную переработку.
16.6.8. Этикетирование и консервация упаковочных единиц
На заключительных стадиях производственного процесса банки с консервами, предназначенными для длительного хранения (нелакированные), во избежание коррозии покрывают антикоррозийной смазкой (техническим вазелином), а на банки с консервами, отправляемыми на реализацию, (за исключением литографированных) – наклеивают этикетки. Нанесение на поверхность неэтикетированных и нелитографированных банок антикоррозийных смазок (вазелинового масла) производится на специальных машинах.
Машина для смазки банок содержит каркас 1 (рис.16.39), на котором установлена туннельная камера 2, закрытая с торцов шторками 3 и соединенная снизу с поддоном 4. Через эту камеру в свою очередь проходят наклонные профильные направляющие 5, а на камере располагаются соединенные между собой вентилятор 6, электрокалорифер 7, а также подающий 8 и заборный 9 воздуховоды, сопрягающиеся соответственно с входом и выходом камеры.
228
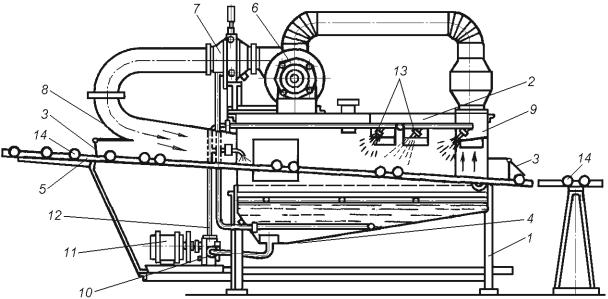
Рис. 16.39. Машина для смазки банок вазелином
Под поддоном на каркасе 1 машины установлены шестеренчатый насос 10 с электродвигателем 11, обеспечивающие подачу из него по трубопроводу 12 вазелинового масла в распылительные форсунки 13, которые располагаются в камере над направляющими 5.
При работе машины банки 14 поштучно подаются на наклонные направляющие 5 и катятся по ним, приподнимая шторку 3, через туннельную камеру 2, где покрываются тонким слоем подогретого до температуры 70 °С технического вазелина, распыляемого на них форсунками 13. Стекающая при этом с банок смазка собирается в поддоне 4, а оттуда шестеренчатым насосом 10 подается обратно в форсунки, циркулируя таким образом по замкнутому контуру. Для равномерного покрытия банок в камеру 2 вентилятором 6 через электрокалорифер 7 и воздуховод 8 непрерывным потоком подается теплый воздух, задираемый с выхода камеры через воздуховод 9. Обработанные же банки выкатываются из прикрываемого шарнирной шторкой 3 окна камеры и по профильным направляющим 5 перемещаются на позицию их упаковывания в транспортную тару. Для получения антикоррозионного покрытия некоторыми предприятиями производится поверхностное лакирование банок в специальных машинах.
На банки с консервами, отправляемыми на реализацию (за исключением литографированных), наклеиваются этикетки. Такие этикетки в единой художественно-декоративной композиции обычно содержат: оригинальную оформительскую идею, способную выделить продукт из ряда подобных товаров; графические и цветовые решения, соответствующие характеру продукта и рекламирующие его; обязательную стандартную маркировку и информацию о товаре; а также видимые или скрытые элементы защиты этикетки и товара от подделки. В частности, общие требования к потребительской маркировке пищевых продуктов устанавливаются стандартом СТБ 1100-98 «Продукты пищевые. Информация для потребителя. Общие требования». Согласно этому стандарту потребительская маркировка должна содержать следующую обязательную информацию: наименование продукта; наименование и местонахождение изготовителя, упаковщика, экспортера и
229
импортера продукта; товарный знак изготовителя (при наличии); величина массы нетто, объема или количества продукции; состав продукта; пищевая ценность; рекомендации по приготовлению и использованию продукта; условия хранения; срок годности; срок хранения; дата изготовления (фасования); обозначение нормативного документа; информация о сертификации пищевых продуктов; специальный знак.
Для наклеивания бумажных этикеток на цилиндрические жестяные консервные банки применяются специальные этикетировочные автоматы, например, модели КЭ-4, модели ЭР-2, модели АОЛ-32-4 и другие.
В частности, этикетировочный автомат модели КЭ-4,
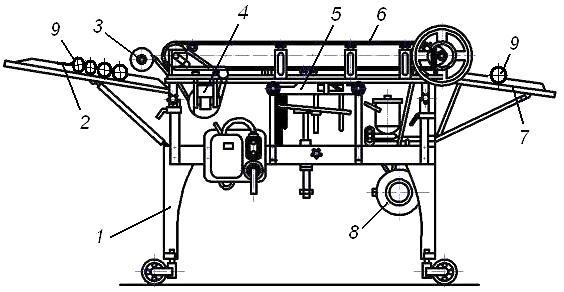
обеспечивающий нанесение этикеток на цилиндрические консервные банки, содержит станину 1 (рис.16.40), на которой установлены подающий лоток 2, разделительный ролик 3, клеевая станция 4, магазин этикеток 5, ленточный транспортер 6, разгрузочный лоток 7 и электродвигатель 8 с механизмами передачи движения исполнительным органам. Клеевая же станция 4 автомата содержит вращающийся валок, погруженный нижней частью в ванну с подогретым декстриновым клеем. Магазин 5 автомата вмещает в себя стопу этикеток в количестве 800 – 1000 штук, закладываемых лицевой поверхностью вниз.
Рис. 16.40. Этикетировочный автомат модели КЭ-4
При работе этого автомата банки 9 поступают на подающий лоток 2 и из него через разделительный ролик 3 поштучно перемещаются на катящий их по столу ленточный транспортер 6. В процессе перекатывания банка своей цилиндрической поверхностью прокатывается по вращающемуся валку клеевой станции 4, наносящему на нее клеевые полосы или сплошной слой клея, и далее закатывается на стопу этикеток в магазине 5, верхняя из которых приклеивается к корпусу банки и наматывается на него. В это время в магазине на второй конец этикетки наносится клей из расположенной над ней капельницы. Далее банка поступает на обжимной участок транспортера, где этикетка окончательно прикатывается к ее поверхности роликами и готовое изделие выводится из автомата по наклонному разгрузочному лотку 7. Производительность этого
230