Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
наносят полностью в две или три строки, при этом во второй строке дополнительно выбивается последним шестой знак, соответствующий сорту консервов (В – высший сорт).
Маркировка крышек выдавливанием знаков выполняется на маркировочных автоматах ударного и ротационного действия. Принцип работы
маркировочных автоматов ударного действия заключается в том, что от стопы крышек расходного магазина поштучно отделяется нижняя и шиберным механизмом укладывается на матрицу штампа. Здесь при смыкании штампа ударом пуансона на ней выбиваются маркировочные знаки глубиной до 0,3 мм, и крышка тем же шиберным механизмом одновременно с подачей следующей перемещается вниз стопы приемного магазина.
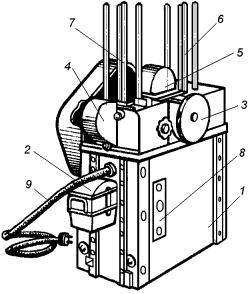
Ротационные маркировочные автоматы позволяют наносить в строке до семи знаков. Они состоят из станины 1 (рис.16.33), электродвигателя 2, приводного вала со штурвалом 3 ручного проворота, цепного транспортера 4 подачи крышек, синхронно вращающихся барабанов инструментального блока 5, расходного 6 и приемного 7 магазинов, а также панели управления 8 и кабеля питания 9.
Рис. 16.33. Ротационный маркировочный автомат
В процессе работы такого автомата из стопы в расходном магазине 6 нижние крышки поштучно забираются пальцами цепного транспортера 4 и подаются им между двумя сопрягающимися и синхронно вращающимися барабанами (пуансоном и матрицей) инструментального блока 5, выдавливающими на их поверхности маркировку при одновременном перемещении крышки. Далее замаркированные крышки этим же транспортером одновременно подаются вниз стопы приемного магазина 7, а оттуда стопками забираются на укупорку консервных банок. В частности, такой автомат фирмы «Нагема» (Германия) работает с производительностью 110 крышек в минуту, при потребляемой мощности 0,55 кВт и габаритных размерах 1250 х 620 х 1240 мм.
16.6.4. Укупоривание банок крышками
Сущность процесса укупоривания состоит в герметическом присоединении крышки к корпусу жестяной банки путем образования двойного закатного шва.
216
Применяемое для укупорки банок технологическое оборудование можно условно классифицировать по следующим признакам:
по способу закатки – на машины, закатывающие на вращающейся и на неподвижной банке;
по способу укупорки – на обычные машины и вакуум-закаточные установки с механическим или тепловым вакуумом, с клинчером и без клинчера;
по исполнению банок – на машины для цилиндрических и для фигурных банок;
по числу одновременно укупориваемых банок и уровню автоматизации процесса – на машины однопозиционные механические, полуавтоматические и автоматические; двухпозиционные линейные машины, а также на многопозиционные роторные однобашенные и двухбашенные машины.
Вчастности механические и полуавтоматические закаточные машины используются на предприятиях малой мощности, а также при укупоривании банок, содержимое которых необходимо уплотнять (утрамбовывать).
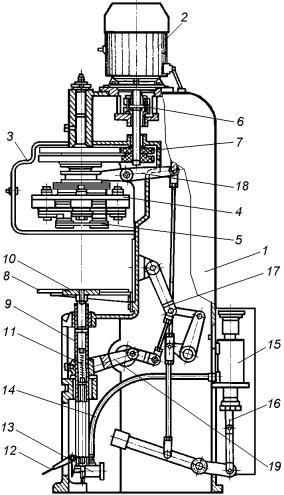
Полуавтоматическая закаточная машина состоит из станины 1
(рис.16.34), в верхней части которой установлены электродвигатель 2 и закаточная головка 3, планшайба 4 которой, несущая обжимные ролики 5, соединена с электродвигателем через муфту 6 и зубчатую цилиндрическую передачу 7. В нижней же части станины в отверстии стола 8 соосно с планшайбой 4 на шпинделе 9, располагается патрон 10, опирающийся на компенсационную пружину 11. Под шпинделем установлена педаль 12, связанная с золотниковым клапаном 13, соединенным в свою очередь трубопроводом 14 с пневмоцилиндром 15, выдвигающийся шток 16 которого осуществляет через многозвенный рычажный передающий механизм 17 и коромысло 18 включение муфты в закаточной головке 3, а также через рычаг 19 вертикальное перемещение шпинделя 9.
При закатке наполненную банку вручную накрывают крышкой, устанавливают на нижний патрон 10, а затем нажимают ногой на педаль 12, управляющую золотниковым клапаном 13, который открывает магистраль подачи сжатого воздуха по трубопроводу 14 в пневмоцилиндр 15. Далее выдвигающимся штоком 16 пневмоцилиндра производится включение муфты в закаточной головке 3 через многозвенный рычажный передающий механизм 17 и коромысло 18, а также через рычаг 19 подъем шпинделем 9 нижнего патрона 10 до фиксации расположенной на нем укупориваемой банки верхним неподвижным патроном, при этом пружина 11 обеспечивает компенсацию отклонения размеров банок по высоте. После этого две пары обжимных роликов 5 (одна из которых подгибает завитки сопрягающихся фланцев, а вторая выполняют обжатие и герметизацию закаточного шва), постепенно подводятся копирами к банке и в процессе вращения планшайбы 4, работая одновременно, присоединяют крышку к банке герметичным двойным закатным швом. По окончании процесса закатки обжимные ролики расходятся, а педаль 12 отпускается и клапаном 13 включается подача сжатого воздуха в полость пневмоцилиндра 15, обеспечивающую втягивание его штока 16. При этом шпиндель 9 опускается с нижним патроном 10,
иукупоренной банкой в исходное положение на уровень стола 8, а муфта
217
закаточной головки 3 отключает вращение ее планшайбы 4. Далее на место укупоренной устанавливается следующая банка и цикл повторяется.
Рис. 16.34. Полуавтоматическая закаточная машина
Технические характеристики некоторых полуавтоматических закаточных машин такого типа приведены в таблице 16.4.
Таблица 16.4. Технические характеристики полуавтоматических закаточных машин
|
«Блисс- |
И9-СЗК |
«Нагема» |
«Наге- |
Б4-КЗТ- |
|
712» |
фирмы |
(Германия) |
ма» |
56 |
Параметры |
(Герма- |
«Тойо- |
(для фи- |
(Герма- |
|
|
ния) |
Сейкан» |
гурных |
ния) |
|
|
|
|
банок) |
|
|
|
|
|
|
|
|
Производительность, шт./мин. |
15 |
22 |
20 |
25 |
11 – 16 |
Диаметр банки, мм…………… |
160 |
145 |
- |
163 |
320 |
Высота банки, мм…………….. |
254 |
220 |
50 |
350 |
320 |
Мощность электропривода, кВт |
1,5 |
2,2 |
2,5 |
1,5 |
2,22 |
Габаритные размеры, мм: |
|
|
|
|
|
длина ………………………… |
754 |
770 |
1540 |
960 |
850 |
ширина ……………………… |
530 |
770 |
850 |
720 |
1300 |
высота ………………………. |
2134 |
1950 |
1750 |
1800 |
1730 |
|
|
|
|
|
|
В условиях крупносерийного и массового производства консервной продукции широко применяются многопозиционные роторные однобашенные и
218
двухбашенные закаточные машины. К таковым, в частности относится и рассмотренный ранее двухбашенный роторный закаточный автомат (рис.16.28), фирмы «Нагема», обеспечивающий как сборку жестяных банок, так и их укупоривание после заполнения продуктом. Специализированные же роторные закаточные машины могут производить маркировку крышек и укупоривание ими наполненных банок, как при атмосферном давлении, так и с созданием вакуума, а также вести учет изготовленных упаковочных единиц.
Вконсервной промышленности широко применяется вакуумирование содержимого банок при их закатке, обеспечивающее существенное улучшение качества продукции и увеличение срока ее хранения. При этом разряжение в укупориваемой банке может создаваться тепловым, механическим и комбинированным вакуумированием (эксгаустированием).
Тепловое эксгаустирование заключается в нагревании содержимого банок до их герметизации, при этом упругость испаряющейся жидкости повышается и она вытесняет воздух из продукта, а после герметизации закаткой и охлаждения
конденсируется, уменьшаясь в объеме и создавая в банке разрежение. Такую обработку выполняют паром при 80 – 85 оС либо в ИК-камерах.
Механическое вакуумирование заключается в удалении из банки воздуха с помощью вакуум-насосов при их герметизации.
При комбинированном эксгаустировании применяют одновременно оба рассмотренных способа, то есть производят механическое вакуумирование
предварительно нагретых банок в процессе их герметизации. Глубина вакуума в банках создается при этом на уровне (3,3 – 5,3)·104 Па.
Для закатки банок с одновременным вакуумированием используются специализированные многопозиционные роторные машины, которые выполняются с клинчером (устройством для предварительного прикатывания крышек) или без него. Клинчерование применяют для частичного подгиба закаточного фланца уложенной на банку крышки под отбортовку корпуса, чем обеспечивается их механическое сцепление, исключающее смещение крышки в процессе последующего вакуумирования и закатки банки.
Вчастности, роторный вакуум-закаточный автомат с клинчером модели Б4-КЗК-84 производит маркировку крышек и укупорку ими под вакуумом наполненных продуктом цилиндрических жестяных консервных банок, а также подсчитывает изготовленные упаковочные единицы. Он состоит из:
станины 1 (рис.16.35), содержащей закрытую масляную ванну с размещенными в ней механизмами передачи движений и основными устройствами системы смазки, а также разделенную на две внутренние полости
–герметичную и безвакуумную.
приемного механизма, содержащего транспортер 2, шнек 3, подпружиненную направляющую и датчик-щуп системы блокировки «нет банки – нет крышки»;
механизма подачи 4, состоящего из транспортного ротора 5 с направляющими, магазина 6 крышек и механизма 7 их маркировки;
ротора-клинчера 8, состоящего из верхнего корпуса и нижней планшайбы,
соединенных колонной и несущих четыре инструментальных блока,
219
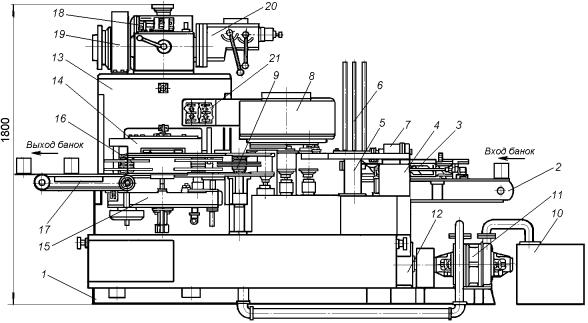
содержащих соосно вращающиеся нижние поджимные и верхние патроны, а также прикатные механизмы, отжимные ролики которых катятся по секторным копирам и подводят к банке прикатные ролики;
Рис. 16.35. Роторный вакуум-закаточный автомат модели Б4-КЗК-84
разгонного ротора 9, забирающего банки с нижних патронов ротора 8 и подающего их в карман вакуум-клапана вакуумной системы;
вакуумной системы, содержащей: насосную установку, состоящую из водосборника 10 и смонтированных на общей раме водокольцевого насоса 11 типа ВВН-1,5 с электродвигателем 12 мощностью 4 кВт; вакуум-камеру 13, являющуюся герметичной полостью станины, в которой находится закаточный ротор; установленный на стенке камеры вакуум-клапан 14, с приводом и транспортным ротором, в корпусе которого имеется пробка с карманом для банок; механизм шлюзования, регулирующий разрежение (остаточное давление 34,6 МПа) в вакуум-камере; контрольную и сигнальную аппаратуру, а также соединительную систему трубопроводов;
закаточного ротора 15, состоящего из верхнего и нижнего корпусов, соединенных колонной и несущих четыре инструментальных блока, которые содержат соосно вращающиеся нижние поджимные и верхние патроны, а также закатные механизмы, отжимные ролики которых катятся по секторным копирам
иподводят к банке вначале закатные, а затем обжимные ролики;
транспортного ротора 16, забирающего укупоренные банки из кармана вакуум-клапана и устанавливающего их на отводящий транспортер;
отводящего ленточного транспортера 17, в направляющих которого установлен датчик устройства, считающего укупоренные банки;
главного привода, состоящего из электродвигателя 18, клиноременной передачи 19 и редуктора 20 с переключателем скоростей, а также механизмов передачи движений исполнительным механизмам автомата;
пульта управления 21, содержащего электромонтажные панели, пакетный и автоматический выключатели, пускатель магнитный, реле тепловое, встроенные в лицевую панель индикаторные лампочки и кнопочную станцию.
220