Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
будет достигать 50 дм3/мин. Они могут также оснащаться дополнительными устройствами, наносящими на клипсы маркировку специальными чернилами или гравировкой.
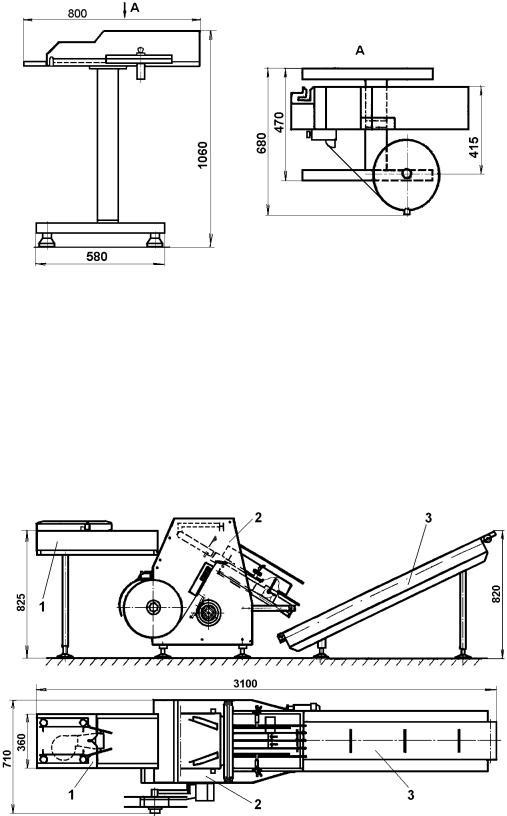
Рис. 10.6. Общий вид клипсаторной машины
Для упаковывания в пакеты больших объемов производимой продукции применяются конструктивно более сложные клипсаторные машины, которые в комплексе с дополняющим технологическим оборудованием позволяют достигать высокой производительности за счет автоматизации процесса. Например, для упаковывания в пакеты различных видов нарезанного и ненарезанного хлеба, а также рулетов, сдобы и другой подобной продукции в Голландии производятся клипсаторные машины, модели «Н0LLY МINI РАСК СL», работающие в комплексе с хлеборезательной машиной непрерывного действия модели «ВRS 208».
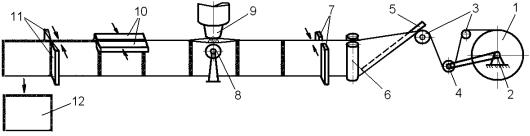
Рис. 10.7. Общий вид полуавтоматического упаковочного комплекса на базе клипсаторной машины модели «Н0LLY МINI РАСК СL»
Вместе с этими машинами поставляется также дополняющее технологическое оборудование, такое как:
устройство для раздува пакета;
26
устройство для нанесения на пакет даты и штрихового кода;
конвейер, отводящий готовые упаковочные единицы;
поворотный стол, принимающий готовую продукцию.
Водном из конструктивных исполнений, такой автоматизированный упаковочный комплекс (рис.10.7) может включать в себя устройство для раздува пакета 1, клипсаторную машину 2 и конвейер 3, отводящий готовые упаковочные единицы. В процессе работы этого комплекса оператор берет очередной пакет и раскрывает потоком воздуха, создаваемым устройством 1, а затем вкладывает в него упаковываемую продукцию, например, нарезанный хлеб, и далее кладет упаковочную единицу на наклонный стол клипсаторной машины 2. По наклонному столу эта упаковочная единица перемещается на исполнительную позицию машины, где по сигналу соответствующего датчика горловина пакета автоматически пережимается и укупоривается клипсом, а затем готовая упаковочная единица подается на отводящий транспортер 3, перемещающий ее на позицию укладки в транспортную тару или в специальную тару-оборудование, предназначенную для доставки товара потребителям. Производительность этого комплекса достигает 1500 упаковок в час.
Выпускаются также клипсаторные машины, оснащаемые маркирующим устройством и устройством для раздува пакетов;
обеспечивающие установку клипс на натуральных и искусственных колбасных оболочках и оснащаемые отрезным ножом;
устанавливающие пластмассовые клипсы со свариванием ее концов, а также одновременно наносящие на упаковку этикетку;
фасующие продукцию в рукавную сетку и укупоривающие ее металлическим клипсом с одновременным закреплением этикетки и другие.
10.3. Пакетоформирующие упаковочные автоматы
К пакетоформирующему упаковочному оборудованию относятся такие технологические машины, в которых процесс изготовления пакетов совмещается с упаковыванием в них продукции. Большое разнообразие этих машин обуславливается следующими факторами:
формой, вместимостью и исполнением изготовляемого пакета (двухшовные, трехшовные и четырехшовные пакеты; пакеты с боковыми складками; полужесткие пакеты с плоским прямоугольным дном; декоративные
и«стоячие пакеты» типа Doy Pack и т. д.);
видом и исходным состоянием упаковочного материала, применяемого для изготовления пакетов (поступающие с одного рулона однослойные, полурукавные, рукавные без складок и с фальцевыми боковыми складками полимерные пленки; поступающие с двух рулонов полимерные и многослойные ленты; рулонные комбинированные полужесткие материалы на основе картона и алюминиевой фольги; отдельные заранее выполненные (флатовые) заготовки);
физическим состоянием упаковываемой продукции (жидкая и
пастообразная продукция; легкосыпучая гранулированная, зернистая и
27
мелкоштучная продукция; трудносыпучая порошкообразная, пылевидная и хлопьевидная продукция; смешанная продукция);
принципом перемещения изготовляемых объектов (последовательные многопозиционные, а также карусельные и конвейерные машины; роторно- и роторно-конвейерные линии) и степенью универсальности (переналаживаемые
испециальные машины);
уровнем автоматизации выполняемого процесса (с ручным управлением, полуавтоматические и автоматические машины) и производительностью (однопоточные, двухпоточные и многопоточные машины);
компоновочной схемой (с вертикальной, горизонтальной или комбинированной компоновкой), а также особенностями конструктивного исполнения входящих функциональных устройств и другими факторами.
Вчастности, горизонтальные автоматы широко применяются для мелкопорционного упаковывания гранулированной сыпучей и мелкоштучной продукции в трехшовные пакеты, которые изготовляются ими из однослойного пленочного материала, поступающего с одного рулона. В таком
технологическом оборудовании рулон 1 (рис.10.8) устанавливается в механизме размотки 2, а затем лента с него через направляющие ролики 3 и механизм амортизации и натяжения ленты 4 подается в исполнительные механизмы автомата, включающие формующий треугольник 5, шаговую
валковую подачу 6, |
устройство термоконтактной сварки |
с вертикальными |
||
линейками 7, механизм раскрытия пакетов |
с вакуумными присосками 8, а |
|||
также дозатор 9, |
механизм укупоривания |
пакетов |
с |
горизонтальными |
сварочными линейками 10 и клещевую подачу, на зажимных планках 11 которой располагается отрезной нож.
Рис. 10.8. Функциональная схема горизонтального автомата
При работе автомата однослойная лента, разматываемая с рулона 1 шаговой валковой подачей 6, на формующем треугольнике 5 складывается в полурукав, а затем на позиции устройства термоконтактной сварки вертикальными линейками 7 этот полурукав сваривается двойным вертикальным швом в пакеты. На следующей же исполнительной позиции к стенкам сформированного пакета прикрепляются вакуумные присоски 8 и, расходясь, раскрывают горловину пакета под загрузочным соплом дозатора 9, фасующим в пакет отмеренную порцию упаковываемой продукции. После этого вакуум в присосках отключается, и пакет перемещается в полурукавном полотне на позицию укупоривания, где смыкающимися горизонтальными сварочными линейками 10 герметично заваривается его горловина. Затем смыкающимися зажимными планками 11 клещевой подачи, срабатывающей синхронно с валковой подачей 6, полурукавное полотно перемещается на
28
следующий шаг, равный ширине пакета. При этом вертикальный нож, встроенный в эти планки, разрезает полотно между сдвоенным вертикальным швом и отделяет от него готовую упаковочную единицу 12, которая затем по отводящему наклонному лотку перемещается на приемную позицию для укладки в транспортную тару, а разомкнувшиеся зажимные планки 11 клещевой подачи в это время возвращаются в исходное положение для выполнения следующего цикла. Подобный принцип действия реализован, например, в горизонтальных упаковочных автоматах модели ВАЭМ 4/1-10/Г, которые разработаны и серийно изготовляются группой компаний ЗАО «ВАЭМ» (Беларусь).
Фирмы АСМА и Star Food Co (Италия) совместно с фирмой Angelus Sanitary Can Machine Co (США) создали также горизонтальный автомат модели «АСМА-722» с комбинированным линейно-карусельным принципом действия, предназначенный для упаковывания в аналогичные пакеты гранулированной мясоконсервной продукции. На линейном участке этого автомата (рис.10.9) последовательно располагаются:
механизм 1, обеспечивающий размотку рулона 2 упаковочного материала;
направляющие ролики 3 механизма амортизации и натяжения продвигаемой ленты;
формующий треугольник 4, обеспечивающий складывание продвигаемой однослойной ленты в полурукав;
валковая подача 5, осуществляющая совместно с клещевой подачей 9 шаговое синхронное продвижение полурукавной ленты;
смыкающиеся линейки 6 устройства термоконтактной сварки дна пакета;
смыкающиеся линейки 7 устройства термоконтактной сварки полурукава двойными вертикальными швами в пакеты;
маркировочное устройство 8, наносящее на пакеты дату упаковывания и другие данные;
клещевая подача 9, на зажимных планках которой располагается отрезной нож, разрезающий в процессе продвижения полурукавную ленту между сдвоенными вертикальными швами и отделяющий тем самым от нее пакеты;
а также механизм 10, передающий отделенные пакеты в гнезда карусельного стола 11.
Далее по периметру карусельного стола 11 с шагом адекватным углу его циклового поворота в автомате располагаются:
механизм раскрытия пакетов с вакуумными присосками 12;
устройства 13, обеспечивающие дозирование и фасование упаковываемой продукции в пакеты;
устройство 14 контроля уровня наполнения пакетов;
устройство 15 точечного (негерметичного) термозапечатывания горловины пакетов;
механизм 16 герметичного укупоривания пакетов, содержащий горизонтальные смыкающиеся линейки термоконтактной сварки;
располагающееся на этой же позиции устройство 17, обеспечивающее вакуумирование пакетов (удаление воздуха) в процессе их герметичной укупорки;
29
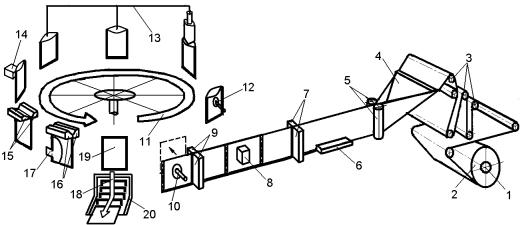
а также механизм 18, передающий готовые упаковочные единицы 19 с карусельного стола 11 на отводящий транспортер 20.
Рис. 10.9. Функциональная схема горизонтального упаковочного автомата модели «АСМА-722»
Данные автоматы широко используются на мясоконсервных предприятиях США, Италии, ФРГ и других стран для упаковывания гранулированных мясоконсервных полуфабрикатов и другой сыпучей продукции в пакеты размерами от 75х75 до 160х240 мм с производительностью до 60 штук в минуту.
Вертикальные автоматы с воротниковым рукавообразователем
широко применяются для упаковывания жидкой, пастообразной и сыпучей продукции в трехшовные пленочные пакеты, изготовляемые из однослойной рулонной ленты. Таковым технологическим оборудованием является,
например, вертикальный однопоточный автомат модели 6М-ОРЕ,
обеспечивающий упаковывание жидкой и пастообразной продукции (молока, кефира, сметаны) в трехшовные полиэтиленовые пакеты. Описание устройства и принципа действия этого автомата приведено в разделе 2.1 (рис. 2.1 – рис.2.2). Применяются также и другие упаковочные автоматы аналогичного назначения по конструктивному исполнению подобные, а также существенно отличающиеся от автомата модели 6М-ОРЕ. По такой же конструктивной схеме выполнен, например, вертикальный однопоточный автомат модели АО111, серийно изготовляемый ГП «Ижевский механический завод».
Существенно же отличаются от автомата модели 6М-ОРЕ широко применяемые вертикальные однопоточные автоматы фирмы «Тетра Пак»
(Швеция), обеспечивающие асептическое упаковывание жидких пищевых продуктов в различные виды полужестких пакетов, изготовляемых из рулонных многослойных материалов на основе картона плотностью от 125 до 150 г/м2, придающего упаковке необходимую упругость и жесткость. Например, для асептического упаковывания продукции в полужесткие пакеты «Тетра Брик Асептик» в таких автоматах используется рулонный многослойный упаковочный материал, содержащий картон, алюминиевую фольгу толщиной около 0,007 мм, а также наружный, внутренний и промежуточные слои из полиэтиленовой пленки. На этот материал в процессе производства наносятся также линии сгиба (биги), по которым изготовляемому пакету придается форма прямоугольного параллелепипеда, а под наружным слоем пленки выполняется
30