Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
декоративное полиграфическое оформление, рекламирующее упакованную продукцию и ее производителя. Продукция в таких пакетах при асептическом упаковывании может сохраняться без охлаждения длительное время, что способствует более рациональному ее потреблению. Современная технология асептического упаковывания в полужесткие пакеты основывается на том, что продукция и упаковка подвергаются стерилизации по отдельности и сразу же в стерильных условиях производится наполнение тары и ее герметичная укупорка. Выполняют же эти функции в таких автоматах специальные устройства и механизмы. В частности, бактерицидная обработка разматываемого с рулона упаковочного материала обеспечивается путем его прохождения при температуре 70 °С через ванну с перекисью водорода, которой смачивается только контактирующая с продуктом внутренняя сторона ленты. Остатки же этой жидкости удаляются с поверхности ленты вначале двумя гладильными валиками, а затем испарением под воздействием лучевого нагревателя. Далее обработанная лента на воротниковом рукавообразователе сворачивается в рукав, края которого на охватываемой вертикальной трубе свариваются продольным нахлесточным швом. В это же время другое совмещенное с дозатором устройство обеспечивает асептическую обработку упаковываемой продукции, путем ее быстрого нагрева малыми порциями до высокой температуры (135 – 140 °С для молока и 120 °С для соков) с кратковременной выдержкой (2 – 4 с для молока и 5 – 60 с для соков) и последующим быстрым охлаждением до комнатной температуры. В результате такой тепловой обработки в этих продуктах питания уничтожаются все бактерии и другие микроорганизмы, но при этом сохраняются витамины и другие натуральные компоненты, а также остаются неизменными органолептические (вкусовые) характеристики. Затем обработанная продукция дозатором фасуется в сформированный и заваренный снизу рукав, после чего он пережимается смыкающимися линейками клещевой подачи немного ниже верхнего уровня поступившей жидкости, чем исключается попадание в укупориваемый пакет воздуха. Далее линейки клещевой подачи перемещаются вниз, обеспечивая при этом протяжку на заданный шаг разматываемой с рулона ленты, а также выполнение на пережатом участке рукава двойного поперечного сварного шва с одновременной разрезкой материала между швами. В результате один из этих швов укупоривает отделяемый от рукава заполненный пакет, а второй шов остается на конце рукава, образуя дно следующего пакета. Одновременно с этим смыкаются и установленные на клещевой подаче две вертикальные полуформы, деформирующие упаковку по линиям сгиба в прямоугольный параллелепипед с образованием на торцах его боковых стенок треугольных складок (носиков), которые снизу загибаются на плоское дно, а сверху – на боковые стенки корпуса пакета. При этом наполнение и укупоривание изготовляемых пакетов осуществляется в стерильных условиях, которые в новых моделях таких автоматов обеспечиваются ограждением этой зоны быстрооткрывающимися панелями и созданием в ней избыточного давления из непрерывно подаваемого стерильного воздуха, вытесняющего окружающий атмосферный воздух. При достижении же клещевой подачей нижнего конечного положения полуформы расходятся, а укупоренный пакет передается соответствующим
31
транспортирующим механизмом в устройство, осуществляющее прижатие и приваривание его треугольных складок (носиков) сверху к боковым стенкам, а снизу – к плоскому дну пакета. Далее готовые упаковочные единицы пластинчатым транспортером выводятся из автомата и подаются в устройства, обеспечивающие их группирование в укрупненные грузовые единицы, обандероливаемые термоусадочной пленкой. Для продуктов, которые рекомендуется взбалтывать перед употреблением, данный процесс эти автоматы могут выполнять и таким образом, чтобы пакеты заполнялись не полностью.
Современные вертикальные пакетоформирующие упаковочные автоматы выполняются обычно с отдельными механизмами для шаговой протяжки разматываемой с рулона упаковочной ленты и для выполнения на заполненном пакете сдвоенного поперечного шва, в отличие от автоматов модели 6М-ОРЕ, в которых обе эти функции выполняются одной вертикально перемещающейся клещевой подачей. Это усовершенствование обеспечивает им более высокую надежность и кинематическую производительность. Таковыми, например,
являются вертикальные однопоточные автоматы моделей ВАЭМ-1, ВАЭМ-
1М и ВАЭМ-1МС, которые разработаны и серийно изготовляются группой компаний ЗАО «ВАЭМ» (Беларусь). Предназначены они для упаковывания в трехшовные пакеты, изготовляемые из рулонной однослойной пленки или ламинированной полиэтиленом бумаги и алюминиевой фольги, разнообразной легко- и трудносыпучей продукции, а также мелкоштучных изделий (конфет, сухофруктов, макаронных и других аналогичных товаров).
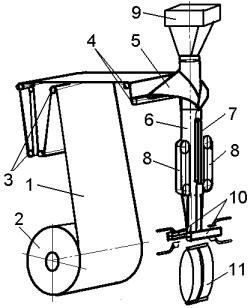
Рис. 10.10. Функциональная схема вертикального однопоточного автомата модели ВАЭМ-1
В этих автоматах лента 1 (рис.10.10) упаковочного материала в процессе работы разматывается с рулона 2 и через механизм амортизации и натяжения 3, а также направляющие ролики 4 подается на воротниковый рукавообразователь 5, который обеспечивает ее сворачивание в рукав на сопрягающейся вертикальной трубе 6. При этом края формируемого рукава соединяет непрерывным нахлесточным швом вертикальная сварочная линейка 7,
32
прижимающая их к трубе 6 в каждом цикле, а его пошаговое продвижение осуществляет пара ленточных транспортеров 8, у которых синхронно движущиеся бесконечные прорезиненные ленты с двух сторон своими смежными ветвями постоянно прижимаются к формируемому рукаву. Заданный же шаг цикловой подачи рукава обеспечивается фотодатчиком, считывающим с поверхности ленты нанесенные при декорировании специальные метки. Затем в сформированный и заваренный снизу рукав по фасовочной трубе из дозатора 9 подается порция упаковываемой продукции и далее он пережимается над продуктом смыкающимися поперечными сварочными линейками 10, выполняющими на пережатом участке рукава два поперечных сварных шва с одновременной разрезкой материала между швами. В результате один из этих швов укупоривает отделяемый от рукава заполненный пакет 11, а второй шов остается на конце рукава, образуя дно следующего пакета, и далее цикл повторяется. В состав данного автомата также входят: микропроцессорная система управления; термомаркирующее устройство, проставляющее дату на вертикальном шве пакета; а также шкаф с электрооборудованием. В зависимости он свойств упаковываемой продукции эти автоматы могут дополнительно оснащаться различными объемными дозаторами (револьверными, барабанными, стаканчиковыми, шнековыми); дозаторами весовыми однопоточными, многопоточными (до 6 потоков) и комбинационными; устройствами снятия статического электричества, удаления пыли, вакуумирования пакетов и заполнения инертным газом; устройствами, формирующими на пакетах боковые складки, плоское дно и выполняющими «европросечки»; загрузочными и отводящими транспортерами, а также другими необходимыми механизмами. Техническая же характеристика у автомата модели ВАЭМ-1 следующая:
Кинематическая производительность, циклов/мин .…………… до 45; Номинальная производительность…...зависит от физических свойств упаковываемой продукции, дозы
и упаковочного материала; Размеры пакетов, мм: ширина ………………………………. 80 – 240;
высота, не более …………………………… 300:
Масса дозируемой продукции, см3 …………………………..20 – 2000; Размеры рулона упаковочного материала, мм, не более:
ширина ……………………………………. 500;
наружный диаметр ………………………. . 320; Питание: переменный ток: частотой, Гц ………………………….. 50;
напряжением, В …………………………… 380;
сжатый воздух под давлением, мПа……………………..0, 6; Потребляемая мощность, кВт, не более……………………………… 3; Расход сжатого воздуха, дм3/мин, не более ………………………. 360;
Габаритные размеры, мм …………………………..1600 х 1500 х 2500; Масса, кг, не более …………………………………………………. 320;
Автомат обслуживается одним человеком.
Вертикальные многопоточные упаковочные автоматы, работающие с двух рулонов, применяются обычно для мелкопорционного упаковывания сыпучей, жидкой, пастообразной и мелкоштучной продукции в плоские
33
четырехшовные пакеты, изготовляемые из различных термосвариваемых или термосклеиваемых пленочных материалов, а также фильтробумаги, ламинированной полиэтиленом бумаги и алюминиевой фольги. При этом противолежащие поверхности таких пакетов могут выполняться из различных материалов, например, полиэтиленовой пленки и ламинированной бумаги или ламинированной бумаги и алюминиевой фольги.
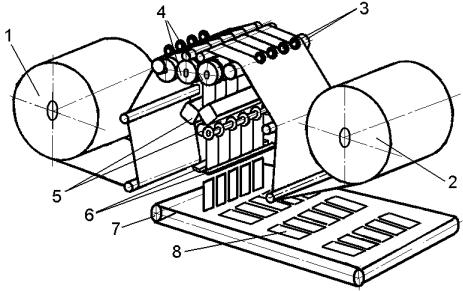
Таковым, например, является вертикальный многопоточный автомат модели ВАЭМ 4/10-10/5, разработанный и серийно изготовляемый группой компаний ЗАО «ВАЭМ» (Беларусь). Состоит он из закрепленных на станине устройств размотки рулонов 1 и 2 (рис.10.11) упаковочного полотна; механизмов 3 продольной резки рулонных полотен на сопрягающиеся ленты; валкового устройства 4 шаговой подачи упаковочного материала и формирования пакетов; управляющего им фотодатчика, считывающего с поверхности ленты специальные метки, определяющие длину пакетов; многопоточного дозатора (не показан), фасующего в формируемые пакеты упаковываемую продукцию; устройства 5, сваривающего края сопрягающихся лент продольными швами; устройства 6, сваривающего пакеты двойным поперечным швом с одновременной разрезкой материала между швами; сблокированного с ним маркиратора, проставляющего дату (6 цифр) на поперечном шве; ленточного транспортера 7, выводящего из автомата готовые упаковочные единицы 8; а также шкафа с электрооборудованием и микропроцессорной системой управления.
Рис. 10.11. Функциональная схема вертикального двухрулонного многопоточного автомата модели ВАЭМ 4/1-10/5
Количество параллельных потоков в этом автомате может изменяться от 2 до 8 в зависимости от размеров формируемых пакетов, а устанавливаются они путем соответствующей переналадки автомата. Устройства же размотки обеспечивают установку рулонов упаковочного материала наружным диаметром до 450 мм и с шириной полотна до 520 мм. Кинематическая производительность этого автомата достигает 50 циклов в минуту, а его номинальная производительность зависит от физических свойств упаковываемой продукции, применяемого упаковочного материала, величины
34
фасуемой дозы и количества параллельных потоков. В зависимости он свойств упаковываемой продукции он может оснащаться различными многопоточными объемными (револьверными, барабанными, стаканчиковыми, шнековыми, поршневыми) и комбинационными дозаторами, а также дополнительными устройствами, обеспечивающими снятие статического электричества, удаление пыли, выполняющими просечки для облегчения вскрытия пакетов, счетчиками циклов и системами, обеспечивающими упаковывание продукции в пакетыленты, содержащие межпакетную перфорацию.
Карусельные пакетоформирующие автоматы обычно применяются для упаковывания жидкой и пастообразной продукции в полужесткие пакеты, плоскосложенные корпуса которых изготовляют заранее из разверток, полученных на печатно-высекальных машинах. К такому упаковочному оборудованию относятся, например, карусельные автоматы модели «Тетра Классик ТС/Джуниор» фирмы «Тетра Пак» (Швеция), а также автоматы модели Я1-ОРП-1, серийно изготовляемые предприятием «ВИЯ» (Россия) и другие.
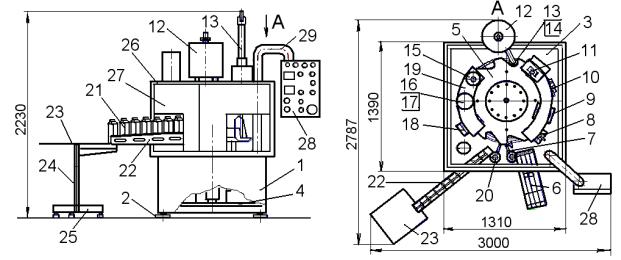
В частности, карусельный автомат модели Я1-ОРП-1 предназначен для упаковывания жидких и пастообразных пищевых продуктов (молока, кефира, сливок, сметаны или йогуртов, в том числе с мягкими наполнителями в виде волокон и кусочков) в полужесткие пакеты типа «Тетра Рекс» или «ПюрПак» вместимостью 0,25 дм3; 0,5 дм3 и 1,0 дм3. В состав этого автоматы входят следующие основные конструктивные части, устройства и механизмы:
Станина 1 (рис.10.12), каркас которой сварен из труб квадратного сечения и другого сортового проката, установлен на виброопорах 2, закрыт съемными боковыми панелями, выполненными из нержавеющей стали, а также содержит столешницу 3 и нижнюю плиту 4, к которой крепятся устройства и механизмы привода автомата.
Привод автомата, располагающийся на плите 4 и содержащий: электродвигатель АИР80А4У3 мощностью 1,1кВт (1500 об/мин); связанный с ним клиноременной передачей червячный редуктор Ч-80-40-51-У3-В;
связанный с редуктором мальтийский механизм дискретного вращения карусельного стола со стопорным устройством и цикловой командоаппарат с блоком пневмораспределителей.
Рис. 10.12. Общий вид карусельного автомата модели Я1-ОРП-1
35