Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
располагаются опорные болты, вращением которых устанавливается требуемое перекрытие сопрягающихся режущих кромок ножей 8, а сверху корпуса валов в пазах стоек удерживаются прикрепленными крышками 9. Аналогичным образом во второй паре пазов стоек крепятся корпуса подшипниковых узлов двух выносящих валков 10 и 11, а сверху на их корпуса давят пружины, усилие которых регулируется болтами, расположенными в крышках. Привод режущих валов каждого модуля 1 и 2 осуществляется от индивидуальных электродвигателей 12 через систему взаимосвязанных колес 13 зубчатой передачи. На выносящие же валки вращение передается с ведущего нижнего вала 6, через систему зубчатых колес 14, закрепленных с противоположной стороны. Передаточное число между этими зубчатыми парами устанавливается таковым, при котором окружные скорости режущих кромок дисковых ножей 8 и синхронно вращающихся выносящих валков 10 и 11 совпадают. С нижнего ведущего выносящего валка 10 через цепную передачу 15 вращение передается также на аналогичную пару валков, отдельного выносящего механизма 16, установленного у торца промежуточного стола 3 параллельно модулю 1. Перемещаются же листы к механизму 16 по направляющим 17, а обрезаемые с них краевые полоски отводятся при этом специальными направляющими в расположенный снизу накопитель отходов.
На промежуточном столе 3 имеется также два продольных паза 18, параллельных валкам механизма 16, в которых движутся бесконечные пластинчатые цепи 19 транспортера листов, несущие захваты 20 и приводимые в действие звездочками 21, установленными на нижнем режущем валу 6 модуля 2. Со второй стороны эти цепи охватывают обводные звездочки 22, которые закреплены на валу 23, установленном в кронштейнах 24 на торце стола, а механизм натяжения цепей транспортера располагается при этом под столом 3. Листы, подаваемые выносящим механизмом 16, поджимаются к
поверхности стола 3 |
и цепям |
транспортера шарнирными рычагами |
25, |
располагающимися |
над его |
нижним валком. Направляющие же |
26, |
установленные вдоль краев стола 3, удерживают перемещаемые транспортером листы от боковых смещений, а закрепленная на конце одной из них плоская пружина 27, обеспечивает их точное позиционирование в момент захвата дисковыми ножами 8 режущего модуля 2.
На поверхности приемного стола 4, расположенной несколько выше поверхности промежуточного стола 3, закреплена с возможностью регулировки положения боковая продольная направляющая 28, а в его пазах возвратнопоступательно перемещаются салазки 29, содержащие поперечную опорную планку и приводимые в действие с вала 23 транспортера через цепную передачу 30, диск 31 с регулируемым кривошипом в виде пальца и шатуном 32, а также установленный на оси двуплечий рычаг 33 и тягу 34.
При работе ножниц очередной лист жести вручную или автоматическим подавателем (например, модели СПдА) укладывается на приемный стол 4 и прижимается своими торцами к боковой направляющей 28 и поперечной опорной планке салазок 29. Перемещаясь вперед, салазки подают лист в режущий модуль 1, где с него дисковыми ножами 8 обрезаются краевые полоски, поступающие по специальным направляющим в расположенный снизу накопитель отходов.
151
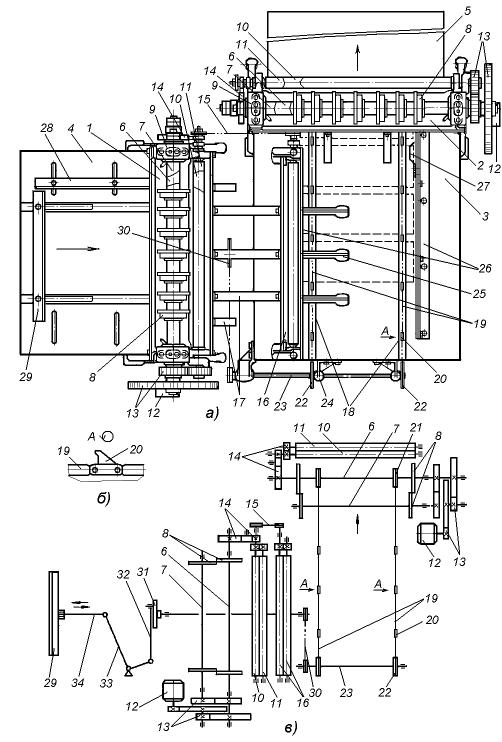
Рис.16.5. Сдвоенные дисковые ножницы фирмы «Нагема»: а – вид сверху; б – захват цепного транспортера; в – схема кинематическая.
Далее лист выносящими валками 10 и 11 перемещается по направляющим 17 в валки выносящего механизма 16, который укладывает его между направляющими 26 с поджатием к поверхности промежуточного стола 3 шарнирными рычагами 25. Здесь захваты 20 движущегося цепного транспортера, упираясь в торцевую кромку листа, перемещают его по поверхности стола в режущий модуль 2 между направляющими 26, при этом плоская пружина 27, закрепленная на конце одной из них, обеспечивает точное позиционирование листа в момент его захвата дисковыми ножами 8. Отделяемые в модуле 2 краевые полоски поступают по специальным
152
направляющим в расположенный снизу накопитель отходов, а обрезанный в заданные размеры со всех торцевых сторон лист выносящими валками 10 и 11 модуля 2 подается в магазина 5, где укладывается в стопу, и далее цикл повторяется. Периодическая заточка дисковых ножей 8 осуществляется с помощью специального приспособления, которое устанавливают на место выносящих валков 10 и 11 в режущих модулях 1 и 2.
Техническая характеристика сдвоенных дисковых ножниц фирмы «Нагема» следующая:
Производительность, штук/мин. ……………………………… 30; Наибольшие размеры листа, мм ……………………………810 х 750; Наименьшая ширина нарезаемых с листа частей, мм ………. 45; Мощность электродвигателя, кВт …………………………….. 3; Габаритные размеры, мм:
длина ………………………………………………... 2400, ширина …………………………………………….... 1700, высота ………………………………………………..1300;
Масса, кг………………………………………………………… 1600.
16.2.4. Грунтование, декорирование и лакирование листов жести
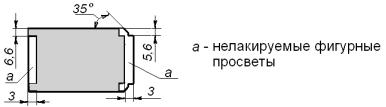
Оловянное и другие защитные металлические покрытия на жести, наносимые толщиной от 0,32 до 1,15 мкм, всегда пористы,, поэтому для повышения антикоррозионных свойств жесть дополнительно покрывается специальными пищевыми лаками, например, эпоксидными марки ЭП-527 и ЭП547 или эмалью ЭП-5147. Осуществляется это при производстве рулонной жести или после ее раскроя на листы и подготовки их к покрытию. При этом жесть, предназначенную для изготовления крышек и концов жестяных банок, лакируют сплошным слоем толщиной 5 – 10 мкм с двух сторон, а жесть, идущую на изготовление корпусов сборных банок, лакируют, оставляя по раскрою фигурные просветы шириной 3 – 3,2 мм с внутренней стороны (рис.16.6) и прямые просветы с наружной, для последующего запаивания по ним соединительного шва на изготовляемом корпусе.
Рис.16.6. Бланк корпуса сборной жестяной консервной банки
При художественно-декоративном оформлении изготовляемых банок листы жести кроме лакирования подвергаются еще грунтованию и красочной полиграфической печати. Грунтуют поверхность жести для создания белого или цветного фона, который обеспечивает наносимым полиграфическим красочным изображениям передачу требуемых цветовых тонов и оттенков. В качестве грунтующих материалов применяют печатные краски, грунт-эмали и лаки, например, алюминиевую эмаль ЭП-5147, представляющую собой суспензию алюминиевой пудры ПАК-4 в эпоксидно-фенольном лаке ЭП-547.
153
Для создания белого фона листы грунтуются также эмалью АС-576, наносимой в количестве 14 – 16 г/м2.
Лакирование и грунтование листов жести осуществляется на автоматизированных линиях, которые обычно включают в себя подаватель листов со стопы, валковую лакировальную машину, ленточный транспортер, сушильную камеру, устройство охлаждения листов и приемный магазин. При нанесении же покрытий на листы с прямыми и фигурными просветами по раскрою (рис.16.6) в лакировальных машинах используются специальные сетчатые трафаретные формы, которыми соответствующие участки поверхности предохраняются от попадания на них наносимого лака или грунта.
Совмещение же процессов лакирования, грунтования и художественнодекоративного оформления листов жести обеспечивает, например,
автоматизированная печатно-лакировальная линия фирмы «Тойо-Сейкан»
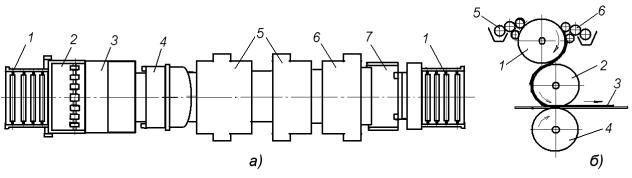
(Япония), которая состоит их двух рольгангов 1 (рис.16.7а), листоподавателя 2, двухкрасочной офсетной жестепечатной машины 3, лакировальной машины 4, двухзональной сушильной туннельной камеры 5, установки 6 охлаждения листов и стопкоукладчика 7.
При этом листоподователь 2 производит поштучную подачу листов из стопы, уложенной на рольганге 1, в проводящее устройство жестепечатной машины 3.
Двухкрасочная офсетная жестепечатная машина 3 включает в себя две одинаковых секции плоской офсетной печати, в которых красочное изображение с печатной формы 1 (рис.16.7б) через промежуточный упругоэластичный офсетный цилиндр 2 передается на сопрягаемую поверхность запечатываемого листа 3, прижимаемого к нему синхронно вращающимся печатным цилиндром 4. Форма 1 плоской печати характеризуется тем, что ее печатающие и пробельные элементы располагаются практически в одной плоскости, но при этом имеют различные физикохимические свойства: первые – олеофильные, вторые – гидрофильные. В процессе печатания перед выполнением очередного оттиска поверхность этой формы сопрягающимися валками аппарата 5 вначале увлажняется определенным водным раствором (реже спиртовым), который смачивает только ее гидрофильные пробельные элементы. Затем валками красочного аппарата 6 на нее наносится печатная краска, прилипающая только к неувлажненным олеофильным печатающим элементам. Промежуточный же офсетный цилиндр 2, забирающий на свою упругоэластичную поверхность краску с формы 1 и передающий ее на запечатываемые листы 3, исключает тем самым непосредственный контакт печатных элементов формы с жесткой поверхностью листа. Благодаря этому уменьшается необходимое для печати давление и соответственно повышается тиражестойкость печатной формы.
Лакировальная валковая машин 4 обеспечивает лакирование и грунтование листов жести, как сплошным слоем, так и через трафаретные формы с прямыми или фигурными просветами по раскрою. Она может работать как в составе всей линии, так и при отдельном лакировании листов, но их подача в машину при этом производится вручную.
В двухзональной сушильной туннельной камере 5 осуществляется непрерывная конвективная сушка наносимых лакокрасочных покрытий при
154
температурах от 120 до 160 оС. Продолжительность сушки составляет 12 – 18 минут и ею определяется производительность всей линии.
Рис.16.7. Печатно-лакировальная линия фирмы «Тойо-Сейкан» (Япония): а – вид сверху; б – функциональная схема печатной секции линии.
В процессе же перемещения через установку 6 нагретые при сушке листы жести охлаждаются до температуры не выше 50 оС потоками холодного воздуха, подаваемого на них из внешней среды вентиляторами, а стопкоукладчиком 7 поочередно выходящие листы забираются с транспортера и стапелируются на деревянном поддоне, устанавливаемом на концевом рольганге 1.
Предварительно отлакированные или загрунтованные листы жести стопками доставляются электропогрузчиком с лакировальной линии на данную печатно-лакировальную линию для их дальнейшего художественнодекоративного оформления. Если полиграфическое оформление включает запечатывание листов одной или двумя красками, то весь этот процесс выполняется за один их прогон. При этом листоподаватель 2 поштучно забирает листы из стопы, уложенной на рольганге 1, и подает в проводящее устройство жестепечатной машины 3, где в двух секциях соответствующими красками на них последовательно наносится декоративное оформление. В следующей же машине 4 запечатанная поверхность листов по сырой краске покрывается бесцветным лаком, а в двухзональной туннельной камере 5 на непрерывно перемещаемых листах нанесенное покрытие высушивается при температуре 150 – 160 оС. Далее движущиеся листы охлаждаются в установке 6 потоками холодного воздуха, а при выходе из нее поочередно забираются стопкоукладчиком 7 с транспортера и укладываются в стопу на деревянном поддоне, располагающемся на концевом рольганге 1.
Полноцветная же печать декоративных изображений на листах триадами красок или в четыре краски (черной, пурпурной, желтой и голубой) выполняется за два прогона. При первом прогоне в жестепечатной машине 3 линии на их поверхности с цветоделенных печатных форм последовательно запечатываются участки изображения, содержащие два цвета, и далее листы через отключенную лакировальную машину 4 поступают в туннельную камеру 5, где нанесенная краска высушивается при температуре 120 – 130 оС и затем листы, охлажденные в установке 6, стопкоукладчиком 7 снова укладываются в стопы. После этого жестепечатная машина 3 переналаживается на печать следующими красками и производится второй прогон листов этой партии через линию с включенной в работу лакировальной машиной 4, покрывающей
155