Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
обратных направлениях, обеспечивая при этом расфиксацию бланка отводимыми прижимами 57 и возвращение гибочных рычагов 58 в исходное положение. В конце цикла бланк 28 с загнутыми краями транспортером 7 перемещается на следующую позицию в механизм окончательной гибки.
Рис. 16.8г. Схемы механизмов предварительной (а) и окончательной (б) загибки краев бланка в крючки линии модели Б4-СКБМ
Механизм окончательной гибки (рис.16.8г(б)) содержит два аналогичных корпуса 66 в которых на верхних отдельных осях установлены двуплечие качающиеся прижимы 67 и гибочные рычаги 68. Контактные поверхности их формующих губок, находящиеся на рабочих плечах, а также на самом корпусе, располагаются при этом под углом в 135о. Вторые же плечи гибочных рычагов 68 соединяются шатунами 69 с синхронно вращающимися эксцентриковыми шейками 70 левого и правого распределительных валов, а на вторые плечи прижимов 67, поджимаемые пружинами 71, движение передается через рычаги 72 шатунов и тяги 73. При рабочем ходе вращающимися эксцентриковыми шейками 70 шатуны 69 синхронно перемещаются вверх, обеспечивая при этом фиксацию бланка 28 опускающимися прижимами 67 с усилием, создаваемым пружинами 71, и загибку его крючков под углом в 135о – 140о сходящимися губками гибочных рычагов 68. При дальнейшем повороте эксцентриковых шеек 70 шатуны 69 перемешаются вниз, обеспечивая при этом расфиксацию бланка отводимыми прижимами 67 и возвращение гибочных рычагов 68 в исходное положение.
Устройство 11 (рис.16.8а) промазки крючков бланка, расположенное на следующей позиции корпусообразующего агрегата, содержит капельницу, флюс из которой по трубке самотеком поступает на щетку, промазывающую им на перемещаемых бланках крючки загнутые вверх, а также ванну с принудительно вращающимся роликом, который смачивается в ней флюсом, а затем наносит его на контактирующие крючки бланков загнутые вниз.
Следующий механизм 12, располагающийся в арке 2 агрегата, обеспечивает формирование из бланка обечайки и склепывание на ней фальцевого соединительного шва. Он состоит (рис.16.8д) из:
-двух полуцилиндрических крыльев 74, которые шарнирно установлены на закрепленном в арке 2 кронштейне 75 и через подпружиненные тяги 76 соединяются с рычагами 77 качающимися на осях 78;
-регулируемых шатунов 79, передающих качательные движения на крылья 74 через рычаги 77 с кривошипных дисков 80;
161
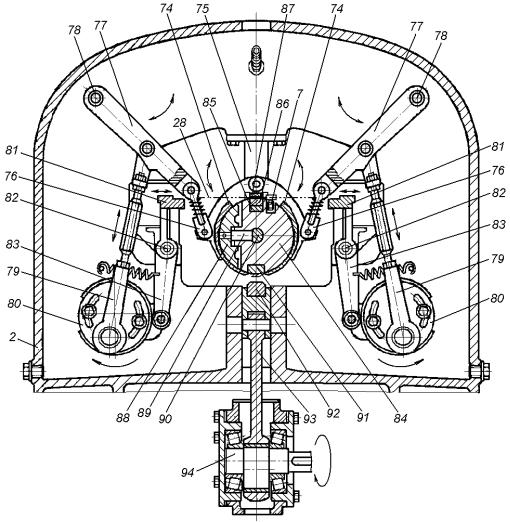
-направляющих 81 бланка, которые установлены на осях 82 и при опускании крыльев 74 отводятся от него в противоположные стороны подпружиненными рычагами 83, взаимодействующими с профильной радиальной поверхностью распределительных валов;
-цилиндрического патрона 84, охватываемого сведенными крыльями и содержащего в верхнем центральном пазу корпуса подвижный клин 85 с лежащей на нем планкой 86, прижимающей подаваемый бланк к упору 87, закрепленному на торце кронштейна 75, а также верхний боковой паз, в котором движется цепь с захватами транспортера 7; патрон содержит также боковую подвижную щеку 88 перемещаемую от воздействия на ее толкатели 89 клинового расширителя 90, располагающегося в осевом канале корпуса, а также нижний центральный паз, в котором закреплена наковальня 91, взаимодействующая с вертикально перемещающимся бойком 92 молота, приводимым в движение через шатун 93 от эксцентрикового вала 94.
Рис. 16.8д. Схема механизма формирования обечайки линии модели Б4-СКБМ
Синхронность срабатывания, а также некоторое опережение движения одного крыла 74 относительно другого, для обеспечения захлестывания сцепляемых крючков бланка, устанавливаются адекватным поворотом кривошипных дисков 80 относительно распределительных валов и соответствующей регулировкой длины шатунов 79. Подпружиненные же тяги
162
76 амортизируют удар крыльев по патрону и позволяют отводить от его корпуса щеку 88 во время обжатия бланка крыльями 74.
При подаче транспортером 7 по направляющим 81 очередного бланка 28
вмеханизм 12 клин 85 в патроне 84 перемещается вперед и, поднимающейся планкой 86, прижимает бланк к упору 87. Далее направляющие 81 отводятся от бланка, и он опускающимися крыльями 74 на патроне 84 сворачивается в обечайку с захлестыванием крючков. Затем перемещающимся клиновым расширителем 90 отводится щека 88, обеспечивая тем самым застегивание крючков, и далее они склепываются в фальцевый шов ударом по наковальне 91 вертикально перемещающегося бойка 92 молота, приводимого в движение через шатун 93 эксцентриковым валом 94. Затем все механизмы возвращаются
висходное положение, а сформированная обечайка транспортером 7 перемещается с цилиндрического патрона 84 на соосно прикрепленный к нему рог 13.
Усилие Р, необходимое для склепывания фальцевого соединительного шва рассчитывается по формуле:
P 1,56 k |
T |
|
l
, Н
(16.1)
где 1,56 – коэффициент, учитывающий совместный изгиб соединяемых крючков бланка и продольной подсечки шва;
k – коэффициент увеличения усилия за счет переходной зоны
(k = 1,1…1,3);
σТ – предел текучести жести, Н/мм2;
l – длина фальцевого соединительно шва, мм; δ – толщина жести, мм.
Верхний вспомогательный транспортер 14 своими захватами, установленными на непрерывно движущейся бесконечной цепи, перемещает поступающие обечайки по рогу 13 до их входа в направляющий туннель 16 паяльного агрегата, где они перехватываются запирающими собачками его бокового транспортера 17. Верхняя губка собачек этого транспортера жестко соединяется с цепью, а нижняя губка, содержащая упор, может качаться на оси звена цепи. При захвате обечайка за счет трения о направляющий туннель нажимает своим торцом на упор нижней губки собачки и она, смыкаясь с верхней, зажимает ее, предотвращая тем самым разворот обечайки относительно своей оси в процессе перемещения по направляющему туннелю.
Ванна 18 установлена в станине паяльного агрегата под рогом 13 и туннелем 16 с возможностью регулировки положения по высоте. В ней на подпружиненных рычагах располагаются смазывающие ролики, которые при вращении от трения с перемещаемыми обечайками, забирают из ванны налитый жидкий флюс и промазывают им сопрягающиеся поверхности фальцевых швов обечаек.
Направляющий же туннель 16 представляет собой открытый снизу продольный цилиндрический канал, образованный двумя чугунными направляющими 95 (рис.16.8е), которые содержат герметичные полости 96 для циркулирующей охлаждающей воды, поступающей по трубопроводам 97, и скреплены между собой накладками 98. При этом рабочая ветвь бесконечной
163
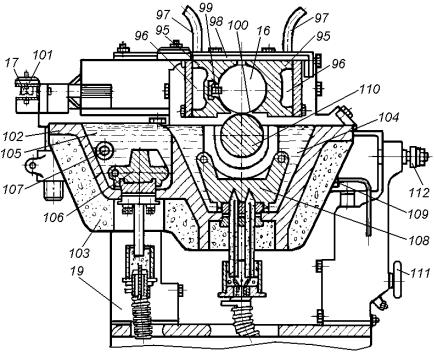
несущей цепи 99 с запирающими собачками транспортера 17, перемещающая в направляющей обечайки 100, проходит по пазу ее левой направляющей 95, а обратная ветвь этой цепи движется внутри коробчатой горизонтальной направляющей 101.
Рис. 16.8е. Схема направляющего туннеля и устройства запайки фальцевого шва линии модели Б4-СКБМ
Устройство 19 запайки фальцевого шва обечаек, располагающееся под направляющим туннелем, содержит чугунную ванну 102, которая находится в термоизолирующей оболочке 103 и имеет рабочую 104 и загрузочную 105 полости с расплавленным припоем. При этом внутри загрузочной полости ванны располагается один электронагревательный элемент 106 мощностью 2 кВт и датчик 107 термометра, а в ее рабочей полости – три электронагревательных элемента 108 мощностью по 5 кВт и датчик 109 термореле, контролирующего и поддерживающего температуру расплавленного припоя на заданном уровне, а также вращающийся паяльный медный вал 110 диаметром 100 мм и длинною 1500 мм. Положение паяльного вала 110 относительно направляющих 95 туннеля регулируется при этом путем перемещения ванны по вертикали штурвалом 111, а также в горизонтальной плоскости – с помощью установочных винтов 112. В процессе работы этот вал, вращаясь со скоростью 150 – 200 оборотов в минуту, переносит припой из ванны на сопрягающиеся с ним фальцевые швы обечаек 100, непрерывно перемещаемых транспортером 17 по направляющему туннелю 16, обеспечивая тем самым их нагрев и запайку.
Пайка осуществляется при температуре 240 – 340 оС бессурьмянистыми оловянно-свинцовыми припоями, например, марки ПОС-40, а также малосурмянистыми припоями марок: ПОССу50-0,5; ПОССу40-0,5; ПОССу18- 0,5 и другими. Флюс же обеспечивает очистку паяемой поверхности жести от окислов и жировых загрязнений, а также предохранение расплавленного припоя от окисления. Применяются, например, флюсы следующих составов:
164
канифоль – 16%, олеиновая кислота – 10% и остальное – спирт этиловый;
янтарная кислота 2 – 3% и остальное – спирт этиловый.
Очистка же припоя в паяльной ванне от примесей железа, меди, цинка, сгоревшего жидкого флюса и остатков лака производится специальным флюсом, состоящим из смеси порошков хлористого цинка (83%) и хлористого аммония (17%), который засыпается в ванну и, расплавляясь в припое при температуре 249,5 оС, вступает в химические реакции с образованием соляной кислоты, растворяющей окиси на поверхности припоя и жести.
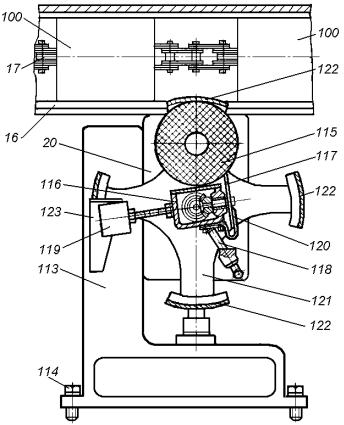
Механизм 20, располагающийся непосредственно за устройством запайки, обеспечивает очистку на обечайках фальцевого шва от излишков незастывшего припоя с целью улучшения их внешнего вида и экономии припоя. В его корпусе 113 (рис.16.8ж), прикрепленном к станине винтами 114, установлена суконная дисковая щетка 115, вращаемая через цепную передачу и фрикционный вариатор скоростей от индивидуального электродвигателя. В процессе работы эта щетка воздействует на запаянную поверхность обечаек 100, непрерывно перемещаемых по туннелю 16 транспортером 17, и очищает ее вместе с фальцевым швом от подтеков припоя на полосе шириной 10 – 15 мм. Под щеткой на коромысле 116 в свою очередь располагается вращающийся от этого же привода очистной диск 117, удаляющий с нее частицы припоя. При этом положение диска регулируется упорным винтом 118, а его прижатие к щетке обеспечивается грузом 119, закрепленным на втором плече коромысла. С очистного же диска частицы припоя удаляются в сборник сопрягающимся с ним скребком 120.
Рис. 16.8ж. Схема механизма очистки шва обечайки от излишков припоя линии модели Б4-СКБМ
165