Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
нанесенные полноцветные изображения бесцветным лаком. В туннельной камере 5 линии нанесенные покрытия высушиваются на перемещаемых листах при температуре 150 – 160 оС, затем листы охлаждаются в установке 6 и снова собираются в стопы на концевом рольганге 1. Отсюда стопы декорированных листов забираются электропогрузчиком и на специальной подставке с укрепляющей крестовиной осторожно перевозятся на следующую операцию производственного процесса. Производительность данной линии соответственно составляет 25000 и 18000 листов в смену.
16.3. Изготовление корпусов банок
Технологический процесс изготовление корпусов сборных банок включает в себя следующие основные операции:
разрезку подготовленных листов жести на заготовки (бланки);
обработку бланков и сворачивание в обечайку с продольным фальцевым соединительным швом, герметизируемым пайкой, или со стыковым сварным швом;
отбортовку обечайки.
При изготовлении же цельноштампованных корпусов выполняются такие операции, как:
разрезка листов жести на полосы;
штамповка из полос цельнотянутых корпусов.
16.3.1. Разрезка листов жести на бланки
Подготовленные листы жести, стопами на специальной подставке с укрепляющей крестовиной, осторожно доставляются электропогрузчиком в корпусное отделение. Здесь их разрезают на прямоугольные заготовки (бланки) на сдвоенных дисковых ножницах, рассмотренных ранее (рис.16.5), которые оснащены автоматическим подавателем модели СПдА. Для этого с шагом адекватным длине и ширине нарезаемых из листа частей (бланков) на нижнем 6
иверхнем 7 валах режущих модулей 1 и 2 этих ножниц закрепляется соответствующее количество пар дисковых ножей 8.
Впроцессе работы данного оборудования верхний лист жести захватывается из стопы вакуумными присосками подавателя и приподнимается. Одновременно из сопел, расположенных по краям стопы, под поднимаемый лист подается сжатый воздух, создающий воздушную подушку и обеспечивающий тем самым его надежное отделение. Затем вторая группа присосок подавателя забирает этот лист и через контрольное устройство подает вперед к механизму нажимных роликов, который производит его перемещение
иукладку на приемный стол 4 ножниц. Контрольное устройство при этом распознает сдвоенные и деформированные листы и, удаляя их из потока, направляет в специальный сборник. С приемного стола 4 поданный лист салазками 29 перемещается между направляющими 28 в режущий модуль 1, разрезающий его на соответствующее количество продольных полос, которые затем валками выносящих механизмов переносятся и укладываются на промежуточный стол 3. Здесь каждая полоса, прижатая в средней части шарнирными рычагами 25, упирается в выступы захватов 20 цепного транспортера и, слегка прогибаясь, отделяется от смежной полосы. При этом
156
захваты выходят из под лежащих сверху полос, и, упираясь в торец каждой впереди лежащей полосы, транспортируют ее между направляющими 26 в режущий модуль 2, где дисковыми ножами полосы разрезаются на соответствующее количество одинаковых частей (бланков), подаваемых валками выносящего механизма в магазин 5. Здесь поступающие бланки накапливаются и укладываются в стопы, которые затем перегружаются в технологическую тару и в ней перевозятся на следующую операцию технологического процесса.
Техническая характеристика автоматического подавателя модели СПдА следующая:
Производительность, штук/мин. ……………………………… 60; Размеры листа, мм:
минимальные ……………………………………500 х 500; максимальные ………………………………….. 712 х 712; толщина …………………………………………0,20 – 0,35;
Мощность электродвигателя, кВт …………………………….. 2,8; Габаритные размеры, мм:
длина ………………………………………………... 2320, ширина …………………………………………….... 1685, высота ………………………………………………..1634;
Масса, кг………………………………………………………… 1160.
16.3.2. Изготовление обечайки корпуса с фальцевым швом
Для изготовления обечаек корпусов сборных жестяных консервных банок применяются корпусообразующие автоматические линии, которые в различных конструктивных исполнениях поставляются соответствующим предприятиям такими известными фирмами, как «Нагема» и «Блема» (Германия), «ТойоСейкан» (Япония), «Судроник АГ» (Швейцария), Симферопольский завод им. Куйбышева (Украина) и другими. Эксплуатационные возможности таких линий определяются их производительностью и специализацией на определенный диапазон типоразмеров банок. В параметрические ряды обычно входят модификации специализированных переналаживаемых линий, обеспечивающие изготовление жестяных консервных банок в следующих диапазонах диаметров:
40 – 70; 50 – 100; 100 – 170; 160 – 250 и более 250 мм. Наибольшее распространение получили линии, предназначенные для изготовления консервных банок диаметром 50 – 100 мм и высотой 50 – 120 мм. Производительность же таких однопоточных линий составляет от 120 до 450 корпусов в минуту. В последнее время эксплуатируются и двухпоточные корпусообразующие линии, работающие с производительностью 500 – 700 корпусов в минуту. Высокая производительность достигается в них за счет одновременной обработки на каждой технологической позиции двух одинаковых заготовок, либо за счет обработки сдвоенной заготовки с разделением в конце процесса полученной обечайки на два одинаковых корпуса.
В корпусообразующих линиях их функциональные устройства и механизмы обычно выполняют в едином технологическом цикле следующие переходы: поштучную выдачу бланков из магазина в транспортирующую
157
систему линии; вальцовку бланка; надрезку краев и обсечку углов бланка; загибку краев бланка в крючки; промазку крючков флюсом; сворачивание бланка в обечайку; склепывание бокового фальцевого соединительного шва; промазку фальцевого шва флюсом; запайку фальцевого шва; очистку шва от излишков припоя; охлаждение обечаек; переориентацию обечаек поворотом на 90о и их передачу в отводящий лоток транспортирующей системы.
В частности, корпусообразующая автоматическая линия модели Б4-
СКБМ Симферопольского завода им. Куйбышева обеспечивает изготовление обечаек с продольным фальцевым соединительным швом, герметизируемым пайкой, для консервных банок диаметром 50 – 100 мм и высотой от 35 – 120 мм с производительностью до 250 штук в минуту. Работает она в последовательнопараллельном цикле и состоит из двух основных агрегатов: корпусообразующего, работающего в шаговом прерывистом режиме, и паяльного агрегата, работающего с непрерывно перемещающимися заготовками.
Станина корпусообразующего агрегата этой линии состоит из фундаментной плиты 1 (рис.16.8а), литой арки 2 и стоек, на которых располагается стол 3, содержащий магазин 4 для стопы бланков, механизм 5 поперечной подачи, вальцовочную станцию 6, цепной транспортер 7 шаговой продольной подачи бланков, механизм 8 надрезки краев и обсечки углов бланка, механизмы предварительной 9 и окончательной 10 загибки краев бланка в крючки, а также устройство 11 промазки крючков бланка флюсом. Внутри арки 2 агрегата находится механизм 12, обеспечивающий формирование обечайки и склепывание на ней фальцевого соединительного шва. Патрон же механизма 12, на котором бланк обгибается в обечайку, за пределами арки переходит в рог 13, по которому верхним вспомогательным транспортером 14 сформированные обечайки перемещаются в паяльный агрегат.
На станине паяльного агрегата 15, состоящей из двух располагающихся на стойках плит, соосно с рогом 13 установлен направляющий туннель 16, внутри которого запирающие собачки бокового цепного транспортера 17 перемещают изготовляемые обечайки. А под туннелем 16 в станине агрегата располагаются ванна 18 с механизмом промазки фальцевого шва флюсом, устройство 19 запайки фальцевого шва, механизм 20 очистки шва от излишков припоя и раструб устройства 21 охлаждения обечаек. Заканчивается линия передающим концевым транспортером 22, а также сопрягающимся с ним выносным транспортером 23 и поворотной станцией 24, которая с помощью двух быстровращающихся роликов и крючка разворачивает поступающие обечайки на 90о и выбрасывает их в наклонный отводящий лоток 25 гравитационной транспортирующей системы.
Привод большинства исполнительных механизмов линии и вакуумного насоса обеспечивается расположенным в станине корпусообразующего агрегата главным электродвигателем через клиноременную передачу, левый и правый распределительные валы, а также другие связанные с ними механические передачи. Внутри же станины паяльного агрегата располагается редуктор, связывающий распределительные валы корпусообразующего и паяльного агрегатов. Паяльный агрегат при этом может работать и после остановки
158
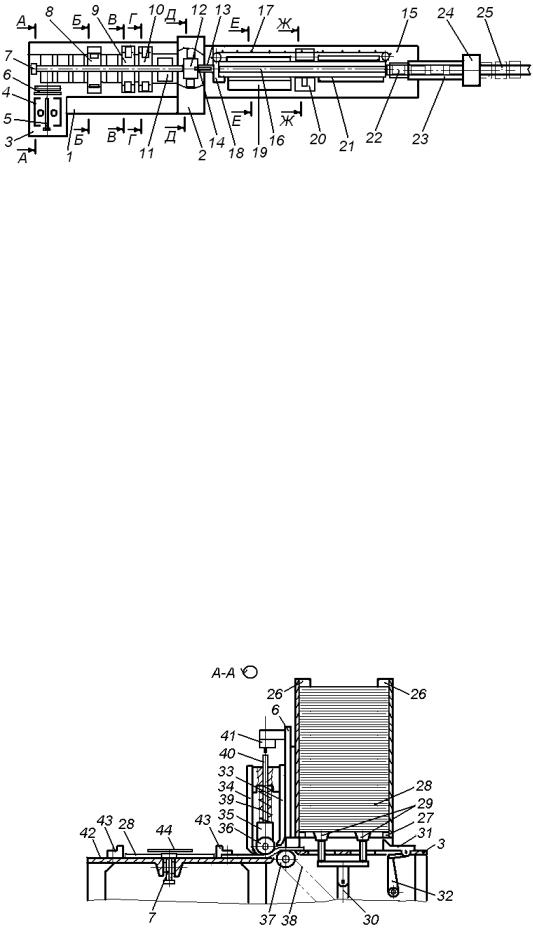
главного электродвигателя линии за счет одновременного автоматического включения его собственного электродвигателя.
Рис.16.8а. Конструктивная схема корпусообразующей автоматической линии модели Б4-СКБМ
Магазин 4, располагающийся в поперечной части корпусообразующего агрегата, содержит две П-образные вертикальные направляющие 26 (рис.16.8б) с прикрепленными внизу четырьмя упорами 27, на которые опирается загружаемая в него стопа бланков 28. Под магазином в свою очередь находится вакуумный захват 29, вертикально перемещающийся кривошипно-шатунным механизмом 30, и толкатель 31 механизма подачи бланка в вальцовочную станцию 6, приводимый в действие рычажным механизмом 32. На стойке же вальцовочной станции содержится заходная 33 и выходная 34 направляющие, а также располагающийся между ними ползун 35 с валком 36, приводимым во вращение через зубчатую передачу от сопрягающегося нижнего валка 37, установленного в столе 3 и постоянно вращаемого через клиноременную передачу 38 от индивидуального электродвигателя. Верхний валок 36 прижимается к нижнему 37 расположенной над ползуном пружиной 39. При проходе между валками сдвоенного бланка ползун 35, приподнимается и своим штоком 40 нажимает на выключатель 41, блокирующий работу агрегата. Провальцованный же бланк 28 выбрасывается валками на приемный стол 42, где тормозится и центрируется между направляющими 43, а затем забирается очередным захватом цепного транспортера 7, обеспечивающего их перемещение в шаговом режиме вдоль линии под прижимной планкой 44 на дальнейшую обработку.
Рис.16.8б. Схема механизмов в поперечной части линии модели Б4-СКБМ
159
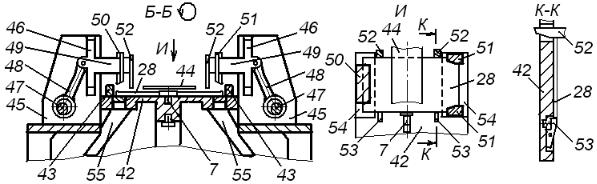
Следующий механизм 8 надрезки краев и обсечки углов бланка содержит два установленных на станине агрегата корпуса 45 (рис.16.8в) в пазах которых перемещаются ползуны 46, приводимые в движение эксцентриковыми шейками 47 левого и правого распределительных валов через шатуны 48.
Рис. 16.8в. Схема механизма надрезки краев и обсечки углов бланка линии модели Б4-СКБМ
На ползунах содержатся траверсы 49 в пазах которых крепятся пуансон 50 надрезки и пуансоны 51 обсечки краев бланка. На концах же траверс располагаются подпружиненные пальцы 52, которые при рабочем ходе ползунов отжимают бланк 28, находящийся между направляющими 43, назад до упора в неподвижные собачки 53, врезанные в плоскость стола 42, обеспечивая тем самым его позиционирование с точностью не менее 0,1 мм. В столе под пуансонами 50 и 51 установлены матрицы 54, а под ними располагаются каналы 55, по которым отсекаемые отходы удаляются в технологическую тару.
На последующих позициях корпусообразующего агрегата линии производится загибание краев бланка в крючки в механизмах предварительной (а) и окончательной (б) гибки (рис.16.8г). Такая двухоперационная гибка, в сравнении с однопозиционной, позволяет получать крючки на соединяемых краях бланка с более точными и стабильными размерами.
Механизм предварительной гибки (рис.16.8г(а)) содержит два корпуса 56 на верхних осях в которых установлены двуплечие качающиеся прижимы 57 и гибочные рычаги 58. При этом гибочные рычаги 58 приводятся в действие через шатуны 59 эксцентриковыми шейками 60 левого и правого распределительных валов, работающими в противофазе. На прижимы же 57, поджимаемые пружинами 61, движение передается от шатунов 59. Причем в левом корпусе такая передача движения осуществляется через качающееся коромысло 62 и соединенную с его вторым плечом тягу 63, а в правом корпусе
– через закрепленный на шатуне рычаг 64 и соединенную с ним тягу 65. При рабочем ходе синхронно вращающимися эксцентриковыми шейками 60 шатун 59 в левом корпусе перемещается вниз, обеспечивая при этом фиксацию бланка 28 опускающимся прижимом 57 с усилием, создаваемым пружиной 61, и загиб его края вверх на 90о поднимающейся формующей губкой рычага 58, а в правом корпусе – шатун 59 перемещается вверх, обеспечивая фиксацию бланка 28 опускающимся прижимом 57 с усилием, создаваемым пружиной 61, и загиб его края вниз на 90о опускающейся формующей губкой рычага 58. При дальнейшем повороте эксцентриковых шеек 60 шатуны 59 перемешаются в
160