Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
производстве выполняются из водно-аммиачной пасты, представляющей собой коллоидно-дисперсную композицию, основным компонентом которой является натуральный или синтетический латекс (например, СКС-30П и СКС-50П). Уплотнительные пасты изготавливают также на основе других полимеров, например, поливинилхлорида или эпоксидных смол.
Учитывая разнообразие применяемой для консервирования тары, а также с целью удобства планирования и учета продукции в промышленности применяют специальную систему перерасчета консервов в условные единицы (банки). За условную банку принята жестяная банка №8 вместимостью 353,4 см3. Чтобы определить число условных банок в той или иной упаковке, необходимо полный объем этой упаковки разделить на 353,4 см3. Переводить физические банки в условные можно так же с помощью соответствующих объемных переводных коэффициентов. Более крупными единицами измерения в этой системе являются: ТУБ – тысяча условных банок и МУБ – миллион условных банок.
Технологический процесс производства металлических консервных банок и упаковывания в них продукции состоит из следующих циклически повторяющихся основных этапов, которые включают в себя одну или несколько последовательных операций, выполняемых на соответствующем технологическом оборудовании:
подготовка жести к изготовлению банок (размотка рулонов жести с ее правкой и разрезкой на мерные листы; подготовка листов к покрытию; грунтование, декорирование и лакирование листов);
изготовление корпусов банок (разрезка листов жести на бланки; обработка бланков и сворачивание в обечайку с продольным фальцевым соединительным швом, герметизируемым пайкой, или со стыковым сварным швом; отбортовка обечайки; разрезка листов жести на полосы и изготовление из них цельноштампованных корпусов);
изготовление концов (донышек и крышек) жестяных банок (резка листов жести на полосы; штамповка и подвивка концов; заливка в их подвитый фланец уплотнительной прокладки и ее сушка);
изготовление сборных банок (соединение корпуса с дном; проверка банок на герметичность);
подготовка банок к упаковыванию консервируемой продукции (мойка и сушка банок; контроль качества их изготовления; доставка на упаковочный участок);
упаковывание в банки консервируемой продукции (маркировка крышек; фасование в банки продукции; укупоривание крышками; проверка упаковочных единиц на герметичность; стерилизация консервов; мойка и сушка упаковочных единиц; этикетирование или консервация банок);
упаковывание консервов в транспортную тару (подготовка картонных ящиков и других элементов упаковки; группирование и укладка в тару банок; закрытие, укупорка и маркировка транспортных единиц).
16.2. Подготовка жести к изготовлению банок
Жесть обычно поставляется производителям консервных банок в виде ленты, смотанной в рулоны весом до 10 тон. Технологический процесс
146
подготовки этой жести к изготовлению консервных банок включает в себя следующие основные операции:
размотку рулонов жести с ее правкой и разрезкой на мерные листы;
выбраковку, очистку и сортировку листов по толщине;
обрезку листов в заданный размер путем срезания с четырех стон краевых полосок;
грунтование, декорирование и лакирование листов.
16.2.1. Автоматические гильотинные ножницы
Размотка рулонов жести с одновременной правкой ленты и разрезкой на мерные листы производится на автоматических гильотинных ножницах. В одном из конструктивных исполнений данный автомат содержит станину 1 (рис.16.3) на которой установлены:
нижняя рама 2 с двумя приводными обрезиненными валками 3, обеспечивающими вращение разматываемого рулона 4, и установленным на кронштейнах 5 приводным валком 6, предназначенным для наматывания бумажной ленты 7, проложенной между витками жести в рулоне;
роликовые направляющие 8, предотвращающие боковые смещения разматываемой с рулона ленты 9;
правильное устройство 10, содержащее два верхних и три нижних правильных валка 11, расположенных в шахматном порядке, механизм 12, обеспечивающий регулировку расстояния между этими валками для требуемого прогиба ленты при правке, и пару транспортирующих валков 13;
стол 14, на котором располагаются направляющий валок 15, две раздвижные плоские направляющие 16 и механизм шаговой подачи ленты, содержащий клещевые захваты 17 и 18, при этом неподвижный захват 18 крепится на столе, а подвижный захват 17 располагается на салазках 19, перемещаемых возвратно-поступательно в пазу стола кривошипно-шатунным механизмом 20; требуемый же шаг подачи устанавливается соответствующим перемещением пальца 21 в пазу диска 22, а адекватная ему окружная скорость синхронного вращения валков 3, 6, 11 и 13 настраивается вариатором;
гильотинные ножницы, содержащие закрепленный на поперечине 23 нижний нож 24 и располагающуюся над ним прижимную планку 25, а также вертикально перемещающийся в пазах боковин станины ползун 26, к которому крепится верхний нож 27 и подпружиненные пальцы 28, надавливающие на планку 25, для зажима ею ленты при резке;
механизм привода ползуна 26, передающий на него цикловые вертикальные движения от эксцентриковой шейки вала 29 через шатун 30 и закрепленные на оси двуплечие рычаги 31, а также шарнирно соединенные с ними и ползуном вертикальные планки 32; необходимую же величину перекрытия ножей 24 и 27 устанавливают, изменяя длину шатуна 30, вращением его стяжной гайки;
сопрягающийся с ножницами магазин 33, где укладываются в стопу 34, отрезаемые от разматываемого рулона мерные листы жести;
располагающийся в станине электродвигатель 35, с которого через клиноременную передачу и вариатор, а также взаимосвязанные цепные и
147
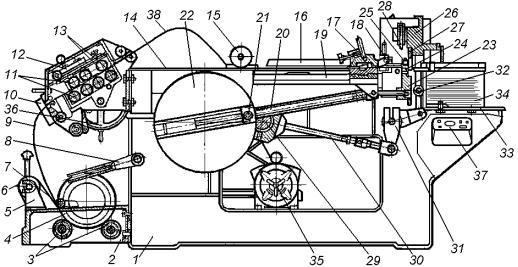
зубчатые пары осуществляется привод всех исполнительных механизмов автомата;
штурвал 36, обеспечивающий при наладке привод исполнительных механизмов вручную;
пульт 37, с кнопками управления и другим электрооборудованием.
Рис.16.3. Автоматические гильотинные ножницы
При работе рулон 4 жести устанавливают на прорезиненные валки 3 и конец его ленты 9 проводят между правильными 11 и транспортирующими 13 валками, а затем через компенсационную петлю 38 укладывают на стол 14 под направляющим валком 15, а также между плоскими направляющими 16. Далее конец ленты пропускается через разомкнутые клещевые захваты 17 и 18 механизма шаговой подачи, а также под прижимной планкой 25 и через щель между ножами 24 и 27 гильотинных ножниц, а конец прокладочной бумажной ленты 7 закрепляют на приводном валке 6. При заправке ленты и соответствующей настройке параметров резки, исполнительные механизмы станка приводят в действие вращением штурвала 36 вручную. Затем ножницы с пульта 37 включаются в режиме автоматической работы. При этом валки 3 непрерывно вращают рулон и, разматывающаяся с него лента 9, поступает в правильное устройство 10, а прокладочная бумажная лента 7, предохраняющая жесть в рулоне, наматывается на валке 6. В устройстве 10 движущаяся лента, последовательно перегибаясь в противоположных направлениях между правильными валками 11, выравнивается и парой транспортирующих валков 13 подается с образованием компенсационной петли 38 на стол 14. Здесь, перемещающаяся под направляющим валком 15 и между двумя плоскими направляющими 16, лента захватывается смыкающимся клещевым захватом 17 в тот момент, когда его салазки 19 находятся на максимальном расстоянии от клещевого захвата 18, который в это время размыкается. Далее кривошипношатунным механизмом 20 салазки перемещаются вперед вместе с зажатой захватом 19 лентой, обеспечивая тем самым ее продвижение на заданный шаг в гильотинные ножницы через разомкнутый захват 18. В момент остановки салазок в конечном положении неподвижный захват 18 смыкается и фиксирует поданную ленту, а захват 17 в это время размыкается и при обратном движении салазок 19 в исходное положение пропускает через себя неподвижную ленту.
148
Одновременно с этим подпружиненные пальцы 28 опускающегося ползуна 26 надавливают на планку 25, обеспечивающую фиксацию ленты на поперечине 23 при ее резке смыкающимися ножами 24 и 27 ножниц. Отрезанный от ленты лист жести падает в магазин 33 и пополняет формируемую стопу 34, а все механизмы автомата в это время возвращаются в исходное положение и цикл повторяется. При необходимости резки ленты на листы размерами большими максимального хода салазок 19, соответствующей заменой пары зубчатых колес устанавливают такое передаточное отношение, при котором опускающийся ползун 26 отрезает своим ножом от ленты лист жести только после двойного хода салазок 19 механизма шаговой подачи.
Техническая характеристика гильотинных ножниц следующая: Производительность, штук/мин. ………………………….. 100 – 200; Наибольшая ширина рулона, мм ………………………………380;
Наибольший шаг подачи ленты, мм:
одинарный …………………………………………. 380, двойной …………………………………………….. 760;
Мощность электродвигателя, кВт …………………………… 2,8; Габаритные размеры, мм:
длина ………………………………………………... 2140, ширина …………………………………………….... 1080, высота ………………………………………………..1150.
16.2.2. Выбраковка, очистка и сортировка листов жести
Подготовка нарезанных листов жести к покрытию должна обеспечивать условия прочного и высококачественного нанесения на них лакокрасочного покрытия. Для этого листы жести сортируют по толщине, осматривают и удаляют не качественные, а загрязненные затем очищают на жестеочистительной машине.
Листы жести сортируются по толщине в специальном автомате на следующие четыре группы: I-я – включает листы толщиной от 0,18 до 0,22 мм; II-я – толщиной от 0,23 до 0,26 мм; III-я – толщиной от 0,27 до 0,30 мм и IV-я – от 0,31 до 0,34 мм.
Одновременно с сортировкой листов жести по толщине их осматривают и удаляют не качественные. К нанесению лакокрасочного покрытия не допускаются деформированные листы, с загнутыми краями и кромками, с наличием пятен коррозии, зажиренные, загрязненные и с другими дефектами.
16.2.3. Обрезка листов жести в заданный размер
Так как кромки листов могут иметь различные дефекты в виде рванин, облоя, загибов, вмятин, косины, волнистости и так далее, то после сортировки они обрезаются на сдвоенных дисковых ножницах в заданный размер путем срезания с четырех стон листа краевых полосок шириной от 3 до 5 мм. Применяемые для этого сдвоенные дисковые ножницы позволяют вести процесс резки листов непрерывно и при этом не только обрезать краевые отходы, но одновременно и разрезать листы на требуемое количество частей.
Режущий механизм дисковых ножниц содержит два параллельных (верхний и нижний) встречно вращающихся вала 1 (рис.16.4а), на которых
149
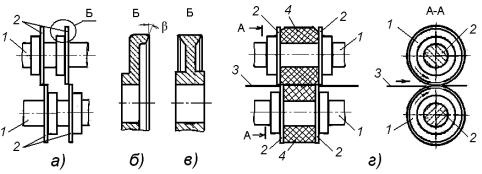
устанавливаются попарно сопрягающиеся дисковые ножи 2, работающие с перекрытием режущих кромок, равным одной-двум толщинам разрезаемой жести. Причем для обрезки кромок на листах и рулонном материале применяются однопарные и двухпарные дисковые ножницы, а для роспуска листов на полосы и продольной резки широкого рулонного полотна на ленты с одновременной обрезкой кромок – многопарные (многодисковые) ножницы.
Рис.16.4. Схемы установки дисковых ножей и их форма
Дисковые ножи таких ножниц в поперечном сечении могут выполняться Г-образными (рис.16.4б), с односторонним расположением режущей кромки или Т-образными (рис.16.4в) с двусторонним расположением режущих кромок. Для предотвращения преждевременного затупления торцевая сторона режущей кромки дисковых ножей затачивается под углом β = 1 – 1,5°. Работающие в паре дисковые ножи 2 могут устанавливаться на параллельных валах 1 последовательно (рис.16.4а) или в обхват (рис.16.4г). В первом случае упрощается установка ножей, однако кромки у отрезаемых лент по линиям среза оказываются загнутыми в разные стороны, что нежелательно, так как загиб направленный внутрь корпуса банки ухудшает условия последующего формования на ней фланца. Лучшие результаты достигаются при установке ножей в обхват, так как загибы кромок на заготовках по линиям среза получаются направленными в одну и ту же сторону, однако процесс установки и переточки ножей в этом случае более трудоемкий. Для улучшения продвижения разрезаемой жести 3 и исключения ее прогиба, на валах между ножами обычно устанавливаются попарно работающие резиновые фрикционные кольца 4 или же разрезаемый материал подается к ножам в специальных направляющих.
Независимо от конструктивных особенностей сдвоенные дисковые ножницы содержат два режущих механизма, которые располагаются под углом 90о друг к другу и связаны единой системой подачи листового материала.
В частности, сдвоенные дисковые ножницы фирмы «Нагема» (ФРГ)
состоят из двух конструктивно схожих режущих модулей 1 и 2 (рис.16.5), присоединенных под углом 90о в плане к промежуточному столу 3, а также из установленного перед модулем 1 приемного стола 4 и располагающегося за модулем 2 магазина 5.
Каждый режущий модуль в свою очередь состоит из двух идентичных вертикальных стоек, имеющих сверху по два параллельных паза. При этом в их первых пазах располагается по два корпуса, в которых на подшипниках качения соответственно вращаются нижний 6 и верхний 7 режущие валы с попарно закрепленными на них дисковыми ножами 8. Между этими корпусами
150