Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
количеством одношпиндельных ротационных модулей, несколькими камерами нагрева и охлаждения, а также с раздельными позициями для извлечения изготовленных изделий из форм и для загрузки в них новых порций материала. Иногда в таких установках камеры нагрева и охлаждения, а также позиции обслуживания ротационных форм располагают по вершинам многоугольника, а ротационные модули последовательно перемещаются между ними по напольным рольгангам или подвесным монорельсовым и двухрельсовым путям.
Многошпиндельные ротационные установки, выполненные в блочномодульном исполнении, обеспечивают максимальную производительность и высокую гибкость в установлении оптимальных параметров технологического цикла для каждого изготовляемого изделия. Их одношпиндельные ротационные модули, обладающие меньшей инерционной массой подвижных частей в сравнении с башенными многошпиндельными агрегатами, позволяют формовать более крупные изделия, обеспечивая при этом требуемую точность позиционирования, жесткость конструкции и эксплуатационную надежность. Из-за наличия дополнительных приводов, блокировок и микропроцессорной системы управления эти установки конструктивно сложнее и значительно дороже башенных, занимают большие производственные площади и требуют более высококвалифицированного обслуживающего персонала.
На участках ротационного формования, кроме основного технологического оборудования применяется и дополнительное, такое как:
специальные мельницы, обеспечивающие измельчение кускового и гранулированного полимерного сырья в порошкообразное состояние;
автоматические дозаторы, служащие для отмеривания и подачи компонентов формовочных смесей;
турбосмесители, позволяющие получать однородную массу из компонентов формовочных смесей, включая красители;
кран-балка, необходимая для установки и смены ротационных форм;
стеллажи для складирования и хранения ротационных форм;
специальные приспособления и инструмент, обеспечивающие открытие и закрытие ротационных форм, извлечение из них изготовленных изделий, нанесение антиадгезивной композиции на поверхность полости формы, загрузку
внее порции сырья, сборку и разборку форм и т. д.
Впроцессе эксплуатации ротационные формы не подвергаются высоким механическим нагрузкам, так как изделия изготовляются в них без создания значимых давлений на материал, но при этом формы испытывают существенные термические напряжения от многократно повторяющихся циклов нагрева (до 300 °С) и охлаждения. Эти формы, характеризующиеся конструктивной простотой, минимальной массой и невысокой стоимостью, выполняются обычно тонкостенными из металлов с высокой теплопроводностью. В зависимости от габаритных размеров, требований к качеству отделки наружных поверхностей и серийности изготовляемых изделий ротационные формы выполняются для них из конструкционной и нержавеющей листовой стали, низкопористых марок алюминия и его сплавов, а также медноникелевых сплавов.
141
В частности, из листовой конструкционной и нержавеющей стали изготовляют на сварных соединениях формы для крупногабаритных изделий простой конфигурации, которым не требуется высокое качество отделки наружных поверхностей. Такие формы, имеющие толщину стенки до 12 мм, обладают высокой жесткостью и обеспечивают необходимую герметичность по линии разъема. На наружной поверхности этих форм, предназначенных для жидкостно-ротационного формования крупногабаритных изделий, дополнительно выполняются специальные рубашки, которые соединяются трубопроводами с коллектором и обеспечивают прокачку через них обогревающей и охлаждающей жидкостей. В результате эти формы становятся конструктивно сложнее и, соответственно, более дорогими в изготовлении.
Из алюминия и его сплавов выполняются ротационные формы, обеспечивающие формование изделий средних размеров сложной конфигурации, и у которых линии разъема располагаются более чем в одной плоскости. Эти формы обычно отливают по заранее выполненным мастермоделям, а затем полученные отливки механически обрабатывают с высококачественной отделкой поверхностей, образующих полость формы. Алюминиевое литье применяют и в тех случаях, когда необходимо изготовить несколько идентичных форм. Для малогабаритных сложнопрофильных изделий ротационные формы изготовляют также гальванопластикой или металлизацией в вакууме.
Для небольших изделий, формуемых из пластизолей, ротационные формы выполняются из медноникелевых сплавов с высококачественной отделкой поверхностей, образующих их рабочую полость. Такие формы могут оснащаться патрубком, через который из их полости в процессе формования удаляются образующиеся газообразные вещества, а также загрузочным устройством с пружинным клапаном игольчатого типа, обеспечивающим подачу порции материала в закрытую форму.
Преимущественные особенности, достоинства и недостатки ротационного формования заключаются в следующем:
это единственный способ, который обеспечивает изготовление изделий из пластмасс объемом до 30 м3 и более;
этим способом можно изготовлять полые изделия из термопластичных и термореактивных пластмасс, получать емкости с двух- и трехслойными стенками, а также наносить покрытия на их внутренние поверхности;
позволяет изготовлять оболочки сложной конфигурации с бесшовными равнотолщинными стенками, с разнообразными армирующими и закладными элементами, а также с отверстиями различной конфигурации, включая и с отформованной резьбой;
обеспечивает получение в одной и той же форме объемных изделий, отличающихся различной толщиной стенки и цветовой окраской, а также закладными деталями, создающими на их поверхности различные графические изображения и другие элементы декора;
обеспечивает одновременное изготовление разных изделий за счет закрепления на шпинделях установки соответствующих ротационных форм;
142
позволяет у изготовляемого изделия на определенных участках изменять толщину стенки за счет локального варьирования теплопроводности формы;
позволяет вводить в применяемые материалы широкий спектр разнообразных наполнителей, красителей, пластификаторов, стабилизаторов и других добавок, придающих формуемому изделию, например, повышенную жёсткость, тепло- и морозоустойчивость, химическую и радиационную устойчивость, другие специальные свойства;
поскольку материал при ротационном формовании не подвергается давлению, то изделия получаются более прочными, из-за отсутствия в них внутренних напряжений и ориентации полимера, но с не очень гладкой внутренней поверхностью;
характеризуется практически безотходным производством изделий, относительно простым технологическим циклом и, как следствие, экономичностью процесса;
обеспечивает рентабельность, а также минимальные сроки и затраты на освоение новых изделий даже при их единичном и мелкосерийном производстве;
отличается конструктивной простотой и невысокой стоимостью ротационных форм, возможностями их изготовления и ремонта в короткие сроки;
характеризуется довольно продолжительным технологическим циклом, не позволяющим достигать высокой производительности;
требует строго соблюдения технологических режимов на всех этапах процесса формования изделий;
не обеспечивает высокий уровень размерной точности у изготовленных изделий.
16. УПАКОВЫВАНИЕ В МЕТАЛЛИЧЕСКИЕ БАНКИ 16.1. Конструктивные исполнения металлических банок
Банкой называется потребительская тара, с цилиндрическим или фигурным корпусом с горловиной, диаметр которой равен диаметру корпуса или незначительно меньше его, с плоским или вогнутым дном, вместимостью от 0,025 до 10 дм3. Банки выпускаются в огромных количествах и служат для упаковывания самой разнообразной продукции. В зависимости от назначения банки изготавливаются герметичными и негерметичными, причем последние имеют ограниченное применение. Герметичные банки являются основной тарой в консервном производстве, а также широко применяются в других областях, например, в качестве упаковки для красок и эмалей, пива и газированных напитков.
Консервами называют продукты, герметично упакованные в банки, и подвергнутые в таком виде стерилизации, для подавления жизнедеятельности микроорганизмов либо их полного уничтожения и придания упакованной продукции стойкости при длительном хранении. Банки в консервном производстве исполняют роль не только тары, длительно сохраняющей
143
упакованную продукцию, но являются также важным звеном технологического процесса производства самих консервов.
Наиболее широкое распространение в производстве консервной продукции получили металлические банки, которые изготовляют из листовой или рулонной белой горячелуженой жести марки ГЖК (выполненной из стали марки 08КП или 08ПС), белой жести электролитического лужения марки ЭЖК, черной лакированной, хромированной лакированной и алюминированной лакированной жести, толщиною от 0,18 до 0,36 мм. По способу изготовления эти банки подразделяются на сборные и цельноштампованные, а по форме – на цилиндрические и фигурные (прямоугольные, овальные, эллиптические и т. д.).
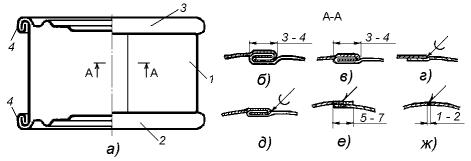
Сборные жестяные банки содержат свернутый из прямоугольной заготовки (бланка) корпус 1 (рис.16.1а), а также присоединенные к нему фальцевыми швами донышко 2 и крышку 3. Продольные соединительные швы на корпусах таких банок выполняются фальцевыми, паяными и сварными.
Рис.16.1. Сборная жестяная банка
Различают двойные (рис.16.1б) и одинарные (в замок) (рис.16.1в) фальцевые соединительные швы, выполненные без дополнительной герметизации и герметизированные пайкой, уплотнительными пастами или резиновыми прокладками. При выполнении паяных швов концы заготовки корпуса соединяются внахлестку (рис.16.1г) или одинарным фальцевым соединением (рис.16.1д). Швы внахлестку конструктивно проще, однако не покрытая кромка бланка, находящаяся внутри банки, быстро окисляется и коррозирует, и кроме этого возможно попадание в полость банки припоя соединительного шва и переход содержащегося в нем свинца в упаковываемый продукт. Эти недостатки отсутствуют в паяных фальцевых соединениях, поэтому они и применяются на банках, предназначенных для упаковывания пищевой продукции. Сварные же соединительные швы выполняются внахлестку (рис.16.1е) электрической контактной роликовой сваркой или стыковым соединением (рис.16.1ж) с использованием в качестве плавящегося электрода медной калиброванной проволоки.
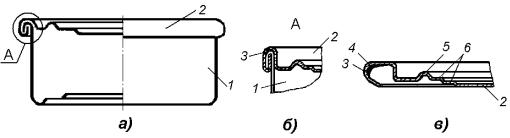
Цельноштампованные банки (рис.16.2а) содержат вытянутый из плоской заготовки корпус 1 и присоединенную к нему фальцевым швом или пайкой крышку 2. На корпусах этих банок отсутствуют продольный и нижний соединительные швы, что делает их более герметичными и привлекательными. Производство таких корпусов характеризуется несколько большим удельным расходом жести, в 2 – 3 раза меньшей производительностью в сравнении с изготовлением корпусов сборных банок, а также тем, что в них не используется припой, флюс и уплотнительная паста. Изготовляют цельнотянутые корпуса цилиндрическими, овальными, прямоугольными и другой формы из белой
144
хромированной жести или алюминия путем холодной вытяжки. Иногда корпуса выполняются с небольшою конусностью по высоте для того, чтобы при стапелировании они входили друг в друга. С этой же целью корпуса банок могут иметь цилиндрическую верхнюю часть (на 20 – 30 мм), сопрягающуюся через кольцевой упорный выступ с конической донной частью. Этим обеспечивается при их перевозке экономия до 60 % объема транспортной тары.
Рис.16.2. Цельноштампованная металлическая банка
Цельные корпуса алюминиевых банок изготавливают также холодным выдавливанием (экстрюдингом) из круглых или восьмигранных заготовок толщиной 4 – 5 мм. При таком способе изготовления высота корпуса может в несколько раз превышать его диаметр. На крышках алюминиевых банок могут выполняться специальные надрезы по периметру корпуса или в виде лючка с закреплением кольца, с помощью которого вскрываемая часть крышки отрывается по контуру надрезов.
Себестоимость изготовления сборных банок, как правило, меньше чем цельноштампованных, однако технология изготовления последних проще, требует меньших капиталовложений на оборудование и, соответственно, может осуществляться на меньших производственных площадях.
В частности, наиболее широко применяемые металлические стандартные банки для консервов (ГОСТ 5981-88) выполняются цилиндрическими сборными, цельноштампованными и с отрывным язычком для открывания, а также цельноштампованными фигурными (овальными, прямоугольными и эллиптическими) вместимостью: 54, 69, 93, 96, 101, 106, 109, 112, 129, 137, 139,
148, 153, 159, 160, 175, 191, 207, 213, 218, 220, 222, 230, 235, 240, 245, 250, 260, 269, 316, 320, 325, 353, 364, 404, 430, 442, 443, 473, 565, 566, 767, 889, 2060,
3020, 4760, 8760 и 9515 см3.
Стандартные сборные банки всех видов выполняются с продольным одинарным (рис.16.1в) фальцевым соединительным швом, герметизируемым пайкой припоями марок ПОС40, ПОССу40-2, ПОССу50-0,5 и другими, основными компонентами которых являются олово и свинец. Концы же (донышко и крышку) присоединяют к корпусам консервных банок двойным закатным фальцевым швом (рис.16.2б), включающим герметизирующую прокладку 3 и пять слоев жести, три из которых принадлежат концу 2 и два – корпусу 1. В конструктивных исполнениях концов различают подвитый закаточный фланец 4 (рис.16.2в), эластичную уплотнительную прокладку 3 и специальный кольцевой рельеф, состоящий из выступа 5 и нескольких ступеней 6, способствующих их упругой деформации от перепада давления при стерилизации консервов. Форма рельефа может иметь при этом несколько различных исполнений. Уплотнительные прокладки 3 в жестебаночном
145