Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
конфигурация внешней поверхности которого копирует внутреннюю поверхность полости формы. Режим же нагрева должен обеспечивать интенсивное расплавление материала термопластов или полимеризацию термореактивных композиций без их разложения. Продолжительность нагрева в свою очередь зависит от вида материала, толщины стенки, конфигурации и размеров формуемого изделия.
Большое значение имеет правильный выбор частоты вращения формы относительно главной n1 и вспомогательной n2 осей, а также передаточного числа i между ними, которое определяется из соотношения: i = n1/(n1-n2). Как правило, их значения в ротационных машинах устанавливаются в следующих пределах: 9 < n1 < 32; 4 < n2 < 12 об./мин; a 1 ≤ i < 8. Одноосевое вращение формы применяют при изготовлении изделий с открытыми торцами имеющих форму тел вращения (цилиндрическую, бочкообразную, конусную, кольцевую и т. д.). Таким образом можно изготовлять, например, трубы диаметром до 5 м и с толщиной стенки до 50 мм из полимерных композиций, содержащих до 50 % наполнителя в виде порошка или рубленого волокна.
Нагрев же вращающейся формы осуществляется в специальной камере (потоками горячего воздуха, лучевыми инфракрасными нагревателями, открытым газовым пламенем, разбрызгиванием расплава солей) или жидкими теплоносителями (расплавами солей, легкоплавкими сплавами щелочных металлов, минеральными маслами и другими), прокачиваемыми через специальные рубашки, выполненные на поверхности вращающейся формы. Наибольшее распространение получил нагрев формы в камере потоками горячего воздуха, который эффективен при толщине стенки у формуемого изделия до 15 мм. Лучевые инфракрасные электронагреватели (ТЭНы) применяются обычно для обогрева одиночных форм простой конфигурации, а при обогреве расплавами теплоносителей смесь из солей КNО3 и NaNO3 при температуре 300 оС насосом нагнетается в верхнюю часть камеры и оттуда разбрызгивается на вращающиеся формы. Процесс формования обычно осуществляется при атмосферном давлении. Однако для предотвращения окисления некоторых термопластов (например, полиамидов) форма может заполняться инертным газом, а также на последней стадии плавления материала в полость формы может впускаться азот, прижимающий материал к ее стенкам для улучшения теплопередачи. При формовании необходимо точно выдерживать и контролировать такие параметры процесса, как температура и время нагрева, а также скорость вращения формы. Процесс же заканчивается тогда, когда весь материал расплавится и равномерным слоем распределится по стенкам полости формы.
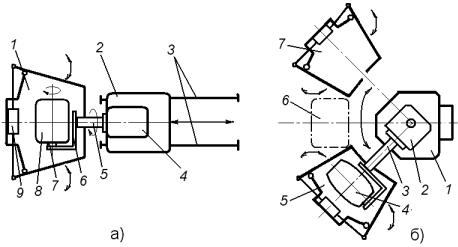
На третьем этапе осуществляется принудительное охлаждение вращаемой шпинделем 1 (рис.15.3в) формы 2 до затвердевания материала формуемого изделия. Для этого вращающаяся форма помещается в камеру, где ее охлаждение осуществляется душем холодной воды, подаваемой из сопел 5, потоками холодного воздуха, поступающего из воздуходувки, или распыляемой сжатым воздухом водной дисперсией. Вне камеры охлаждают вращающиеся формы, содержащие на поверхности специальные рубашки, через которые прокачивается жидкий хладагент. Иногда охлаждение формы производится и на открытой площадке оборудованной душем холодной воды. Режим охлаждения
131
оказывает влияние, как на качество изготовляемого изделия, так и на продолжительность технологического цикла. При вращении с постоянной скоростью форму вначале следует охлаждать медленно, а затем более интенсивно. Правильным режимом охлаждения формы обеспечивается получение недеформированного изделия с точными размерами.
На четвертом этапе производится раскрытие остановленной формы 2 (рис.15.3г) и удаление из нее изготовленного изделия 6, которое обычно легко отстает от сопрягающихся стенок из-за усадки полимерного материала в процессе охлаждения. Затем цикл повторяется.
Изготовляемые ротационным формованием изделия характеризуются равнотолщинностью стенок, не содержат соединительных швов и внутренних напряжений в материале, их внешняя поверхность в точности воспроизводит конфигурацию полости формы, а регулированием количества загружаемого материала обеспечивается соответствующее изменение толщины формуемой оболочки. Локальным же варьированием теплопроводности формы на определенных участках можно изменять толщину стенки у изготовляемого изделия. В формуемых оболочках можно также выполнять отверстия различной конфигурации, в том числе и с отформованной резьбой, за счет установки на внутренней поверхности формы вкладышей из теплоизоляционного материала. В местах расположения таких вкладышей термопласт при нагреве не расплавляется и тем самым обеспечивается получение адекватного отверстия.
Некоторые параметры процесса ротационного формования устанавливаются экспериментально исходя из следующих зависимостей:
чем выше температура пластикации материала при формовании, тем меньшую скорость вращения формы можно устанавливать;
с увеличением габаритных размеров формуемого изделия скорость вращения формы соответственно снижается;
с увеличением толщины формуемой оболочки возрастает величина ее усадки в процессе охлаждения;
несколько снижать величину усадки формуемого изделия в процессе охлаждения можно путем увеличения скорости вращения формы;
при увеличении скорости вращения формы наблюдается процесс ориентации макромолекул в направлении действия центробежной силы, что приводит к анизотропии свойств в материале формуемого изделия.
в конце ротационного формования рекомендуется проводить термонормализацию изделий, что способствует протеканию в материале релаксационных процессов, а, следовательно, и более длительному сроку их службы.
Методом ротационного формование можно изготовлять емкости с двух- и трехслойными стенками, выполненными из различных пластмасс, но чтобы не происходило их расслоения, коэффициенты теплового расширения у совмещаемых материалов должны быть близкими по значению. Поскольку для формования качественных изделий вязкость у расплава должна быть минимальной, то процесс обычно проводят при повышенных температурах, близких к температуре деструкции полимеров. Термоокисление применяемых
материалов при этом предотвращают путем введения в них
132
термостабилизаторов и заполнением полости формы инертным газом. В частности фирмой «ООО «Анион» (Россия) освоена технология ротационного формования изделий со вспененными полимерными слоями. Достоинства таких трехслойных оболочек заключаются в повышенной жесткости и прочности их стенок на изгиб при той же массе изделия вследствие разнесения несущих слоев на некоторое расстояние промежуточным соединительным пенопластовым слоем. Например, при толщине плотных полиэтиленовых наружных слоев в 1,5 мм и соединяющего их пенопластового слоя в 35 мм жесткость стенки у трехслойной оболочки будет в двенадцать раз выше, чем у соответствующей стенки толщиной 10 мм, выполненной из сплошного полиэтилена. По такой технологии изготовляют изделия, которые должны обладать повышенной жесткостью и прочностью, термоизоляционными свойствами или хорошей плавучестью. Это прочные изотермические контейнеры для мясной и рыбной продукции, различные емкости и европоддоны, корпуса приборов и машин, некоторые виды мебели, буи и другие изделия. В качестве соединяющего наполнителя применяются обычно пены из полиэтилена и жесткого полиуретана. Причем пенополиуретаном наполняют уже отформованные и охлажденные пластмассовые оболочки, а наполнение оболочек вспененным полиэтиленом производится непосредственно в процессе их ротационного формования и тем самым значительно сокращается технологический цикл. Самые же прочные трехслойные оболочки получают при выполнении наружных слоев и промежуточного вспененного слоя из полиэтилена.
Наиболее распространенным методам одноцветного декорирования изделий, изготовляемых ротационным формованием, является крашение полимерных материалов в массе. При этом окраску материала можно производить на стадии синтеза полимера, при получении полимерных композиций или в процессе их переработки. Для крашения применяют различные пигменты, красители и их выпускные формы: красящие пасты, дисперсии, концентраты и суперконцентраты. В частности для окрашивания порошков полимеров эффективно применение жидких пигментных дисперсий фирмы «Репи» (Италия), которая известна во всем мире как один из лидеров их производства. Выполняется этот процесс в турбосмесителях с ручной и автоматической загрузкой, имеющих питатель и пневматическую систему для загрузки порошка, а также автоматическую подачу жидких красителей. Такие турбосмесители обычно содержат устойчивые к трению смешивающие узлы различной формы, вертикально или горизонтально открывающиеся алюминиевые крышки, а также привод с регулируемой скоростью вращения от одноили двухскоростных электродвигателей.
Созданное для ротационного формования технологическое оборудование классифицируют по следующим признакам:
по числу рабочих шпинделей – на одно-, двух- и многошпиндельные;
по кинематике перемещения шпинделей – на стационарные, челночные, маятниковые и карусельные установки периодического действия;
по конструктивному исполнению – на башенные установки с общей станиной и общим приводом шпинделей и блочно-модульные установки с автономными приводами шпинделей;
133
по способу нагревания и охлаждения формы – на воздушно-ротационные и жидкостно-ротационные.
по числу одновременно формуемых изделий – на одно- и многоместные.
Наиболее известными фирмами, производящими технологическое оборудование для ротационного формования крупногабаритных изделий, являются такие, как: «Качча» (Италия), «Поливинил» (Италия), «Краус Маффей» (Германия), «Шпангель и Кауфман» (Германия), «Джон ОРМ» (Англия), ОАО «Кузполимермаш» (Россия), ОАО «Ротопласт» (Россия), ООО
«МК Магистраль» (Россия).
Для изготовления крупногабаритных изделий объемом более 10 м3 обычно применяют одношпиндельные челночные и маятниковые воздушноротационные установки, а также одношпиндельные стационарные жидкостноротационные установки.
В частности, челночная одношпиндельная воздушно-ротационная установка состоит из камеры 1 (рис.15.4а) и ротационного агрегата 2, возвратно-поступательно перемещающегося по рельсовому пути 3 из исходной позиции к камере. На станине агрегата в свою очередь располагается башня 4 с полым шпинделем 5, на конце которого содержится кронштейн 6, несущий вращающийся фланец 7 с закрепленной перпендикулярно оси шпинделя формой 8. Во вращение же шпиндель 5 и фланец 7 приводятся от расположенного в станине электродвигателя через коробки переключения скоростей и соответствующие передаточные механизмы, содержащие проходящий через шпиндель вал, соединяющий фланец 7 с приводом. Камера 1 установки состоит из стационарно закрепленного закрытого каркаса и двух шарнирно присоединенных к нему створок, расходящихся от пневмопривода 9 при подаче в нее формы 8, перемещающимся в рабочее положение агрегатом 2. Камера также оснащена системой газопламенного нагрева формы 8 с рециркуляционным вентилятором и системой охлаждения формы распыляемой сжатым воздухом водной дисперсией, поочередно включаемыми в работу.
В начале цикла на поверхность полости раскрытой формы 8, располагающейся на шпинделе 5 перед камерой 1, наносится антиадгезив, затем в нее загружается дозируемая порция окрашенной порошкообразной полимерной композиции, и форма герметично закрывается. Далее передвигающийся по рельсовому пути 3 в рабочее положение ротационный агрегат 2 вводит форму в камеру 1, которая после этого закрывается и включается в работу в режиме газопламенного нагрева. Одновременно включающимся в работу шпинделем 5 форма 8 приводится во вращение относительно двух взаимоперпендикулярных осей. При этом композиция, нагреваясь в камере от стенок формы, плавится, гомогенизируется и распределяется равномерным слоем по ее поверхности, формируя изготовляемое изделие. Для обеспечения равномерного контакта материала со стенками формы на последней стадии его плавления в полость формы может впускаться под избыточным давлением азот. После завершения этапа формования камера 1 переключается в режим охлаждения формы 8 распыляемой на нее сжатым воздухом водной дисперсией. При этом вращающаяся с постоянной скоростью форма вначале охлаждается медленно, а затем более интенсивно. После завершения этого этапа система охлаждения
134
выключается, вращение шпинделя 5 прекращается, пневмоприводом 9 створки камеры 1 разводятся и форма 8 удаляется из нее ротационным агрегатом 2, передвигающимся по рельсовому пути 3 в исходное положение. Далее производится раскрытие формы 8 и удаление из нее изготовленного изделия, которое обычно легко отстает от сопрягающихся стенок из-за усадки полимерного материала в процессе охлаждения. Затем цикл повторяется. Производительность такой конструктивно простой установки при изготовлении изделий с толщиной стенки около 10 мм составляет 8 – 10 циклов в смену.
Рис.15.4. Функциональные схемы одношпиндельных воздушно-ротационных установок
Маятниковая воздушно-ротационная установка состоит из стационарного одношпиндельного ротационного агрегата 1 (рис.15.4б), башня 2 которого вместе со шпинделем 3 и закрепленной на нем формой 4 может поворачиваться в горизонтальной плоскости, а также из установленных вокруг него с определенным шагом камеры нагрева 5, рабочего места 6 обслуживания формы и камеры охлаждения 7. Камера нагрева 5 при этом может оснащаться лучевыми инфракрасными электронагревателями или устройствами газопламенного нагрева, а также системами, нагревающими форму 4 потоками горячего воздуха или разбрызгиванием на нее расплавов солей. Охлаждение же формы 4 в камере 7 может производиться душем холодной воды, подаваемой из сопел, или потоками холодного воздуха, поступающего из воздуходувки, а также распыляемой сжатым воздухом водной дисперсией. В исходном положении шпиндель 3 агрегата удерживает форму 4 в зоне рабочего места 6, где в нее загружается порция полимерного материала, а затем форма герметично закрывается. Далее поворачивающейся башней 2 агрегата шпиндель с формой 4 вводится в камеру 5 и здесь в двухосно вращаемой шпинделем и нагреваемой форме 4 осуществляется формование изделия. После завершения этого этапа камера 5 открывается и поворотом башни 2 агрегата в обратном направлении шпиндель с формой 4 вводится в камеру 7, где производится охлаждение вращаемой формы. После завершения этапа охлаждения камера 7 раскрывается, вращение шпинделя с формой 4 останавливается и поворотом башни в исходное положение она перемещается в зону рабочего места 6. Здесь форма раскрывается и из нее удаляется отформованное изделие, далее на поверхность полости формы наносится антиадгезив, в нее загружается
135