Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
следующая порция полимерного материала, а затем форма герметично закрывается и цикл повторяется.
В жидкостно-ротационных стационарных одношпиндельных установках камеры нагрева и охлаждения не применяются. Вместо них эти установки оснащаются гидросистемами, обеспечивающими поочередную прокачку обогревающей и охлаждающей жидкости через специальные рубашки, выполняемые на поверхности ротационных форм, что делает их конструктивно сложнее и дороже в изготовлении. При этом в качестве обогревающего теплоносителя используются расплавы солей или легкоплавких сплавов щелочных металлов, а также нагретые до требуемой температуры минеральные масла и другие аналогичные жидкости. В качестве жидких хладагентов применяют охлаждаемые до минусовых температур специальные соляные рассолы или минеральные масла, а чаще всего просто холодную воду. Цикл же формования изделия включает в себя загрузку в закрепленную на шпинделе ротационного агрегата форму порции полимерной композиции и ее герметичное закрытие. Затем шпинделем агрегата форма приводится в двухосное вращение с одновременной прокачкой через ее рубашки обогревающей жидкости, обеспечивающей плавление материала и его равномерное распределение по поверхности полости формы. После этого через рубашки вращающейся формы прокачивается охлаждающая жидкость до достижения формуемым изделием механической прочности. Далее шпиндель останавливается, изготовленное изделие удаляется из раскрываемой формы и цикл повторяется. Бесступенчатая регулировка требуемой скорости двухосного вращения формы в таких агрегатах обеспечивается частотным инвертором. Поскольку теплопроводность жидкости значительно выше теплопроводности воздуха, то в таких установках достигается более точная регулировка и поддержание в технологическом цикле требуемых температурных режимов нагрева материала в форме и охлаждения формуемого изделия, а в результате изготовляемые изделия получаются более высококачественными.
Крупногабаритная форма 1 (рис. 15.5а) на вращающемся фланце 2 шпинделя 3 ротационного агрегата по одному из применяемых вариантов закрепляется посредством охватывающей ее сверху рамы 4, притягиваемой к фланцу вместе с формой стяжками 5. При этом вращение на вал фланца 2, установленный в кронштейне 6 шпинделя перпендикулярно его оси, передается с привода через проходящий сквозь полый шпиндель вал 7, а с него – через цепную передачу 8, промежуточный вал 9, установленный на кронштейне, и коническую зубчатую пару 10. При изготовлении изделий средних размеров на вращающемся фланце 2 шпинделя 3 агрегата можно таким образом закреплять и две формы, повышая тем самым его производительность. Если же позволяют габаритные размеры, то для установки нескольких, например четырех форм 1, (рис. 15.5б) на шпинделе 2 агрегата закрепляется специальный многоместный кронштейн 3, содержащий на концах вращающегося вала два фланца 4, на которых попарно устанавливаются и закрепляются эти формы посредством охватывающих рам 5, притягиваемых к фланцам стяжками 6. Формы при этом могут быть как одинаковыми, так и предназначенными для изготовления разных изделий.
136
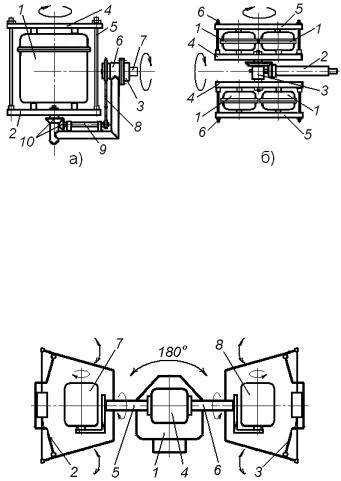
Рис.15.5. Схемы крепления форм на шпинделе ротационного агрегата
Для изготовления изделий средних размеров с более высокой производительностью применяется также двухшпиндельная маятниковая установка, состоящая из стационарного ротационного агрегата 1 (рис.15.6), а также камер нагрева 2 и охлаждения 3. При этом в поворачивающейся на 180о башне 4 агрегата 1 имеется два направленных в противоположные стороны шпинделя 5 и 6 с закрепленными на них формами 7 и 8 соответственно.
Рис.15.6. Функциональная схема двухшпиндельной маятниковой ротационной установки
В процессе работы установки, синхронно вращающиеся на шпинделях формы 7 и 8, располагаются соответственно в камерах нагрева 2 и охлаждения 3. По окончании же цикла охлаждения формы 8, камера 3 раскрывается, вращение шпинделя 6 отключается и далее форму 8 размыкают, из нее извлекают изготовленное изделие, загружают следующую порцию полимерного материала и снова герметично закрывают. К этому времени заканчивается цикл нагрева формы 7 и поворотом башни 4 на 180о она перемещается на вращающемся шпинделе 5 из раскрывающейся камеры нагрева 2 в камеру охлаждения 3, а форма 8 на включенном во вращение шпинделе 6 при этом подается в камеру нагрева 2. Далее эти камеры закрываются, и начинается следующий цикл, в котором вращающаяся форма 8 нагревается потоками горячего воздуха в камере 2, а форма 7 в это время охлаждается распыляемой водной дисперсией в камере 3.
Еще более производительными и удобными в эксплуатации являются широко применяемые трехшпиндельные карусельные установки, у которых на поворачивающейся башне 1 (рис.15.7а) ротационного агрегата 2 установлены под углом 120о в плане три синхронно вращающихся шпинделя с закрепленными на них формами 3, 4 и 5 соответственно. Вокруг же агрегата 2 соосно со шпинделями располагаются камеры нагрева 6 и охлаждения 7, в которых находятся шпиндели с формами, а также позиция 8, на которой производится поочередная перезагрузка форм.
137
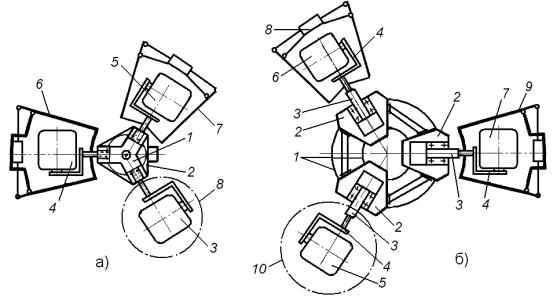
Рис.15.7. Функциональные схемы трехшпиндельных карусельных ротационных установок
Впроцессе работы установки на позиции 8 очередной шпиндель агрегата 2 отключается от привода и закрепленная на нем форма 3 размыкается. Из этой формы извлекают изготовленное изделие, затем в нее загружают порцию полимерного материала и снова герметично закрывают. В этот же период времени предыдущая форма 4, вращаемая шпинделем относительно двух взаимоперпендикулярных осей, нагревается в закрытой камере 6, при этом находящийся в ней материал плавится и, распределяясь равномерным слоем по поверхности, оформляется в изделие. Одновременно вращаемая шпинделем форма 5, уже прошедшая через камеру нагрева, охлаждается в камере 7 до тех пор, пока материал формуемого изделия затвердеет до требуемой механической прочности. После окончания выполняемых этапов на всех трех позициях
установки, камеры 6 и 7 раскрываются, поворотом башни ротационного агрегата 2 на 120о шпиндели с формами перемещаются на следующие позиции, после чего камеры снова закрываются и цикл повторяется.
Вчастности, такая трехшпиндельная установка модели 0837-13, серийно изготовляемая в России, имеет следующие технические характеристики:
Производительность, изделий в час …………………………… 3 – 16; Количество шпинделей у ротационного агрегата, штук ………….. 3; Количество закрепляемых на шпинделе форм, штук …………. 1 – 2; Диаметр окружности, ограничивающей размеры
устанавливаемых форм, мм, …………...…………………………… 1950; Скорости вращения форм, об./мин. ……………………………. 2 – 25; Скорость поворота башни со шпинделями, об./мин. ………….. 0, 66; Обогрев форм – в закрываемой камере циркулирующим
горячим воздухом с температурой, °С ………………………….. 200 – 450; Охлаждение форм – в закрываемой камере
распыляемой сжатым воздухом водной дисперсией; Суммарная установленная мощность, кВт …………………….. 367,7;
Применяемый для формования материал – порошкообразный полиэтилен низкой плотности (ПЭНП);
138
Габаритные размеры установки, м:
длина ……………………………………… 12,4; ширина ………………………………………11,7; высота ……………………………………… 4,4.
Достоинства башенных трехшпиндельных карусельных установок заключаются в их высокой производительности, компактности, оптимальном расходе энергии, удобстве обслуживания и наладки, отсутствии сложных блокирующих устройств и меньшей стоимости в сравнении с широкоуниверсальными машинами. Они наиболее эффективны при серийном производстве небольших однотипных изделий, характеризующихся близкими по продолжительности этапами нагрева и охлаждения форм. При одновременном изготовлении на них нескольких изделий, не удовлетворяющих данным условиям, принимают компромиссные решения по унификации этих этапов, за счет некоторого снижения, например, производительности или требований к качеству получаемых изделий. С увеличением габаритных размеров изготовляемых изделий соответственно возрастает и инерционность подвижных частей у таких агрегатов, включающих башню со шпинделями и закрепленными формами, а также загружаемый в них материал. Это в свою очередь отрицательно сказывается на жесткости конструкции, точности позиционирования и эксплуатационной надежности установок. Поэтому область их применения обычно ограничивается изделиями, для изготовления которых используются ротационные формы, вписываемые в сферу диаметром до 2000 мм.
Более универсальными и совершенными в сравнении с башенными установками являются многошпиндельные ротационные установки, выполненные в блочно-модульном исполнении. Они собираются из таких автономных модулей, как:
ротационный модуль, на транспортирующей каретке у которого имеется один шпиндель с автономным приводом, а также пульт с электрооборудованием и разъемами для подключения систем питания и управления;
камера нагрева, состоящая из закрытого каркаса с двумя шарнирно присоединенными к нему приводными створками и располагающегося в ней нагревательного блока;
камера охлаждения, состоящая из аналогичного закрытого каркаса с двумя шарнирно присоединенными к нему приводными створками и располагающегося в ней устройства воздушно-водяного охлаждения;
модуль управления с микроконтроллером, обеспечивающий оперативное перепрограммирование и автоматическое поддержание заданных режимов технологического цикла;
универсальные формодержатели, обеспечивающие установку на шпинделе одной или нескольких форм и передачу на них вращения;
треки и направляющие, предназначенные для перемещения ротационных модулей;
139
унифицированные монтажные элементы: площадки, газоводы, трубопроводы, соединительные модули, пневмо- и гидроарматура, кабели, крепежные и другие изделия.
Соединяя эти модули в различных комбинациях, создают разнообразные конструктивные исполнения ротационных установок. В частности, такая блочно-модульная трехшпиндельная установка содержит кольцевой трек 1 (рис.15.7б) по которому перемещаются установленные плане под углом 120о три ротационных модуля 2, связанных в единый агрегат. К шпинделям 3, этих модулей на универсальных формодержателях 4 соответственно крепятся формы 5, 6 и 7. Вокруг этого агрегата соосно с его шпинделями располагаются камеры нагрева 8 и охлаждения 9, а также позиция 10, на которой производится поочередная перезагрузка форм. Модуль же управления обеспечивает согласованную работу всех шпинделей, камер и других устройств установки по заданной программе с автоматическим поддержанием требуемых режимов технологического цикла.
Впроцессе работы установки на позиции 10 очередной шпиндель ротационного агрегата останавливается и закрепленная на нем форма 5 размыкается. Из этой формы извлекают изготовленное изделие, затем в нее загружают порцию полимерного материала и снова герметично закрывают. При
перемещении в следующем цикле по кольцевому треку 1 формовочного агрегата на 120о эта форма оказывается в закрывающейся камере нагрева 8. Здесь на начальной стадии нагрева включающимся в работу шпинделем 3 форма приводится во вращение вначале относительно основной оси симметрии, а затем после равномерного распределения частиц материала вдоль формы, включается ее вращение и относительно второй оси. На последней же стадии плавления материала в полость формы под избыточным давлением подается азот, обеспечивающий более равномерное распределение расплава по всей внутренней поверхности формы и улучшение теплопередачи. Далее по
завершению процесса формования изделия, камеры 8 и 9 снова открываются и, на вращающемся шпинделе 3, форма 5 очередным перемещением агрегата на 120о переносится в камеру охлаждения 9. Здесь в закрывающейся камере вращающаяся с постоянной скоростью форма 5 охлаждается по заданной программе вначале медленно, а затем более интенсивно. Правильным режимом
ееохлаждения обеспечивается при этом получение недеформированного изделия с точными размерами.
Последовательно сменяя друг друга, вслед за формой 5 через приведенные этапы технологического цикла проходят и установленные на шпинделях 3 ротационного агрегата формы 6 и 7. Причем все эти формы могут быть как одинаковыми, так и предназначенными для одновременного изготовления разных изделий, различающихся размерами, толщиной стенки, материалом и другими параметрами. Конструктивное исполнение установки и
еесистема программного управления при этом обеспечивают изготовление разных изделий с оптимальными для них технологическими режимами формования.
Взависимости от требуемой производительности и условий производства из таких типовых модулей создаются и разнообразные другие исполнения ротационных установок, например, с четырьмя, пятью и еще большим
140