Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
автоматические ножницы 1, раскраивающие листовую жесть на бланки под размеры изготовляемого корпуса;
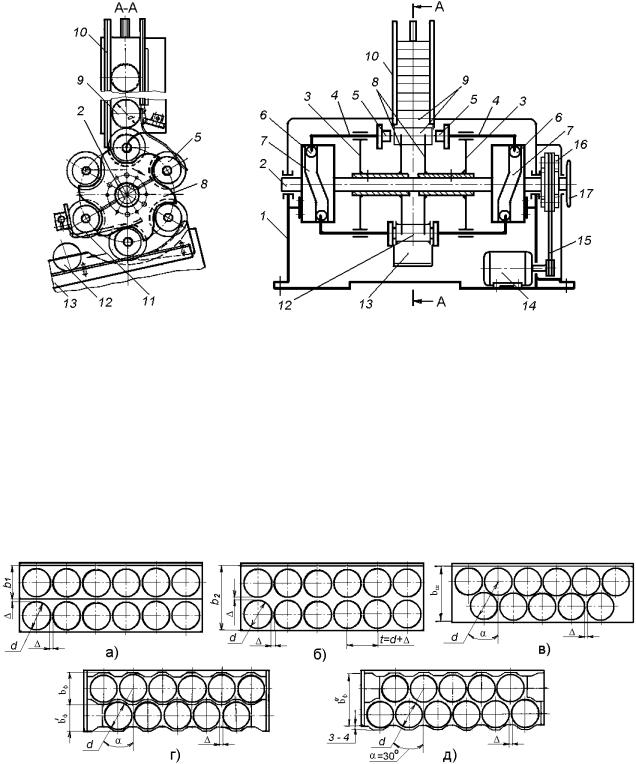
Рис. 16.10. Схема автоматизированные поточные линии фирмы «Судроник»
транспортеры 2, связывающие технологическое оборудование единой транспортирующей системой;
корпусоформирующий сварочный автомат 3, сворачивающий бланки в цилиндрические обечайки и соединяющий их края стыковым сварным швом;
автомат 4, покрывающий сварные швы обечаек жидким лаком снаружи и защитным порошком внутри;
туннельная камера 5, обеспечивающая сушку нанесенного на сварной шов защитного покрытия;
отбортовочно-закаточный автомат 6, отгибающий на торцах обечаек фланцы и присоединяющий к ним фальцевым швом заранее изготовленное дно;
автомат 7, контролирующий герметичность изготовленных банок;
пакетоформирующий агрегат 8, группирующий изготовляемые банки и формирующий из них на поддоне транспортные пакеты 9, которые после контроля и учета вилочным погрузчиком доставляются на склад;
микропроцессорная система управления 10, обеспечивающая работу поточной линии в едином ритме, а также осуществляющая оперативный контроль состояния всех ее функциональных устройств и механизмов.
16.3.4. Отбортовка корпусов сборных жестяных банок
Изготовленные обечайки на следующей операции технологического процесса подвергаются отбортовке фланцев на фланцеотгибочных (отбортовочных) машинах. При этом отгиб фланцев (рис.16.11а) может осуществляться двумя способами:
Раздачей кромок обечайки 1 (рис.16.11б), в процессе получения корпуса 2, сразу по всему периметру двумя встречно перемещающимися профильными фланцеотгибочными пуансонами 3. В роторного машинах этого типа цилиндрический корпус банки подвергается равномерному осевому сжатию, а рабочая поверхность пуансонов выполняется радиусной с упором для калибровки диаметра отогнутого фланца..
Последовательной отбортовкой кромок обечайки 1 (рис.16.11в), в процессе получения корпуса 2, путем обкатывания их двумя парами роликов: внутренних 4 и наружных 5. В таких роликовых отгибочных машинах отсутствует осевая нагрузка на корпус и тем самым исключается возможность потери им продольной устойчивости.
171
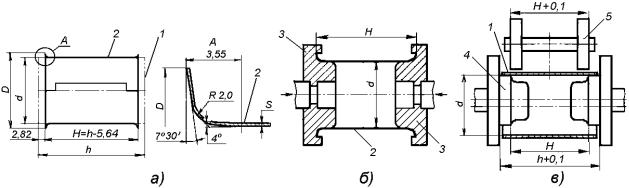
Рис. 16.11. Способы отбортовки фланцев
Роторные машины первого типа конструктивно более просты и производительны, удобнее в наладке, надежнее в эксплуатации и поэтому получили широкое распространение. В частности, такая фланцеотгибочная роторная машина модели Б4-СОБ состоит из массивной чугунной станины 1, на которой установлены (рис.16.12):
горизонтальный отбортовочный ротор, на главном валу 2 которого располагаются два барабана 3 с перемещающимися в их отверстиях шестью плунжерами 4, содержащими на одном конце отгибочные пуансоны 5, а на другом – ролики 6, движущиеся в пазах неподвижных кулачков 7, а также два диска 8, в гнезда которых укладываются обрабатываемые обечайки 9;
магазин 10, обеспечивающий накопление определенного запаса обрабатываемых обечаек и их поштучную загрузку в сопрягающиеся гнезда дисков 8 вращающегося ротора;
упорный рычаг 11, выталкивающий отбортованные корпуса 12 из гнезд дисков 8 на выводящий лоток 13;
электродвигатель 14, с которого через клиноременную передачу 15 и планетарный редуктор 16 вращение передается главному валу 2, содержащему на конце штурвал 17, обеспечивающий прокручивание ротора вручную при наладке машины;
пульт (не показан), содержащий кнопки и тумблеры управления, а также световые индикаторы состояния и другое электрооборудование.
Впроцессе работы машины обечайки 9 поштучно поступают из магазина 10 в сопрягающиеся гнезда дисков 8 вращающегося ротора. Здесь роликами 6, движущимися в пазах неподвижных кулачков 7 плунжеры 4 сводятся. При этом закрепленные на них отгибочные пуансоны 5 входят в торцевые отверстия соосно-расположенных обечаек 9 и отбортовывают на них фланцы в соответствии с профилем их рабочей части. Затем после поворота ротора на 180° пуансоны 5 разводятся в исходное положение, а корпуса 12, имеющие отогнутые фланцы, поочередно находят на упорный рычаг 11 и выталкиваются им из гнезд дисков 8 в лоток 13, выводящий их из машины. При настройке степени отгиба фланцев положение пуансонов 5 регулируется эксцентричной осью ролика 6, а для прокручивания ротора машины вручную служит штурвал 17.
Техническая характеристика фланцеотгибочной роторной машины модели Б4-СОБ следующая:
Производительность, штук/мин. ……………………………… 300; Скорость вращения ротора, об/мин …………………………... 50;
172
Высота обрабатываемых корпусов, мм ………………….. 67 – 100; Диаметры обрабатываемых корпусов, мм ……………….. 73 – 100; Мощность электропривода, кВт …………………………….. 1,5.
Рис. 16.12. Функциональная схема фланцеотгибочной роторной машины модели Б4-СОБ
16.3.5. Разрезка листов жести на полосы
Для штамповки цельнотянутых корпусов металлических банок, а также их концов (донышек и крышек) листовая жесть обычно предварительно разрезается на полосы. В зависимости от способа штамповки и расположения контуров вырубок различают следующие виды раскроя: однорядный последовательный (рис.16.13а), двухили многорядный последовательный (рис.16.13б); двухили многорядный шахматный (рис.16.13в); однорядный фигурный (рис.16.13г); двух- (рис.16.13д) или многорядный фигурный.
Рис. 16.13. Схемы раскроя листов на полосы
При характеристике раскроя расстояние между осями двух смежных вырубок в ряду принято называть шагом подачи полосы. Наименьшее же расстояние между смежными контурами или от контура до края полосы называют перемычкой (Δ = 1,2 – 1,6 мм).
Ширина прямолинейной полосы при однорядном последовательном раскрое:
173

b1 = d + 2 , мм |
(16.2) |
где d – диаметр высечки, мм.
Ширина прямолинейной двухрядной полосы при последовательном раскрое:
b2 = 2d + 3 , мм |
(16.3). |
При двухрядном шахматном раскрое ширина полосы составляет:
bш
d 1 cos
2
cos
, мм
(16.4).
Чаще всего при шахматном расположении контуров вырубок α = 30°, поэтому подставив в формулу (16.4) его числовое значение получим:
b ш
1,866 d
1,5
, мм
(16.5).
При многорядном шахматном раскрое ширина полосы составляет:
b ш
1,866 n 1 d
1,5
, мм
(16.6).
где n – число рядов.
Из приведенных уравнений (16.2 – 16.6) видно, что при шахматном раскрое ширина полосы получается меньшей, поэтому, как правило, шахматный раскрой более экономичен. Наилучшие же результаты можно получить применением фигурного раскроя. Так, при однорядном фигурном раскрое (рис.16.13г) ширина первой полосы составляет:
bф
d
2
, мм
(16.7);
а ширина, необходимая для получения каждой последующей полосы:
|
|
(16.8) |
bф 0,866 d 2 , мм |
||
При двухрядном фигурном раскрое (рис.16.13д) ширина первой полосы |
||
составляет: |
1,866 d 1,5 , мм , |
|
|
(16.9) |
|
bф |
||
а ширина, необходимая для получения каждой последующей полосы: |
|
|
|
0,866 2d 3 , мм. |
(16.10) |
bф |
||
Следует, однако, иметь в виду, что о целесообразности выбранного раскроя можно судить только после определения величины коэффициента использования листа, вычисляемого по формуле:
K |
p |
|
|
n S |
|
|
д |
|
д |
|
|
|
||
|
S |
з |
|
|
|
|
|
,
(16.11)
где nд – число деталей, штампуемых из одной исходной листовой заготовки; Sд – площадь поверхности детали, мм2;
Sз – площадь поверхности исходной листовой заготовки, мм2.
174
Резку листовой жести на полосы при последовательном и шахматном расположении на них высечек можно производить на обычных универсальных ножницах с параллельными, наклонными (гильотинными) или дисковыми ножами, а также автоматических гильотинных ножницах для поперечной резки рулонной жести, рассмотренных ранее (рис.16.3). Фигурные же полосы получают на специальных автоматических ножницах. При этом различают два способа фигурного раскраивания:
с предварительной обрезкой боковых кромок листа дисковыми ножами и последующим его фигурным разрезанием на полосы;
с одновременным оформлением полосы по всему контуру.
Вчастности, автоматические фигурные ножницы фирмы «Нагема»
(Германия), обеспечивающие одновременное оформление полосы по всему контуру, состоят из литой станины 1 (рис.16.14) кривошипного пресса, соединенной с горизонтальным столом 2, опирающимся на вертикальные стойки 3. В верхней части станины 1 на глухих подшипниках установлен коленчатый вал 4, соединяющийся шатунами с ползуном 5, перемещающимся в
еевертикальных направляющих, а к средней части шатунов прикреплена поперечина с механизмом, обеспечивающим регулировку их длины при наладке. На одном конце коленчатого вала в свою очередь крепится муфта включения, сопрягающаяся со свободно насаженным шкивом-маховиком 6, а на втором его конце установлена звездочка 7 и дисковая муфта 8, в пазу которой располагается кривошипный палец 9 с надетой на него головкой шатуна 10, связанного с рычагом 11 механизма шаговой подачи листов. В проеме же станины располагается разделительный штамп, нижняя часть 12 которого крепится к ее столу, а верхняя часть 13 – к ползуну 5 пресса.
Вначале горизонтального стола 2 установлены рукоятки 14, обеспечивающие включение через муфту пресса в работу, а также в его пазах располагаются салазки 15, возвратно-поступательно перемещающиеся кривошипно-шатунным механизмом 16 и осуществляющие подачу укладываемых листов жести между продольными направляющими 17 в находящиеся за ними дисковые ножницы. Эти ножницы в свою очередь содержат два параллельных вала 18, установленных в вертикальных стойках 3 и несущих две пары сопрягающихся дисковых ножей, обрезающих боковые кромки листа, а также синхронно вращающиеся с ними транспортирующие валки 19.
За ножницами в средней части стола располагается механизм шаговой подачи листов в разделительный штамп, содержащий возвратно-поступательно перемещающиеся в пазах стола рейки 20, несущие подпружиненные пальцы 21 и приводимые в действие кривошипно-шатунным механизмом 22, связанным с рычагом 11. Параллельно рейкам 20 над столом закреплены неподвижные рейки 23 этого механизма, установочные качающиеся упоры 24 которых при подаче листа вперед приподнимаются и пропускают его, а затем своими концами опираются на плоскость стола, препятствуя тем самым продвижению поданного на шаг листа в обратном направлении. По краям стола закреплены также продольные направляющие планки, а перед ползуном пресса на нем установлены попарно работающие ролики. При этом нижняя пара роликов 25 незначительно выступает над плоскостью стола и принудительно вращается
175