Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
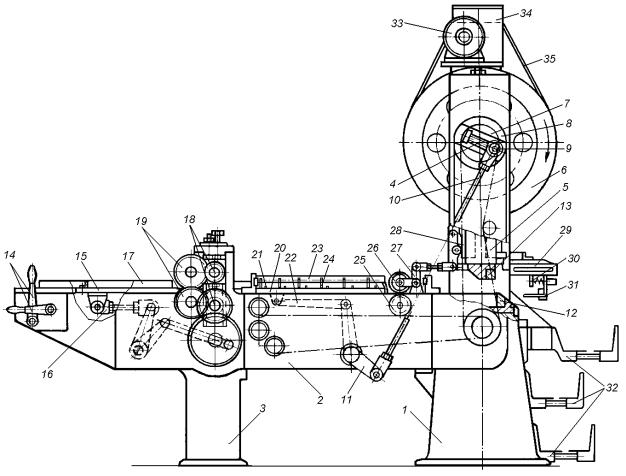
навстречу движущемуся листу, а верхняя пара роликов 26 свободно вращается на оси качающегося кронштейна 27 и периодически поджимается к нижним роликам кулачком 28, закрепленным на ползуне 5 пресса.
Рис. 16.14. Фигурные ножницы фирмы «Нагема»
За штампом же на станине 1 пресса установлена рейка 29, несущая подпружиненные пальцы 30 обратной подачи листов и шарнирную направляющую 31, а также магазины 32, обеспечивающие накопление отрезаемых фигурных полос и отходов.
Электродвигатель 33, установленный на станине 1, через редуктор 34 и клиноременную передачу 35 передает вращение шкиву-маховику 6, располагающемуся на конце коленчатого вала 4 и соединяющемуся с ним через муфту включения, управляемую рукоятками 14. С коленчатого же вала через его шатуны, звездочку 7, а также дисковую муфту 8 с шатуном 10 и другие передаточные механизмы осуществляется привод всех исполнительных устройств машины.
При работе листы жести вручную или автоматическим укладчиком поштучно подаются на салазки 15 и с фиксацией поперечной планкой перемещаются ими между продольными направляющими 17 к дисковым ножницам, где захватываются транспортирующими валками 19 и продвигаются через две пары синхронно вращающихся на параллельных валах 18 дисковых ножей, срезающих с листов боковые кромки, поступающие в приемники. А обрезанные листы с дисковых ножниц выносятся на рейки 20 механизма шаговой подачи. Здесь при цикловом перемещении реек 20 кривошипно-
176
шатунным механизмом 22 вперед их задняя пара подпружиненных пальцев 21 упирается в торец листа, обеспечивая тем самым его фиксацию и подачу через разделительный штамп на величину несколько большую требуемого шага. При этом край листа, находящийся за штампом, размещается и удерживается от прогиба направляющей 31, шарнирно закрепленной на рейке 29, а его торец упирается в подпружиненные пальцы 30 и несколько отводит их вперед. При обратном движении реек 20 одновременно с ходом ползуна 5 пресса вниз, от воздействия кулачка 28 на сопрягающееся плечо качающегося кронштейна 27 его второе плечо опускается и своей парой роликов 26 прижимает лист к встречно вращающимся нижним роликам 25. При этом за счет сил трения о ролики 25 и под воздействием сжатых пружин пальцев 30 поданный лист немного смещается назад и прижимается торцом к опирающимся на плоскость стола упорам 24, обеспечивающим его фиксацию и позиционирование. Затем опускающейся с ползуном верхней частью 13 штампа фигурная полоса отрезается от листа. В конце же хода ползуна закрепленные на нем упоры нажимают на плечи шарнирной направляющей 31 и она, поворачиваясь, освобождает отрезанную полосу и та падает в соответствующий магазин 32.
При повторном рабочем ходе реек 20 следующая их пара подпружиненных пальцев 21, освободившаяся от листа, приподнимается пружинами, а затем, упираясь в его торец, продвигает лист еще на один шаг. Таким образом, начиная от задней и заканчивая передней парами, пальцы 21 вступают в действие, обеспечивая шаговое продвижение листа через разделительный штамп до его окончания. Аналогичным образом вступают в действие и упоры 24, располагающиеся с адекватным шагом на неподвижных рейках 23. После выполнения всех приведенных действий механизмы фигурных ножниц возвращаются в исходное положение и цикл автоматически повторяется.
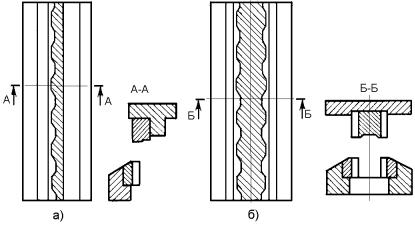
Для нарезки двухрядных полос (рис.16.13д) в кривошипном прессе фигурных ножниц устанавливается разделительный штамп с одним фигурным ножом (рис.16.15а), а для получения однорядных полос (рис.16.13г) – с двумя фигурными ножами (рис.16.15б). При этом подача листового материала в обоих случаях производится с одинаковым шагом, соответствующим ширине двух рядов. Но в штампе с одним ножом при рабочем ходе пресса отрезается одна двухрядная фигурная полоса, а в штампе с двумя ножами – сразу две однорядные полосы.
Рис. 16.15. Разделительные штампы фигурных ножниц
177
Отрезаемые передние и задние кромки листа падают и накапливаются при этом в нижнем магазине 32 (рис.16.14), однорядные фигурные полосы – в среднем, а двухрядные – в верхнем магазине машины.
Техническая характеристика приведенных фигурных ножниц фирмы «Нагема» следующая:
Число двойных ходов ползуна в мин. ………………………… 60; Наибольшие размеры листа, мм …..…………………… 810 х 750; Наибольшая толщина жести, мм ……………………………... 0,4; Мощность электропривода, кВт …………………………….. 1,1; Габаритные размеры, мм:
длина ………………………………………………… 2700; ширина ………………………………………………. 1930; высота ……………………………………………….. 2250; Масса, кг …………………………………………………….. 2000.
На предприятиях эксплуатируются фигурные ножницы и других фирм, обладающие рядом характерных особенностей, но в принципе мало чем отличающиеся от рассмотренных.
16.3.6. Изготовление цельноштампованных корпусов
Цельноштампованные корпуса металлических банок производятся путем их вытяжки, представляющей собой процесс превращения плоской заготовки в полую деталь – корпус. Изготовляются такие корпуса цилиндрическими, овальными, прямоугольными и другой формы из белой хромированной жести или алюминия. Иногда цельноштампованные корпуса выполняются с небольшою конусностью по высоте для того, чтобы при стапелировании они укладывались друг в друга и за счет этого занимали меньше места в таре при транспортировании.
В штамповочном производстве операции вытяжки характеризуются коэффициентом вытяжки К, который определяется отношением конечного
внутреннего диаметра d изделия к диаметру DЗ заготовки, т. е.
К d DЗ
DЗ
. Из
этого соотношения следует, что с уменьшением численного значения коэффициента К степень вытягивания материала в штампе увеличивается. Как правило за одну операцию вытяжки К не превышает 0,5. Для повышения степени вытяжки и снижения усилия путем уменьшения коэффициента трения, на верхнюю сторону заготовки перед вытяжкой корпуса обычно наносится специальная смазка, например, из вареного льняного масла или парафинового масла, которая легко удаляется при последующей термической обработке (прокалке) корпусов после вытяжки.
Для повышения коррозионной стойкости цельноштампованные корпуса изготовляют из жести, предварительно покрытой высокоэластичными лаками (например, ЭП-547) или после вытяжки и термического обезжиривания (прокалки) их внутри лакируют. Эта операция производится на лакировальных автоматах, подающих внутрь вращающегося корпуса лак, распыляемый сжатым воздухом. Затем для полимеризации нанесенной лаковой пленки корпуса высушивают в конвекционных печах при 180 – 200 оС в течение 15 – 20 минут.
В зависимости от принятой технологии инструмент для производства цельноштампованных корпусов может быть пооперационным или
178
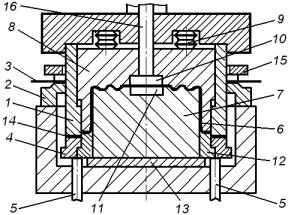
комбинированным. При пооперационном изготовлении корпусов на двух прессах в штампе первой операции производится вырубка заготовки из фигурной полосы и вытяжка корпуса, а в штампе второй операции – образование рельефа дна, обрубка фланца и оформление радиуса отбортовки фланца. В совмещенном же комбинированном штампе, получившем наиболее широкое распространение, все вышеперечисленные переходы последовательно выполняются на одном прессе при ходе его ползуна вместе с верхней частью штампа вниз. При этом пуансон 1 (рис.16.16), входя в окно матрицы 2, вырубает из полосы 3 заготовку, и она зажимается по контуру между сопрягающимися торцами пуансона 1 и прижима 4, опирающегося через толкатели 5 на буферное устройство пресса. Этим предотвращается образование складок на фланце при получении корпуса 6 в результате дальнейшего вытягивания материала заготовки на пуансоне 7 опускающейся матрицей 8, упирающейся в тарельчатые пружины 9. В конце же хода ползуна пресса верхний торец пуансона 7 сопрягается с дном матрицы 8 и между этими поверхностями осуществляется выштамповывание рельефных колец на дне корпуса 6 и нанесение на него вкладышами 10 и 11 маркировочных знаков. Матрица 8 при этом останавливается на пуансоне 7 и обрубное кольцо 12, расположенное в прижиме 4, упирается в подкладку 13, а пуансон 1, сжимая тарельчатые пружины 9, обрезает своей внутренней кромкой кольцевой отход 14 от фланца корпуса. Далее при обратном ходе ползуна пресса все части установленного в нем штампа возвращаются в исходное положение. Полоса 3 при этом снимается с пуансона 1 съемником 15, отштампованный корпус 6 выталкивается из матрицы 8 штоком 16, а кольцевой отход 14 жести удаляется из нижней части штампа на плоскость его разъема прижимом 4, перемещаемым вверх толкателями 5. Из раскрытого же штампа изготовленный корпус 6 и кольцевой отход 14 удаляются струей сжатого воздуха, подаваемой из сопла пневмосбрасывателя пресса. Затем полоса 3 жести подается в штамп на следующий шаг и цикл повторяется.
Рис. 16.16. Штамп для изготовления цельноштампованных корпусов
Для изготовления цельноштампованных корпусов, а также концов (донышек и крышек) металлических банок в жестебаночном производстве применяются специальные однокривошипные прессы простого действия, оснащенные устройствами автоматической подачи материала в штамп, а также удаления из пресса изделий и сетки отходов. В зависимости от вида
179
перерабатываемого материала это оборудование подразделяется на прессавтоматы для рулонной, листовой и полосовой жести.
Впрессах для листовой жести изготовление корпусов и концов производится по шахматной схеме раскроя непосредственно из листа за счет его двухкоординатного перемещения относительно штампа. Здесь достигается уменьшенный расход материала при относительно низкой производительности штамповки и сложностях в автоматизации процесса.
Пресс-автоматы для рулонной жести широко используются при изготовлении концов из нелитографированного материала с производительностью 100 – 150 циклов в минуту. Эти пресс-автоматы выпускаются обычно номинальным усилием 250 – 400 кН и оснащаются автоматическими устройствами подачи ленты валкового или клещевого типа, устройством для правки ленты, гильотинными ножницами для разрезки сетки отходов и устройством для размотки рулона.
Наиболее же распространенными являются высокопроизводительные пресс-автоматы для фигурной полосовой жести, которые выпускаются как с номинальным усилием 100 – 160 кН для переработки однорядных полос, так и с номинальным усилием 250 – 400 кН для двухрядной штамповки. Производительность этих прессов составляет порядка от 80 до 400 циклов в минуту. Более широко из них применяются высокопроизводительные прессавтоматы для двухрядной штамповки, а прессы для однорядной штамповки, как правило, применяются только для переработки узких полос, остающихся при раскрое листов на двухрядные фигурные полосы.
Вчастности, широко распространенный пресс-автомат модели А1-СПХ номинальным усилием 400 кН, обеспечивающий изготовление цельноштампованных корпусов жестяных банок из двухрядных фигурных полос с производительностью 80 – 120 циклов в минуту, имеет литую двухстоечную открытую наклоненную станину 1 (рис.16.17), усиленную двумя тягами 2. Такая станина позволяет простыми средствами обеспечить надежное удаление изготовляемых изделий из пресса и их перемещение на последующие операции,
аее открытое исполнение облегчает доступ к штампу и упрощает встраивание в пресс механизмов шаговой подачи полос и удаления отходов.
Вверхней части станины 1 на глухих подшипниках установлен коленчатый вал 3, соединяющийся шатуном 4 с ползуном 5, возвратнопоступательно перемещающимся в призматических направляющих станины по
направлению к ее подштамповой плите 6, а на консоли этого вала располагается зубчатое колесо 7 с муфтой включения 8. Во вращение коленчатый вал приводится электродвигателем 9 через вариатор 10, клиноременную передачу 11 и промежуточный вал 12, на одном конце которого установлен шкив-маховик 13, а на другом – шестерня 14, связанная с зубчатым колесом 7, и шкив 15. Для уменьшения нагрузок на вариатор 10 при штамповке изделий, в его входной шкив встроена предохранительная колодочная муфта 16.
На станине 1 располагается также полосоподаватель, состоящий из магазина 17, механизма 18 поштучного отделения полос от стопы и установки их в направляющие, а также механизма шаговой подачи полос в штамп. Привод исполнительных механизмов полосоподавателя осуществляется от коленчатого
180