Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
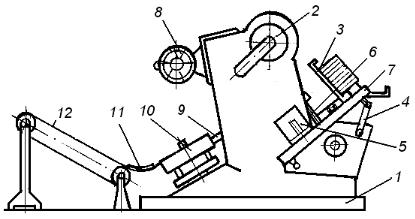
укладывают в направляющие на наклонный стол 7. Здесь поперечным досылателем полоса подается под прижимную планку механизма 5 шаговой подачи, содержащего основную и дополнительную подвижные каретки. При цикловых синхронных возвратно-поступательных движениях этих кареток их собачки, поочередно упираясь в торец полосы, продвигают ее с заданным шагом через штамп 6. При этом на каждом шаге подачи ползун пресса 2 совершает рабочий ход, при котором в смыкающемся штампе 6 из фигурной полосы вырубается круглая заготовка и из нее штампуется конец с формированием на плоскости кольцевого рельефа.
Рис. 16.20. Конструктивная схема пресс-автомата модели И9-СПГ
При ходе же ползуна вверх и раскрытии штампа просеченная полоса его съемником снимается с пуансона, а изготовленное изделие, находящееся в пуансоне, удаляется из него рельефной вставкой, возвращаемой в нижнее исходное положение стопорящимися в конце хода выталкивателями. Падающее с пуансона изделие принимается лотком 9 и по его наклонной поверхности соскальзывает на стол подвивочного устройства 10. Здесь конец захватывается вращающимся диском, который прокатывает его по секторному каналу, подгибающему фланец, а затем выбрасывает в выходную направляющую 11, передающую изделие на ленточный транспортер 12, которым он доставляется к стопкособирателю, укладывающему концы в стопу.
После выполнения штампом 6 в подаваемой полосе последней высечки верхний валок двухвалкового механизма прижимает ее к постоянно вращающемуся нижнему валку, и они выбрасывают отход полосы из штампа и пресса. Вслед проштампованной полосе механизмом 4 подается из магазина 3 в механизм 5 шаговой подачи следующая полоса и автоматическая цикловая работа этого пресса продолжается.
Технологическое оборудование для изготовления концов жестяных банок сегодня предлагают в различных исполнениях многие фирмы. В частности, для однорядной штамповки концов из фигурных полос применяются прессавтоматы с номинальным усилием 100 – 160 кН. К таковым, например, относятся пресс-автомат фирмы «Камерон» и рассмотренный выше модели И9СПГ. Для двухрядной же штамповки концов используются пресс-автоматы с номинальным усилием 250 – 400 кН (модели СПР-15, а также модели РКХД40.3 фирмы «Блема» и другие). Технические характеристики некоторых из них приведены в таблице 16.2.
186
Таблица 16.2. Технические характеристики пресс-автоматов, предназначенных для изготовления концов жестяных банок
|
Пресс-автоматы: |
|
|
Параметры |
однорядный |
однорядный |
двухрядный |
|
модели |
фирмы |
модели |
|
И9-СПГ |
«Камерон» |
СПР-15 |
Производительность, шт./мин. …. |
250 |
300 |
416 |
Количество ходов ползуна в мин.. |
250 |
300 |
250 |
Максимальная глубина вытяжки, |
|
|
|
мм…………………………………… |
18 |
27 |
28 |
Максимальный диаметр вырубки |
|
|
|
при установке двух штампов, мм… |
- |
- |
120 |
Ширина полосы, мм.…………….. |
250 |
100 – 250 |
250 |
Мощность электропривода, кВт… |
4,0 |
2,2 |
7,8 |
Габаритные размеры, мм: |
|
|
|
длина ………………………………. |
1660 |
1600 |
2350 |
ширина …………………………….. |
2300 |
2000 |
2150 |
высота ……………………………… |
1700 |
2100 |
1925 |
Масса, кг …………………………. |
3200 |
- |
5000 |
|
|
|
|
16.4.2. Подвивка на концах отбортовки фланца
Для присоединения фальцевым закаточным швом концов к корпусу банки необходимо поясок их фланца, отбортованный при штамповке под углом 90о к плоскости, подогнуть внутрь на угол в 35о (рис.16.21а). Такая подгибка пояска фланца в подвивочных машинах может выполняться по двум следующим схемам:
в процессе прокатывания отштампованных концов 1 (рис.16.21а), поступающих с лотка 2, под направляющей 3 по подвивочному каналу, образованному неподвижным сектором 4 и вращающимся кольцом 5, насаженным на диск 6;
в процессе обкатки отштампованных концов 1 (рис.16.21б), поступающих с лотка 2, между двумя встречно вращающимися дисками 3.
При подвивке (загибе) отштампованных концов 1, подаваемых из пресса по лотку 2, по наиболее распространенной первой схеме, они захватываются кольцом 5 вращающегося диска 6 и прокатываются им в сужающемся канале, образованном неподвижным сектором 4, эксцентрично расположенным по отношению к диску. При этом торцевая поверхность конца 1 постепенно вдавливается в параллельные продольные канавки сектора 4 и кольца 5, а
поясок фланца профилем этих канавок подгибается на угол в 35о. Направляющая 3, исполняя роль опоры, предохраняет подвиваемые в канале концы от поперечной деформации. Величину же эксцентриситета е, определяющего расположение неподвижного сектора 4 относительно диска 6, вычисляют по формуле:
e |
D DК |
, |
(16.12) |
|
2 |
||||
|
|
|
187
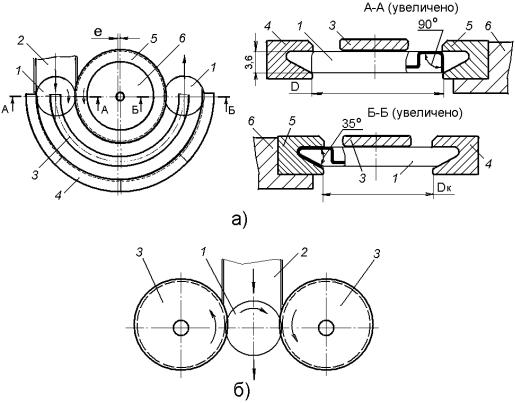
где D и DК – внутренний диаметр отбортованного пояска конца соответственно до и после подвивки.
Рис. 16.21. Схемы процесса подвивки фланца
Часто подвивочные устройства агрегатируются с пресс-автоматами, обеспечивающими штамповку концов жестяных банок. При этом с прессами для однорядной штамповки используются однопоточные (рис.16.20), а для двухрядной штамповки – двухпоточные автоматические подвивочные машины.
В частности, однопоточная автоматическая подвивочная машина состоит из основания 1, закрепляемого на общей с пресс-автоматом фундаментной плите. А на этом основании в свою очередь располагаются:
приемный лоток 2, по которому отштампованные концы подаются из пресса, и направляющая 3, по которой концы из лотка 2 поступают в подвивочный механизм;
подвивочный механизм 4, состоящий из стола 5 в ступице которого вращается вал 6 с диском 7, несущим подвивочное кольцо 8, а также из закрепленных на столе нескольких сегментов, образующих неподвижный сектор 9, эксцентрично расположенный по отношению к диску и образующий с ним сужающийся канал, в профильных параллельных канавках которого поясок
фланца концов 10, прокатываемых под направляющей 11, подгибается на угол
в35о;
направляющие 12, 13 и 14, образующие канал, по которому подвитые концы 10 по инерции движутся к стопкособирателю;
стопкособиратель 15, два встречно вращающихся ролика 16, которого своими винтовыми канавками поочередно подхватывают приходящие концы 10 и подают их в кассету, состоящую из направляющих стержней 17, поддерживаемых стойкой 18;
188
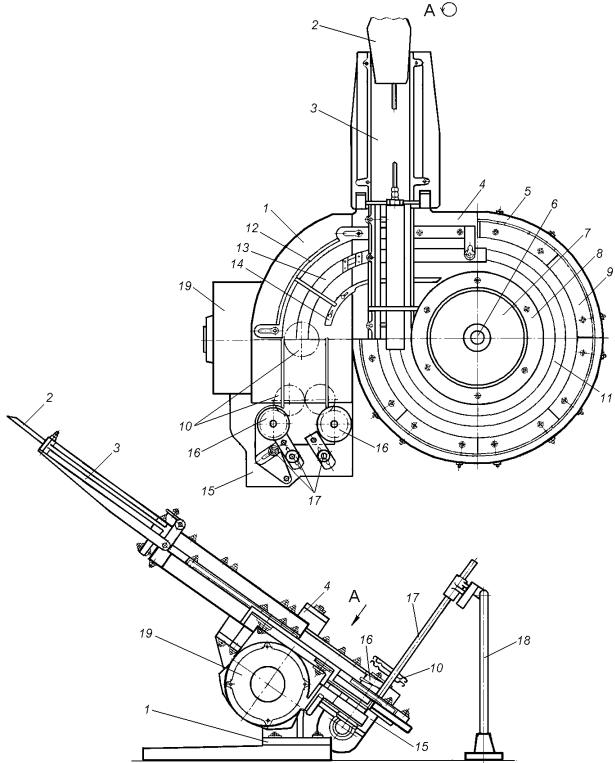
а также электродвигатель 19, который через зубчатые и цепную передачи приводит во вращение диск 7 подвивочного механизма и винтовые ролики 16 стопкособирателя.
Рис. 16.22. Однопоточная автоматическая подвивочная машина
При работе отштампованные концы по приемному лотку 2 поступают из пресс-автомата на наклонную направляющую 3 и по ней движутся на стол 5 подвивочного механизма, где поочередно захватываются кольцом 8 вращающегося диска 7 и прокатываются им в сужающемся канале, образованном неподвижным сектором 9, эксцентрично расположенным по отношению к диску. При этом торцевая поверхность конца 10 постепенно
189
вдавливается в параллельные продольные канавки сектора 9 и кольца 8, а отбортованный поясок фланца профилем этих канавок подгибается на угол в 35о. Поперечную же деформацию концов в ходе этого процесса предотвращает расположенная над каналом направляющая 3, служащая для них дополнительной опорой. Из подвивочного механизма концы выбрасываются в канал, образованный направляющими 12, 13 и 14, и по инерции движутся по нему к стопкособирателю 15. Здесь два встречно вращающихся ролика 16 стопкособирателя своими винтовыми канавками поочередно подхватывают приходящие концы 10 и подают их в кассету, состоящую из направляющих стержней 17, поддерживаемых стойкой 18. По мере заполнения стопа концов вручную извлекается из кассеты и укладывается в технологическую тару.
В двухпоточной автоматической подвивочной машине содержится два соосно-расположенных подвивочных механизма, диски которых, для удобства эксплуатации, синхронно вращаются в противоположные стороны от одного электродвигателя. Кроме этого она содержит двухпоточную наклонную направляющую, по которой концы подаются к двум подвивочным дискам и прокатываются ими по неподвижным сегментам, а также два схожих стопкособирателя концов, соответственно располагающихся с правой и левой стороны машины.
16.4.3. Нанесение во фланец концов уплотнительной прокладки
После подвивки (загибки) во фланец отштампованных концов наносится уплотнительная прокладка, обеспечивающая герметизацию их фальцевого соединения с корпусом банки. Процесс нанесения уплотнительной прокладки включает в себя заливку герметизирующей пасты во фланец концов, ее высушивание и их охлаждение.
Для герметизации таких фальцевых соединений применяются преимущественно уплотнительные прокладки, получаемые из полимерных дисперсий. В жестебаночном производстве для этих целей применяют водноаммиачную пасту, представляющую собой коллоидно-дисперсную систему, основным компонентом которой является натуральный или синтетический латекс (например, СКС-30П и СКС-50П). Герметизирующие пасты изготовляют также на основе других полимеров (поливинилхлорида, эпоксидных смол и т.д.). Высушиваются латексные пасты при температуре 100 – 120 оС в течение 15 – 20 минут. Масса же высушенной уплотнительной прокладки должна составлять примерно 1,0 – 1,2 миллиграмма на каждый миллиметр длины фальцевого соединительного шва конца с корпусом банки.
Нанесение герметизирующей пасты во фланец отштампованных концов производится на пастозаливочных автоматах, которые в разнообразных конструктивных исполнениях выполняются как однопозиционными, так и многопозиционными роторными.
В частности, однопозиционный пастозаливочный автомат фирмы
«Нагема» (Германия) содержит литую станину 1 (рис.16.23), на которой располагаются:
электродвигатель 2, связанный через клиноременную передачу 3 с приводным валом 4, несущим штурвал 5, и далее через цилиндрическую зубчатую передачу 6, промежуточный вал 7 и зубчатую передачу 8 с основным
190