Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
распределительным валом 9, приводящим в цикловые движения основные исполнительные устройства автомата;
механизм подачи заготовок, салазки 10 которого, приводимые в возвратнопоступательное движение с распределительного вала 9 через диск 11 с кривошипом 12, а также шатун 13, двуплечий рычаг 14 и тягу 15, содержат расположенные по двум сторонам рейки 16 с закрепленными на концах пальцами, движущиеся в пазах основания магазина;
Рис. 16.23. Однопозиционный пастозаливочный автомат фирмы «Нагема»: а) – общий вид; б) – пастозаливочное устройство.
магазин 17, загружаемый вручную стопою подвитых концов;
шпиндель 18 с закрепленным на нем патроном 19, приводимый во вращение с распределительного вала 9 через цилиндрическую зубчатую пару 20, вал 21 и коническую зубчатую пару 22, а также вертикально перемещаемый
вотверстии конического зубчатого колеса за счет прокатывания его ролика 23, в профильной канавке, находящейся на второй стороне диска 11;
191
пастозаливочное устройство, в корпусе 24 (рис.16.23б) которого, прикрепленном к поворотному кронштейну 25, на герметизирующей резиновой диафрагме 26 установлен игольчатый клапан 27, поджимаемый пружиной 28 к раздаточному соплу 29, при этом верхний конец этого клапана соединяется через коромысло 30, качающееся в подвижной опоре 31, с тягой 32, вертикально перемещающейся за счет прокатывания ее нижнего ролика 33 по сдвоенному кулачку 34 распределительного вала 9; в канале кронштейна 25 соосно со шпинделем 18 установлен также вертикально перемещающийся шток 35 пяты 36, воздействующий верхним торцом на качающийся фиксатор 37 подвижной опоры 31;
бак 38, заполняемый пастой и питающий ею через соединительный трубопровод и штуцер 39 рабочую полость пастозаливочного устройства;
компрессор 40, приводимый в действие кривошипно-шатунным механизмом 41, закрепленным на промежуточном валу 7, и соединяющийся общим трубопроводом через ресивер 42, содержащий манометр 43 и предохранительный клапан 44, а также через регулятор давления 45 с баком
38;
магазин 46, принимающий и стапелирующий концы с нанесенной пастой, и установленное перед ним прижимное устройство 47, обеспечивающее промежуточную фиксацию концов до подачи в магазин 46.
Перед началом работы стопу подвитых концов укладывают в магазин 17, бак 38 заполняют пастой, а затем включают электродвигатель 2 и соединенным с ним компрессором 40 через ресивер 42 в бак 38 нагнетается воздух, под давлением которого паста из бака по соединительному трубопроводу через штуцер 39 поступает в рабочую полость корпуса пастозаливочного устройства
изаполняет ее.
Впроцессе работы автомата рейки 16 механизма подачи при перемещении салазок 10 в исходное положение верхними боковыми выступами отделяют в магазине 17 нижний конец от стопы, и он ложится на плоскость стола. Затем при рабочем ходе салазок их рейки 16 нижними выступами захватывают лежащий конец и перемещают его на опущенный патрон 19
шпинделя 18. После этого роликом 23, прокатывающимся в профильной канавке диска 11, вращающийся шпиндель 18 поднимается вместе с патроном 19 и, прижимая уложенный конец 48 к пяте 36, толкает ее вверх, одновременно приводя в синхронное вращение. При этом перемещающимся вверх штоком 35 пяты отклоненный фиксатор 37 поворачивается на своей оси и, входя под подвижную опору 31, стопорит ее. Далее за счет ролика 33, прокатывающегося по сдвоенному кулачку 34, тяга 32 опускается и тянет за собой конец коромысла 30, поднимающего вторым плечом шток игольчатого клапана 27. При этом сопло 29 открывается и из него во фланец вращающегося конца 48 заливается паста в течение двух оборотов шпинделя. После этого механизмы пастозаливочного устройства приводятся в исходное состояние, а опускающийся патрон 19 оставляет залитый конец на столе.
При втором рабочем ходе салазок 10 механизма подачи этот залитый конец подхватывается средними выступами их реек 16 и заталкивается под прижимное устройство 47, располагающееся за патроном, а нижними
192
выступами этих реек на опущенный патрон 19 одновременно подается очередной конец, отделенный от стопы в магазине 17, и цикл повторяется. При следующем рабочем ходе салазок 10 закрепленные на концах их реек 16 пальцы выталкивают залитый конец из-под прижимного устройства 47 и заводят его по скосу основания вниз стопы, накапливаемой из концов в приемном магазине 46.
Если же в очередном цикле конец салазками 10 не подается на опущенный патрон 19 шпинделя 18 (например, из-за их отсутствия в магазине 17), то при очередном подъеме патрона 19 пята 36 попадает в его выточку и не перемещает вверх свой шток 35. При этом фиксатор 37 остается отклоненным и подвижная опора 31 им не стопорится. Далее при ходе тяги 32 вниз опора 31 опускается вместе с коромыслом 30, оставляя игольчатый клапан 27 неподвижным, и паста из сопла 29 в этом случае не выливается.
В рабочем положении поверхность фланца заливаемого конца 48 должна располагаться от торца сопла 29 на расстоянии 1,2 – 1,5 мм. При меньшем расстоянии сопло будет соприкасаться со слоем наносимой пасты, и загрязняться, а при его более высоком расположении струя заливаемой пасты может захватывать с собой воздух, образующий пузырьки и снижающий тем самым качество наносимой уплотнительной прокладки. Количество же наносимой пасты регулируется изменением сечения ее струи, выходящей из сопла 29, при адекватном изменении величины подъема игольчатого клапана
27.
Достоинства этого автомата заключаются в стабильной работе, легкой регулировке его функциональных устройств и механизмов, а также удобном обслуживании. К недостаткам следует отнести относительную сложность механизма привода пастозаливочного устройства и невысокую производительность. Техническая характеристика у приведенного однопозиционного пастозаливочного автомата фирмы «Нагема» следующая:
Производительность, шт./мин …………………………….. 150 – 175; Диаметр заливаемых концов, мм ………………………... 45 – 113; Мощность электропривода, кВт …………………………….. 0,52; Габаритные размеры, мм:
длина ………………………………………………… 1350; ширина ………………………………………………. 1180; высота ……………………………………………….. 1400; Масса, кг ………………………………………………………. 480.
Далее концы с залитой в их фланец герметизирующей пастой подаются на операцию ее высушивания и их охлаждения. Этот процесс обычно осуществляется в установках конвективной сушки непрерывного действия, как автономных, так и входящих в состав роторных многопозиционных пастозаливочных автоматов.
Наиболее распространенные автономные сушильные установки различных производителей устроены примерно одинаково. В частности, такая сушильная установка фирмы «Нагема» (Германия) на сварном каркасе 1 (рис.16.24) содержит:
193
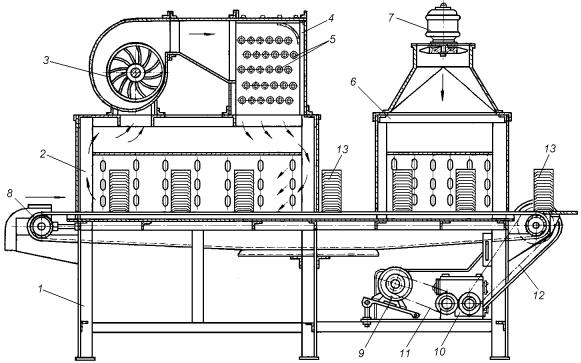
проходную двустенную сушильную камеру 2, на которой располагаются соединенные воздуховодами вентилятор 3 и калорифер 4 с электрическими нагревательными элементами 5;
Рис. 16.24. Сушильная установка фирмы «Нагема»
проходную охлаждающую камеру 6 с закрепленным на ней осевым вентилятором 7;
а также пропущенный через обе камеры горизонтальный пластинчатый транспортер 8, приводимый в непрерывное движение электродвигателем 9 через редуктор 10 и связывающие их цепные передачи 11 и 12.
Камеры 2 и 6 установки с торцов перекрывают двухстворчатые дверцы, открывающиеся в сторону движения пластинчатого полотна транспортера. Вентилятор же 3 засасывает воздух на входе в сушильную камеру 2, а затем через нагревательные элементы 5 калорифера снова нагнетает его в каналы, образованные ее двойными стенками, а оттуда поток нагретого воздуха через отверстия внутренних стенок снова приникает в камеру. Температура нагретого воздуха контролируется термометром и поддерживается на заданном уровне термореле, управляющим температурой нагревательных элементов 5 калорифера. К сушильной камере также подводится вытяжная вентиляция.
При работе сушильную камеру 2 предварительно прогревают, а затем на движущееся полотно транспортера 8 вручную устанавливают стопки 13 концов
снанесенной пастой и те непрерывно перемешаются вначале через сушильную камеру, где потоком горячего воздуха концы постепенно нагреваются, а жидкая фаза нанесенной на них пасты при этом испаряется и уносится воздушным потоком. Затем стопки 13 проходят через камеру 6, где вентилятор 7 обдувает их потоком холодного воздуха, снижающего температуру. На выходе же из камеры стопки охлажденных концов вручную снимаются с транспортера и укладываются в технологическую тару, обеспечивающую их доставку на промежуточный склад или к закаточным автоматам.
194
Техническая характеристика у приведенной сушильной установки фирмы «Нагема» следующая:
Производительность, шт/час …………………………….. до 10 000; Продолжительность сушки, мин .. ……………………………до 20;
Температура сушки, °С …............. …………………………. 65 – 70;
Мощность электродвигателя, кВт:
привода транспортера …………………………………0,6;
вентилятора …………………………………………… 1,0;
осевого вентилятора…………………………………. 0,27; Мощность нагревательных элементов, кВт …………………. 5,0; Габаритные размеры, мм:
длина ………………………………………………….. 3300; ширина …………………………………………………1160;
высота ………………………………………………… 1900; Масса, кг ………………………………………………………... 560.
Сушильные установки такого типа при относительно простом конструктивном исполнении обладают следующими недостатками:
из-за плотной укладки концов в стопе исключается непосредственное воздействие горячего воздуха на пасту, чем существенно удлиняется время сушки;
концы сушатся неравномерно по высоте стопы, так как верхние из них нагреваются интенсивнее нижних;
требуется обслуживающий персонал для установки и съема стоп концов с транспортера;
установка занимает значительную производственную площадь.
Все эти недостатки устранены в сушилках, которые в многопозиционных роторных машинах совмещаются с пастозаливочными устройствами.
К таковым, в частности, относится четырехпозиционный роторный пастозаливочный автомат. На его коробчатой станине 1 (рис.16.25) установлены:
вертикальный магазин 2, загружаемый вручную стопою подвитых концов, и сопрягающийся с ним приемный ротор 3, охватываемый кольцевой направляющей 4, который выносит поштучно концы из магазина;
транспортный ротор 5, охватываемый секторной направляющей 6, который забирает концы из приемного ротора, а также подает их и устанавливает в патроны пастозаливочного ротора;
пастозаливочный ротор, вращающийся диск 7 которого несет четыре радиально расположенных шпинделя с патронами 8 и располагающиеся над ними пастозаливочные головки 9, закрепленные на полой стойке 10, через которую в них подается по трубопроводу из бака паста; конструктивное же исполнение и принцип действия этих головок подобен приведенной на рис.16.23б;
транспортный ротор 11 с секторной направляющей 12, снимающий концы с патронов 8 пастозаливочного ротора, а также переносящий и загружающий их в синхронно вращающуюся сушильную камеру;
195