Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
(вместимостью до 0,5 дм3) производительность применяемого в агрегате экструдера настолько высока, что время выдачи из него заготовки оказывается гораздо меньшим допустимой продолжительности ее экструдирования τЭ, определяемой по формуле (12.2), и тем более времени охлаждения изделия в раздувной форме. Следовательно, непрерывно работающий экструдер способен в таких агрегатах последовательно обслуживать несколько раздувных форм, обеспечивая тем самым более высокую производительность. Этот принцип работы, в частности, реализуется в карусельных многопозиционных экструзионно-раздувных автоматах, содержащих на периодически вращающемся столе несколько установленных с одинаковым шагом раздувных форм. При этом на первой позиции карусельного стола 1 (рис.12.9а) осуществляется выдача заготовки 2 экструдером 3 через головку 4 в раздувную форму 5 и ее смыкание. После же поворота стола на заданный шаг на второй его позиции производится раздув изделия в сомкнутой форме 6 из ранее экструдированной заготовки, а на третьей промежуточной позиции в это время уже изготовленное изделие продолжает охлаждаться в форме 7. На четвертой позиции карусельного стола очередная форма 8 в это время размыкается и из нее удаляется готовое изделие, а затем осуществляется очередной поворот карусельного стола 1 и далее все операции процесса повторяются на всех позициях одновременно в следующем технологическом цикле. Время же выстоя карусельного стола и соответственно продолжительность цикла изготовления очередного изделия определяются наиболее продолжительной операцией, которая обычно заключается в выдаче заготовки экструдером в раздувную форму и смыкании формы на первой позиции.
Рис. 12.9. Схемы исполнения экструзионно-раздувных агрегатов
При изготовлении изделий средних размеров (вместимостью до 5 дм3) время τЭ выдачи экструдером более объемных заготовок существенно возрастает и в результате становится соизмеримым с суммарным временем всех последующих стадий технологического цикла. Поэтому для изготовления таких изделий целесообразно применять одноили двухпозиционные экструзионнораздувные агрегаты соответственно с одной стационарной или двумя возвратно-поступательно перемещающимися раздувными формами. При этом в более производительных двухпозиционных агрегатах (рис.12.9б) пока на первой позиции в раскрытую раздувную форму 1 из экструдера 2 через головку
81
3 выдается трубчатая заготовка 4 и осуществляется смыкание формы, в это время на второй позиции производится раздув изделия в сомкнутой форме 5 из ранее экструдированной заготовки, а также его охлаждение и удаление из размыкающейся формы. Затем формы подающим механизмом 6 поступательно перемещаются на шаг так, чтобы разомкнутая форма 5 стала соосно с экструзионной готовкой 3 и цикл повторяется. При использовании многоручьевой экструзионной головки 3, выдающей одновременно несколько трубчатых заготовок 4 в многоместную раздувную форму 1, на таких агрегатах можно изготовлять в одном цикле и по нескольку малогабаритных изделий. Применяются также экструзионно-раздувные агрегаты, в которых для увеличения скорости выдавливания заготовки на одну формующую головку одновременно работают два одночервячных экструдера.
При изготовлении крупногабаритной тары (вместимостью более 5 дм3) скорость выдачи заготовки большой длины должна быть высокой, что следует из формулы (12.1). Кроме этого такая заготовка по мере выхода из головки экструдера с недостаточно высокой скоростью склонна вытягиваться в верхней более пластичной части под воздействием собственного веса, что вызывает уменьшение площади ее поперечного сечения и соответственно разнотолщинность стенок у изготовляемого изделия. Поскольку даже высокопроизводительные экструдеры не обеспечивают необходимую скорость выдачи больших заготовок, то экструзионно-раздувные агрегаты, предназначенные для изготовления крупногабаритных изделий, выполняются со специальным аккумулирующим устройством 1 (рис.12.9в), которое накапливает требуемый объем пластифицируемого экструдером 2 материала, а затем поршнем, перемещаемым от гидроцилиндра 3, выдавливает его с высокой скоростью через формующий канал головки 4, выдающей трубчатую заготовку 5 в разомкнутую форму 6. В таких агрегатах время заполнения аккумулятора (копильника) 1 пластифицированным материалом из экструдера 2 соизмеримо с суммарным временем всех последующих стадий технологического цикла, поэтому изготовляются они, как правило, однопозиционными. Объемную же скорость V потока пластифицированного материала, выдавливаемого поршнем копильника из формующего канала экструзионной головки, можно рассчитать по следующей формуле:
|
p d |
|
|
|
2 |
V |
12 |
l |
|
||
, см3/с
(12.5)
где p – давление, создаваемое поршнем в пластифицированном материале до его выхода из отверстия головки, кгс/см2;
d, δ и l – средний диаметр, ширина и длина формующего канала головки соответственно, см;
µ– динамическая вязкость пластифицированного материала, (дин∙с)/см2.
Вэкструзионно-раздувных агрегатах аккумулирующее устройство
(копильник) может располагаться вертикально, наклонно или горизонтально. При наклонном или горизонтальном расположении копильника он обычно закрепляется вместе с экструдером на общей станине. Недостатком же такой компоновки является то, что выдавливаемому из копильника потоку расплава в экструзионной головке создается повышенное сопротивление, из-за изменения
82
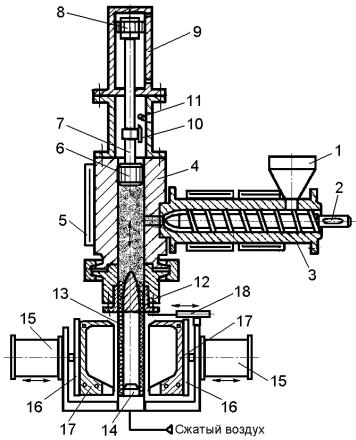
направления движения на вертикальное. Вследствие этого наибольшее распространение получили агрегаты различных мощностей с вертикальным расположением копильника. В них гранулированный материал захватывается из бункера 1 (рис.12.10) червяком 2 экструдера и перемещается вдоль нагретых стенок материального цилиндра 3. При этом гранулы сжимаются, а затем материал пластифицируется, интенсивно перемешивается и гомогенизируется в однородный расплав, продавливаемый через соединительный канал в копильник 4, обогреваемый кольцевыми электронагревательными элементами сопротивления (ТЭНами) 5. Под давлением подаваемого и накапливающегося расплава плунжер 6 копильника постепенно перемещается вверх вместе с присоединенным к нему через шток 7 поршнем 8 гидроцилиндра 9. В этот период поршневая полость гидроцилиндра соединяется со сливной магистралью через подпорный клапан, создающий в ней противодавление, которое способствует уплотнению расплава в копильнике и удалению из него воздуха.
Рис. 12.10. Функциональная схема вертикального экструзионно-раздувного агрегата с копильником
При накоплении требуемого объема расплава закрепленный на штоке 7 кулачок 10, положение которого регулируется, воздействует на конечный выключатель 11, подающий команду в систему управления на переключение гидроцилиндра 9 в режим рабочего хода. При этом его поршень 8 ускоренно перемещает вниз плунжер 6, а он в свою очередь выдавливает с высокой скоростью из полости копильника накопленную дозу пластифицированного материала в головку 12, формующую из него в своем кольцевом канале очередную трубчатую заготовку 13. Червяк же 2 экструдера в этот период
83
продолжает вращаться, предотвращая обратное выдавливание расплава из копильника. В конце хода плунжера 6 выдавливаемая заготовка 13 находит своим нижним торцом на ниппель 14 и в этот момент срабатывающими гидроцилиндрами 15 сводятся плиты 16 с полуформами 17. В результате раздувная форма смыкается и с усилием, развиваемым гидроцилиндрами 15, запирается. При этом на ниппеле 14 сопрягающимися поверхностями полуформ формируется наружная поверхность горловины изготовляемой тары, а верх трубчатой заготовки пережимается торцами (пресс-кантами) формы и сваривается. Далее срабатывает пневмоклапан, открывающий магистраль подачи через ниппель 14 в заготовку сжатого воздуха, раздувающего ее в изделие, плотно прижимаемое к стенкам полости формы. После выдержки времени, необходимого для охлаждения материала до достижения механической прочности, пневмоклапан выключается, перекрывая при этом магистраль сжатого воздуха и соединяя канал ниппеля 14 с атмосферой. Затем обратным ходом штоков гидроцилиндров 15 плиты 16 разводятся вместе с полуформами 17, и изготовленная тара удаляется из разомкнутой формы. Одновременно приводимым в действие ножом 18 с торца экструзионной головки 12 срезается и удаляется остывший пережатый конец заготовки 13. Непрерывно вращающийся червяк 2 экструдера за это время заполняет копильник 4 новой порцией пластифицированного материала и далее цикл повторяется. С целью повышения производительности экструзионно-раздувные агрегаты, предназначенные для изготовления пластмассовой тары большой массы и вместимости (более 0,5 м3), могут выполняться с копильником, который наполняют два и более одновременно работающих одночервячных экструдера.
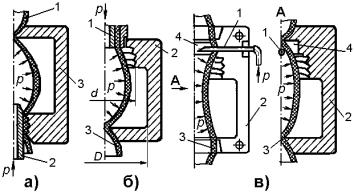
Рис. 12.11. Способы раздува трубчатой заготовки в форме
При формовании изделия применяется три способа раздува экструдируемой трубчатой заготовки в форме: подачей сжатого воздуха через ниппель, расположенный снизу заготовки (рис.12.11а); подачей сжатого воздуха через дорн экструзионной головки (рис.12.11б) и подачей сжатого воздуха через раздувную иглу, прокалывающую заготовку при смыкании формы (рис.12.11в). Выбор же способа раздува зависит в основном от конфигурации и назначения изготовляемого изделия.
Время полного цикла τц изготовления изделия в экструзионно-раздувном агрегате рассчитывается по формуле:
Ц В С Р О Раз И , с |
(12.6) |
84
где τВ – длительность процесса выдачи заготовки; τС – длительность процесса смыкания формы; τР – длительность процесса раздува заготовки;
τО – длительность процесса охлаждения заготовки; τРаз – длительность процесса размыкания формы;
τИ – длительность процесса извлечения из формы готового изделия.
Длительность процесса выдачи заготовки τВ определяется в свою очередь по формуле:
|
|
|
L |
З |
|
|
|
|
|||
|
|
|
|
|
|
|
В |
|
v |
|
|
|
|
|
З |
||
|
|
|
|
||
, с
(12.7)
где LЗ – длина экструдируемой заготовки, см;
vЗ –скорость выдачи заготовки из экструзионной головки, см/с.
Длительность процессов смыкания τС и размыкания τРаз формы определяется по формуле:
|
|
|
|
|
L |
П |
|
|
|
||||
|
|
|
|
|
|
|
|
С |
|
Раз |
|
v |
|
|
|
|
|
|
|
|
|
|
|
|
|
С |
|
, с
(12.8)
где LП – расстояние между разомкнутыми полуформами в свету, см;
vЗ –скорость смыкания полуформ, см/с; принимается в соответствии с рекомендациями ГОСТ10767-87.
Независимо от способа подачи сжатого воздуха на раздув заготовки его рабочее давление несколько повышается вследствие расширения от нагрева. Это увеличение давления определяется уравнением:
р2 р1 Т 2 , кг/см2 (12.9)
Т
1
где р2 – давление сжатого воздуха при повышенной температуре Т2, кг/см2; р1 – давление сжатого воздуха при температуре Т1, кг/см2.
Повышение давления нагретого воздуха приводит к увеличению внутреннего давления на стенки формуемого изделия и снижению количества сжатого воздуха, расходуемого за цикл. С учетом изложенного длительность процесса раздува заготовки τР определяется из зависимости:
|
Р |
|
|
V |
|
|
|
1 |
||
|
c |
|
|
|
|
|
p |
2 |
p |
|
1 |
|
|
|
p |
|
|
1 |
, с
(12.10)
где V – объем раздуваемого изделия, см3;
с – скорость прохождения сжатого воздуха, определяемая в зависимости от
диаметра сопла и давления в подводящей пневмомагистрали (таблица 12.1), см3/с;
р2 р1 – величина, учитывающая, в какой мере уменьшается время подачи
р1
сжатого воздуха в форму вследствие повышения давления воздуха при нагревании.
Длительность процесса охлаждения заготовки τО определяется по зависимости:
85