Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
Рис. 12.15. Четырехпозиционный многоместный инжекционно-раздувной агрегат модели АИПТ-0,5
Механизм 18, который своим вилочным захватом, перемещающимся с кареткой от гидромотора через зубчатую передачу шестерня – рейка, снимает с третьего комплекта оправок 10 готовые изделия и направляет их в технологическую тару;
Блок 19, контролирующий своими щуповыми датчиками исправность четвертого комплекта оправок 10, а также отсутствие на них изделий и их частей;
Гидростанция 20, обеспечивающая подачу масла под заданным давлением из бака через коммутационные и регулирующие гидроустройства, находящиеся на панели 21, к гидроприводам всех исполнительных устройств и механизмов агрегата;
Стойка управления 22, содержащая контроллер 23 микропроцессорный МКП-
1и пульт наладочный 24;
Блоки распределительные 25 и 26, содержащие электромонтажные соединительные элементы, платы, коммутационные и другие электрические устройства агрегата;
Пневмосистема с блоком подготовки воздуха 27, распределительными и другими пневмоустройствами, обеспечивающая очистку и подачу сжатого воздуха в раздувную форму 16;
91
Напорный 28 и сливной 29 коллекторы, обеспечивающие подачу проточной воды к охлаждаемым узлам и формам агрегата.
Впроцессе работы агрегата гранулированный материал из бункера 6 поступает самотеком в материальный цилиндр 3, где захватывается вращающимся червяком и транспортируется им в переднюю часть цилиндра, одновременно нагреваясь от его стенок и трения до вязкотекучего состояния. При этом червяк отходит назад, а порция пластифицированного материала накапливается перед ним. Затем поступательным движением червяка вперед от штока гидроцилиндра 5 материал впрыскивается через сопло цилиндра, а также закрепленную на нем обогреваемую головку 13 и стыковочную колодку 14 в формующие полости сомкнутой трехместной литьевой формы 12 и там из него на оправках 10 под давлением формуются ампулообразные заготовки, охлаждаемые до пластичного состояния водой, циркулирующей по каналам формы 12.
Одновременно в сомкнутой выдувной форме 16, размещенной в механизме смыкания 15, ранее отлитые в форме 12 заготовки раздуваются в готовые изделия. Для этого в осевой канал каждой оправки 10 второго комплекта подается сжатый воздух, под давлением которого ее головка, преодолевая усилие возвращающей пружины, смещается вперед и продольно растягивает пластичную заготовку, а также открывает на корпусе оправки поясок с радиальными отверстиями, через которые сжатый воздух поступает внутрь заготовки и раздувает ее в изделие по конфигурации оформляющей полости формы, которая охлаждается при этом проточной водой, циркулирующей по ее каналам.
Вэто же время механизм 18 своим вилочным захватом, перемещающимся с кареткой от гидромотора, снимает с третьего комплекта оправок 10 готовые изделия, сбрасывает их в технологическую тару и возвращается в исходное положение.
Одновременно щуповые датчики блока 19, контактирующие с четвертым комплектом оправок 10, проверяют отсутствие на них неудаленных частей от бракованных изделий и налипшей пластмассы, а также работоспособность самих оправок. При выявлении этих факторов на оправках блок 19 останавливает работу агрегата для их устранения, а затем он оператором с пульта управления снова включается в автоматическую работу.
После завершения приведенных действий на всех четырех технологических позициях агрегата срабатывает механизм запирания 11 и, перемещая вверх подвижную плиту, раскрывает литьевую форму 12, а механизмом 15 и блоком 17 в это же время раскрывается выдувная форма 16. Далее штоком приводного гидроцилиндра револьверный стол 9 перемещается в верхнее положение, затем гидромотором поворачивается в плане на 90о с фиксацией положения и снова возвращается в нижнее исходное положение, перенося при этом на оправках 10 отлитые ампулообразные заготовки на вторую технологическую позицию, а готовые изделия – на третью позицию. После этого механизмами 11, 15 и 17 формы 12 и 16 снова смыкаются и цикл повторяется. Агрегат может работать в наладочном, полуавтоматическом и автоматическом режимах.
Техническая характеристика у агрегата модели АИПТ-0,5 следующая: Производительность, изделий/ч., не менее .………………………. 500; Усилие запирания инструмента, кН, не менее:
литьевого ……………………………………………….. 250;
92
раздувного ………………………………………………... 30;
Наибольший ход подвижных плит механизмов запирания инструмента, мм ………………………………………. 200;
Высота устанавливаемого инструмента, мм, не менее…………… 200; Наибольшее давление литья, МПа ………………………………… 120; Наибольший объем впрыска за цикл, см3………………………….. 130; Наибольшая температура в зоне пластикации, оС ………………... 330; Питание: переменный ток: частотой, Гц ………………………….. 50;
напряжением, В …………………………………………. 380;
сжатый воздух под давлением, МПа .……………. 0,4 – 0,6; Потребляемая мощность, кВт, не более …………………………… 15; Габаритные размеры, мм …………………………..3400 х 1380 х 1700;
Масса, кг, не более …………………………………………………2000;
Агрегат обслуживается одним человеком.
В трех- и четырехпозиционных инжекционно-раздувных агрегатах достигается более высокая цикловая производительность в сравнении с двухпозиционными за счет того, что съем готовых изделий с оправок осуществляется на отдельной технологической позиции одновременно с процессами формования заготовок и раздува готовых изделий. А из этих агрегатов самую высокую производительность обеспечивают многоместные, так как в них изделия изготовляются еще и несколькими параллельными потоками, при минимальном количестве отходов. Инжекционно-раздувным формованием получают изделия и более высокого качества в сравнении экструзионно-раздувным формованием, за счет выполнения у них калиброванной горловины; отсутствия сварных швов; более равномерной толщины стенок, а также их большей прочности, прозрачности, гладкости и уменьшенной газопроницаемости, из-за применения продольного и тангенциального растяжений заготовки при формовании, что приводит к возникновению двухосной ориентации полимера. Однако инжекционно-раздувные агрегаты нельзя применять для переработки высоковязких полимерных материалов.
12.4. Оборудование для раздува изделий из преформ
Из-за очевидной неэффективности транспортировки готовых пластмассовых бутылок, занимающих большие объемы, производители жидкой продукции обычно изготовляют их из ампулообразных заготовок (преформ) на своих предприятиях. Сами же преформы, в десятки раз меньшие по объему, при этом поставляются им специализированными предприятиями. Широкому распространению таких технологий способствует несложное и относительно доступное оборудование, применяемое для раздува из преформ, а также высокое качество изготовляемой тары. Наиболее широко применяемым материалом в производстве такой тары является полиэтилентерефталат (ПЭТ) и ассортимент выпускаемых из него ПЭТ-преформ чрезвычайно велик. Достаточно сказать, что только одна фирма «RESILUX» выпускает более 12 типоразмеров ПЭТ-преформ, семь из которых предназначены для раздува бутылок под газированные напитки. Кроме того, преформы одинаковой массы, но различных фирм-изготовителей имеют различия, как по конфигурации, так и размерам. Выбор типа и массы преформы регламентируется объемом тары,
93
которую намерены формовать, а также ее конфигурацией и заданными барьерными свойствами, зависящими от материала и толщины стенок тары. Например, в зависимости от степени насыщения содержимого углекислотой, составляющей от 2 до 10 г на 1 дм3, толщину стенок бутылок увеличивают до 0,2 мм для слабогазированных минеральных и фруктовых вод, не предназначенных для длительного хранения, и до 0,36 – 0,38 мм для сильногазированных напитков типа «Coca-Cola». Еще более увеличивают толщину бутылок, предназначенных для многоразового использования. Так, например, фирма «SIDEL», специализирующаяся на выпуске бутылок, близких по форме к стеклянным, выбирает массу преформы, обеспечивающую толщину стенок не менее 0,5 мм. Чем толще стенка бутылки, тем лучше ее показатели, однако и стоимость бутылки при этом возрастает почти прямо пропорционально увеличению массы преформы.
В идеале, под каждую разновидность тары и тип применяемого для ее изготовления раздувного оборудования должна разрабатываться своя с оптимальными параметрами преформа, чем и объясняется существующее многообразие их форм и размеров. Однако на практике далеко не каждый производитель бутылок может позволить себе заказать оптимальные преформы и поэтому вынужден довольствоваться теми, что есть на рынке. По своей же конфигурации все разновидности применяемых преформ можно разделить на следующие три основные группы (рис.12.16): универсальные, толстостенные и укороченные.
Рис. 12.16. Конструктивные исполнения преформ
Универсальная преформа при качественном изготовлении достаточно хорошо и быстро (за 3 – 4 мин) прогревается, не разрушается при продольном растяжении и пригодна к окончательному формованию сжатым воздухом давлением около 1 МПа. Типичным образцом универсальной преформы является широко распространенная преформа «ОПТИМУМ» (рис.12.16а), которая при массе 42 г выполняется длинной 148 мм и с толщиной стенки 3 мм. Толстостенная преформа (рис.12.16б) по сравнению с универсальной проще в изготовлении. Однако она требует более длительного нахождения в зонах разогрева, что невозможно реализовать, например, на полуавтоматах типа «HFB2H» из Гонконга и аналогичном оборудовании фирм «ENITAL», «STECA» и др. Укороченная преформа (рис.12.16в) предназначена для раздува тары только на мощном оборудовании с давлением воздуха до 4 МПа. Поэтому изготовить,
94
например, на полуавтоматах качественную бутылку из таких преформ чрезвычайно сложно.
Раздувное технологическое оборудование, различающееся по производительности, универсальности, уровню автоматизации процесса и, соответственно, стоимости производится во многих странах, в том числе Франции, Италии, Германии, Польше, Бельгии, Китае, России и других. В частности такие мощные специализированные автоматы производительностью до 12 тысяч бутылок в час, например, французской фирмы «STECA» предлагаются за 60 000 USD, а дешевые китайские полуавтоматы производительностью 500 – 600 бутылок в час можно приобрести менее чем за 20 000 USD. При этом широкому распространению таких полуавтоматов способствует не только низкая стоимость и простота в эксплуатации, но и их пригодность для работы практически в любом электрифицированном помещении, включая мобильный вариант – в прицепе, например, автомашины типа КамАЗ. Кроме этого малогабаритные и экономичные полуавтоматы позволяют в кратчайшие сроки заменять в них формы для выпуска бутылок разных объемов, форм и назначения, в то время как высокопроизводительное автоматическое раздувное оборудование такими возможностями не обладает.
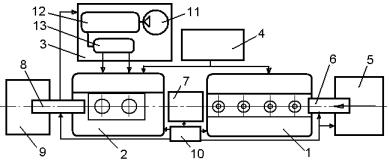
Автоматизированные комплексы для раздува бутылок, отличающиеся большим количеством вариантов исполнения, могут включать в себя такие функциональные устройства, как: станция 1 (рис.12.17) разогрева преформ, раздувной агрегат 2, станция 3 подготовки сжатого воздуха, система охлаждения 4, бункер 5 с преформами, загрузочно-ориентирующее устройство 6, манипулятор 7 переноса преформ, отводящий транспортер 8, накопительный бункер 9 и электрооборудование 10 с микропроцессорным контроллером.
Рис. 12.17. Функциональная схема автоматизированного комплекса для раздува бутылок
При этом станция 1 осуществляет разогрев помещенных в нее преформ до рабочей температуры Тр, соответствующей пластичному состоянию материала и поддерживаемой с точностью до 3 оС. По принципу действия их можно разделить на две группы. Первую группу составляют станции разогрева конвейерного типа. В них преформы двигаются вдоль ТЭНов и равномерно вращаются. При этом ТЭНы, разнесенные по высоте, образуют от 4 до 6 зон управляемого разогрева, что позволяет работать с преформами практически любой конфигурации. Вторую группу составляют станции разогрева погружного типа. В них преформы размещаются в гнездах разогретых плит и находятся там неподвижно в течение 10 – 16 мин. Такие станции имеют не
95