Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
В процессе работы машины гранулированный материал из бункера 10 поступает самотеком в материальный цилиндр 8, где захватывается вращающимся червяком 11 и транспортируется им в переднюю часть цилиндра одновременно нагреваясь от его стенок и трения с червяком до вязкотекучего состояния. При этом червяк отходит назад, а порция пластифицированного материала накапливается перед ним.
Рис.13.1. Схема горизонтальной одночервячной литьевой машины
Далее поступательным движением червяка 11 вперед от штока гидроцилиндра 13 материал впрыскивается через сопло цилиндра в сомкнутую литьевую форму 7, закрепленную на плитах 3 и 6 машины. После охлаждения изделия водой, циркулирующей по каналам формы 7, подвижная плита 3 отводится штоком 4 гидроцилиндра 5 от неподвижной, готовое изделие удаляется из размыкающейся формы 7 и цикл повторяется.
Более подробно рассмотрим устройство и принцип действия пневматического поршневого литьевого термопластавтомата модели АЛТ-5,
применяемого для изготовления элементов упаковки и других деталей объемом до 6 см3 методом литья под давлением из термопластичных материалов. Он состоит из таких основных составных частей (рис.13.2), как станина, дозатор, литьевая головка, пневмопрессовое устройство, механизм запирания прессформы (инструмента), а также пневмосистемы и электрооборудования с пультом управления.
Станина обеспечивает крепление всех составных частей термопластавтомата
исостоит из сварного каркаса 1, регулируемых опор 2, стола 3, полых вертикальных стоек 4, перекладины 5, отводящего лотка 6, а также защитных ограждений 7 с шарнирной дверцей 8.
Дозатор обеспечивает, в свою очередь, порционную подачу гранулированного материала в литьевую головку. Он состоит из бункера 9 со смотровым окном 10, соединяющегося через отверстие с цилиндрическим каналом 11 корпуса 12 (рис.13.3), где установлен поршень 13 с втулкой 14 регулирования его хода, соединённый штоком 15 с тягой 16 качающейся скобы 17, взаимодействующей с кулачком 18 на штоке 19 и преобразующей вертикальное движение штока с кулачком 18 в горизонтальное перемещение поршня 13. В зоне сопряжения канала 11 с загрузочным окном корпуса 20 литьевой головки установлены направляющий лоток 21, а также шторка 22 и перегородка 23, частично перекрывающие это окно и препятствующие самопроизвольному перетеканию гранулированного материала из бункера 9 в полость корпуса 20.
101
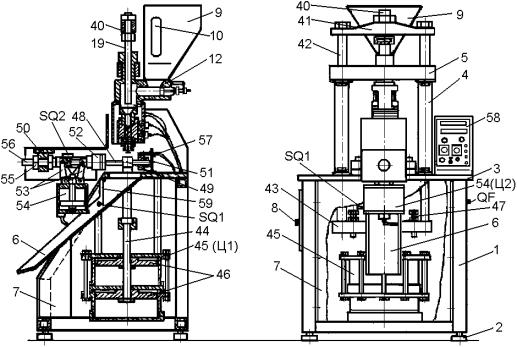
Рис.13.2. Термопластавтомат литьевой модели АЛТ-5
В литьевой головке осуществляется пластификация гранулированного полимерного материала. Она состоит из закреплённого в перекладине 5 станины корпуса 20 (рис.13.3), в котором по направляющей втулке 24 перемещается шток 19 с плунжером 25 пневмопрессового устройства. В нижней части корпуса 20 соосно плунжеру 25 установлены соединенные между собой воронка 26 и инжекционный цилиндр 27, при этом воронка 26 опирается на цилиндрическую пружину 28, располагающуюся в направляющей втулке 29, закреплённой в корпусе 20 фиксирующими винтами 30 и несущей защитный кожух 31. В нижней полости инжекционного цилиндра 27 установлена торпеда 32 с четырьмя симметрично расположенными на наружной поверхности винтовыми канавками, обеспечивающая равномерный нагрев и перемешивание пластифицированного материала при впрыске в пресс-форму. Торпеда закрепляется в цилиндре вворачиваемой снизу втулкой 33, несущей сопло 34, герметично сопрягающееся с ней по коническому притёртому пояску от запирающего усилия пружины 35, поджатой гайкой 36. На инжекционном цилиндре установлены также два электронагревательных элемента сопротивления ЕН1, ЕН2, соединённых через закрытую кожухом 37 клеммную колодку 38 с кабелем питания 39 и два датчика ВК1, ВК2 контроля температуры нагрева цилиндра.
Пневмопрессовое устройство обеспечивает подачу пластифицированного материала под давлением из литьевой головки в пресс-форму и включает в себя шток 19 с плунжером 25, соединённый через винтовой захват 40 с траверсой 41 (рис.13.2), закреплённой на двух вертикальных колонках 42, проходящих через полые стойки 4 станины и соединённых через нижнюю траверсу 43 со штоком 44 пневмоцилиндра 45, несущим поршни 46, расположенные в двух последовательных пневмокамерах. При этом на нижней траверсе 43 содержатся два регулируемых упора 47 ограничения вертикального хода штока пневмоцилиндра 45 и связанного с ним плунжера 25.
102
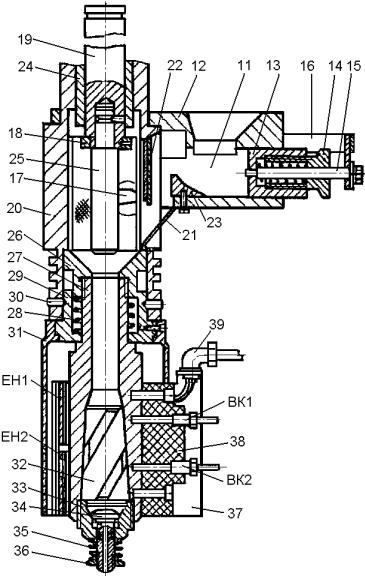
Рис.13.3. Литьевая головка термопластавтомата модели АЛТ-5
Механизмом запирания (закрытия) пресс-формы (инструмента) осуществляется сведение полуформ и удержание пресс-формы в закрытом положении
впроцессе подачи в неё под давлением пластифицированного материала, а также раскрытие пресс-формы для удаления из неё отлитого изделия. Состоит этот механизм из двух горизонтально расположенных направляющих колонок 48 (рис.13.2), закреплённых кронштейнами 49 на столе 3 , и установленных на них трёх плит – неподвижных передней 50 и задней 51, а также подвижной промежуточной 52, перемещающейся по колонкам шарнирно-рычажной системой 53 от пневмоцилиндра 54. Для регулирования расстояния между плитами 51 и 52, по закрытой высоте, закрепляемой на них пресс-формы, в передней плите 50 механизма располагается фиксируемая гайками 55 винтовая опора 56 с датчиком SQ2 контроля закрытия формы.
Пневмосистема обеспечивает подачу сжатого воздуха в силовые пневмоцилиндры 45(Ц1) и 54(Ц2) термопластавтомата по управляющим командам с пульта управления и включает в себя соединённые гибкими трубками в схему (рис.13.4) блок подготовки воздуха Б1; распределители Р1 и Р2; дроссели Др1, Др2 и ДрЗ; пневмоглушители Г1 – Г4; пневмоцилиндры Ц1 и Ц2; а также сопло 57 (рис.13.2) обдува пресс-формы.
103
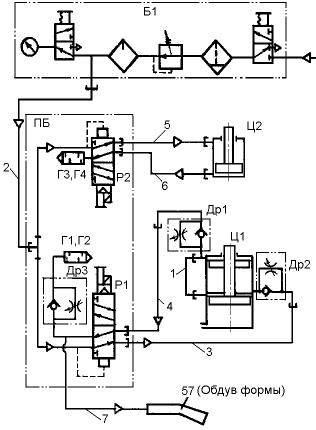
Рис.13.4. Схема пневматическая принципиальная термопластавтомата модели АЛТ-5
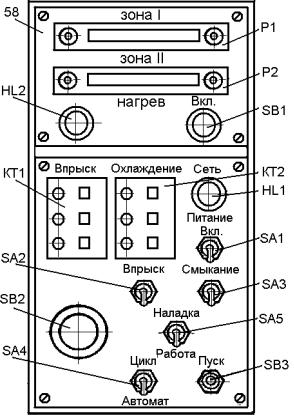
Электрооборудование обеспечивает работу термопластавтомата в режимах "НАЛАДКА", "ЦИКЛ", "АВТОМАТ" и содержит пульт 58, на лицевой панели которого располагаются следующие органы управления (рис.13.5):
•регуляторы температуры Р1и Р2 электронагревателей ЕН1 и ЕН2;
•кнопка SB1 включения питания в схему электронагревателей ЕН1 и ЕН2;
•световой индикатор HL2 подачи питания в схему электронагревателей ЕН1 и ЕН2;
•реле КТ1, обеспечивающее установку и выдержку времени впрыска пластифицированного материала в пресс-форму;
•реле КТ2, обеспечивающее установку и выдержку времени охлаждения отливки в пресс-форме;
•тумблер SA1 включения питания в электросхему и сетевой индикатор HL1 наличия напряжения питания в схеме электрооборудования;
•красная кнопка SB2 - "ОБЩИЙ СТОП";
•тумблер SA2 включения механизма впрыска материала в режиме "НАЛАДКА";
•тумблер SA3 включения механизма смыкания пресс-формы в режиме "НАЛАДКА";
•тумблер SA5 включения одного из режимов управления: "НАЛАДКА" или "РАБОТА";
•тумблер SA4 включения режимов работы "ЦИКЛ" или "АВТОМАТ";
•кнопка SB3 поциклового включения в работу; при нажатии этой кнопки автоматически выполняется один законченный рабочий цикл с остановкой работы до следующего нажатия кнопки.
104
Всё электрооборудование размещается внутри пульта 58 и на исполнительных механизмах термопластавтомата и соединено между собой электромонтажом в соответствии со схемой электрической принципиальной
Рис.13.5. Пульт управления автомата модели АЛТ-5
Работа термопластавтомата осуществляется следующим образом. После загрузки в бункер 9 гранулированного материала, тумблером SA1 включается электропитание, а вентилем на блоке подготовки воздуха Б1 подача в пневмосистему сжатого воздуха. Далее на регуляторах температуры Р1 и Р2 устанавливается требуемая температура нагрева материала, нажатием кнопки SB1 подаётся напряжение питания на электронагреватели ЕН1, ЕН2 и после разогрева ими литьевой головки до заданной температуры термопластавтомат включается нажатием кнопки SB3 "ПУСК" в работу по следующему циклу:
Срабатывает пневмоцилиндр 54 (Ц2) и выдвижением его штока через шарнирно-рычажную систему 53 производится запирание пресс-формы и включение датчика SQ2 контроля закрытия формы.
По сигналу датчика SQ2 включается реле времени КТ1 и распределитель Р1, подающий сжатый воздух в пневмоцилиндр 45 (Ц1), которым при втягивании штока 44 через систему передачи движения плунжер 25 вводится в инжекционный цилиндр 27, заполненный пластифицированным материалом. Здесь материал сжимается плунжером в закрытом объёме и цилиндр 27 начинает опускаться вниз вместе с плунжером, сжимая через воронку 26 пружину 28 до тех пор, пока сопло 34, прижавшись рабочим концом к литниковому каналу пресс-формы, преодолевая усилие пружины 35, не вдавится внутрь цилиндра 27 до открытия в нём канала, по которому пластифицированный материал, обтекая торпеду 32, впрыскивается из цилиндра в пресс-форму, заполняет её и выдерживается под давлением в течение времени, установленного на реле КТ1.
105