Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
пуансонов 6 и 7 с выталкивателем 8, и производит прессование материала в изделие 9, а также на специализированных прессах, где замыкание установленной на плите 1 (рис.13.8в) пресс-формы 2 производится верхним плунжером 3 пресса, а нагнетание в нее пластифицированной массы, формирующей изделие 5, – нижним поршнем 4 пресса. Применением для пластикации материала червячных машин можно значительно повысить производительность процесса и улучшить качество получаемых изделий. Применяется литьевое прессование для формования тары и деталей упаковки сложной конфигурации и с тонкими стенками, а также имеющих различную толщину стенок.
Прессы, применяемые для изготовления изделий из пластмасс, классифицируются следующим образом:
по технологическим признакам – на прессы для компрессионного и трансферного прессования;
по степени автоматизации – на прессы с ручным, полуавтоматическим и автоматическим управлением;
по типу привода – на прессы с групповым и индивидуальным приводом;
по конструктивному исполнению – на прессы колонные и рамные с вертикальным и горизонтальным расположением станины;
по расположению главных (рабочих) цилиндров – на прессы с верхним или нижним цилиндром, вертикальные и угловые, с двумя рабочими цилиндрами;
по количеству плит – на одноэтажные, двухэтажные и многоэтажные прессы;
по количеству позиций формования и кинематической связи между формующим инструментом и оборудованием – на однопозиционные, многопозиционные, карусельные и роторные прессы.
Основным параметром применяемых прессов, определяющим их возможности, является усилие прессования. К другим важным характеристикам относятся: площадь прессования и максимальное расстояние между плитами пресса; скорость движения плит; усилие выталкивания и ход выталкивателя полученных изделий; мощность привода и нагревателей; габаритные размеры и масса машины.
Внастоящее время широкое распространение получили прессы с индивидуальным гидравлическим приводом. Эти прессы имеют рамную (рис.13.9а) либо колонную конструкцию станины и верхнее или нижнее расположение главного (прессующего) гидроцилиндра, а сама гидростанция обычно располагается при этом сзади или сбоку от пресса. Индивидуальный гидропривод включает в себя закрепленные на станине пресса 1 (рис.13.9б) главный 2 и выталкивающий 3 гидроцилиндры, которые соединяются с гидросистемой, содержащей распределители 4 и 5, циркуляционные клапаны высокого 6 и низкого 7 давления, масляные насосы высокого 8 и низкого 9 давления, а также бак 10 с маслом.
С приведенным индивидуальным гидроприводом выполнен, например, полуавтоматический пресс, состоящий из сварной станины 1 (рис.13.9а), главного 2 и выталкивающего 3 гидроцилиндров с дифференциальными
111
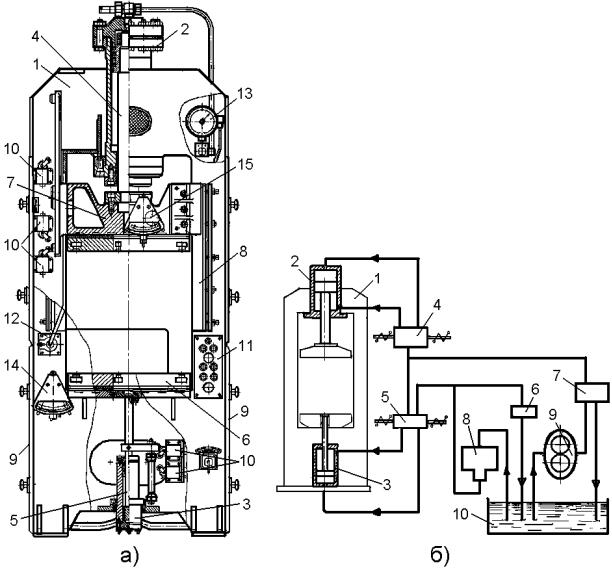
плунжерами 4 и 5 соответственно, а также нижнего стола 6, подвижной плиты 7 и направляющих призм 8.
Рис.13.9. Гидравлический рамный пресс с индивидуальным приводом
Сама гидростанция располагается при этом сзади пресса, а электроаппаратура управления прессом и обогревом пресс-формы находится в нижних нишах стоек его станины, герметично закрытых панелями 9. В верхней же нише левой стойки пресса установлены регулируемые по высоте кулачки и три взаимодействующих с ними конечных выключателя 10. Еще два таких же конечных выключателя 10 располагаются в нижней части станины, где сблокированы с выталкивателем. На передней панели станины пресса располагаются пульт управления 11, арматура местного освещения 12, манометр 13 с дроссельным вентилем и терморегулятор 14. Второй терморегулятор 15, задающий температуру пуансона пресс-формы, во избежание излишних перегибов капиллярной трубки, закреплен на подвижной плите 7. Для уменьшения нагрева плит пресса нижнюю и верхнюю части пресс-формы крепят к ним через теплоизоляционные прокладки, выполненные из асбоцемента.
Технологический процесс производства литьевой и прессованной тары состоит из подготовительных операций (окрашивание, сушка материала,
112
приготовление исходной смеси), основных операций по формообразованию изделий и заключительных операций (удаление литников и грата, механическая обработка, переработка отходов во вторичное сырье). В таком производстве наряду с основным технологическим оборудованием соответственно используется и разнообразное вспомогательное оборудование, обеспечивающее например, приготовление сырья, его сушку и дозирование; таблетирование и предварительный нагрев материала; загрузку материала в пресс-формы; удаление литников, грата и механическую обработку изделий; а также переработку отходов.
14. ПРОИЗВОДСТВО ТАРЫ ИЗ ГАЗОНАПОЛНЕННЫХ ПЛАСТМАСС (ПЕНОПЛАСТОВ)
Пенопласты – легкие газонаполненные полимерные материалы, представляющие собой гетерогенные системы, состоящие из твердой или упруго-эластичной фазы (полимера, смеси нескольких полимеров, смеси полимеров и наполнителей) и газовой фазы. Это особый вид материалов, отличающихся явно выраженной физической неоднородностью напоминающей структуру застывшей пены.
Упаковка из пенопластов обладает высокими виброгасящими и термоизоляционными свойствами, малым удельным весом, эстетичным внешним видом, негигроскопична, химически инертна, выдерживает без остаточных деформаций относительно высокую ударную нагрузку, не оказывает повреждающего воздействия на поверхность упакованных изделий. В настоящее время пенопласты широко применяются для упаковывания электронных приборов, хрупких изделий, например, из хрусталя, стекла и фарфора, многих других видов продукции, а также для производства изотермической упаковки. Из пенопластов и комбинированных материалов на их основе изготавливают ящики, футляры, лотки и другие виды тары, различные вкладыши и ложементы в деревянную, картонную и полимерную тару, рулонные и листовые упаковочные материалы, а также заливочные смеси (пены).
В зависимости от полимерной основы различают пенопласты термопластичные (на основе полистирола, полиэтилена, поливинилхлорида и т. д.) и термореактивные (на основе полиэфиризоцианатных композиций, фенолоформальдегидных, эпоксидных, кремнийорганических и других смол). Для производства пенопластовой тары и элементов упаковки сложной конфигурации наиболее широко применяется вспенивающийся полистирол различных марок, представляющий собой продукт полимеризации стирола в присутствии порообразователя (изопентана), составляющего от 4,4 до 6 % массы гранул, имеющих размеры от 0,4 до 2,5 мм. На втором месте по применению находится полиуретан, из которого можно изготовлять жесткие, полуэластичные и эластичные элементы упаковки, в зависимости от структуры исходных олигоэфиров и содержания гидроксильных групп. Полиуретан специальных марок применяется и для напыления на поверхность упаковываемых изделий, при этом он имеет хорошую адгезию к металлам, дереву, бумаге и другим материалам. Реже для упаковки применяются
113
пенопласты на основе поливинилхлорида, а также на основе мочевиноформальдегидных смол. Достаточно широко применяются также заливочные пенофенопласты марок ФРП-1, ФЛ-1, ФЛ-3, а пеноэпоксидные композиции марки ПЭ-1, ПЭ-2 и ПЭ-7 используются, главным образом, для термоизоляции контейнеров и рефрижераторов.
Упаковка из пенопластов может изготовляться различными методами, зависящими от способа получения пеноматериала и вида используемого полимера. Наиболее распространенными методами являются:
литье под давлением;
беспрессовый метод;
смешение компонентов заливочных компаундов;
экструзия листовых упаковочных материалов.
14.1. Метод литья под давлением
Процесс изготовления тары из пенопластов методом литья под давлением имеет ряд особенностей по сравнению с классической технологией литья термопластов. Различия эти обуславливаются наличием в гранулах полимера порообразователя, температура кипения или разложения которого значительно ниже температуры переработки полимера. Вследствие этого гранулированный материал при пластикации в герметично закрытом объеме материального цилиндра литьевой машины не вспенивается, а насыщается газом испаряющегося порообразователя, создающим в цилиндре давлением порядка 1,7 – 3,5 МПа. Так как этот расплав при снятии давления мгновенно расширяется, то его впрыск в форму из материального цилиндра литьевой машины должен производиться с максимальной скоростью, обеспечивая при этом ее частичное заполнение. Дальнейшее заполнение всего внутреннего объема формы осуществляется в результате вспенивания впрыснутой порции полимера растворенным в ней газом. Из-за пористой структуры пенопласты обладают очень низкой теплопроводностью, поэтому для их охлаждения в литьевой форме до достижения краевой зоны механической прочности требуется более длительное время. После же извлечения изготовленного изделия из формы, его дальнейшее охлаждение осуществляется в водяной ванне.
Для изготовления тары и других элементов упаковки этим методом можно применять инжекционные и интрузионные литьевые машины, а также экструзионные агрегаты и прессы.
14.2. Беспрессовый метод
Наиболее широкое распространение для изготовления пенополистирольной тары и элементов упаковки сложной конфигурации получил беспрессовый метод, включающий в себя такие основные операции, как:
предварительное вспенивание гранулированного полистирола;
созревание вспененных гранул;
формование изделий;
вылеживание и сушка отформованных изделий.
114
Предварительное вспенивание представляет собой самопроизвольное расширение гранул при температуре, превышающей температуру стеклования полимера (85 – 95 оС) в потоке теплоносителя, в качестве которого используются кипящая вода, пар или горячий воздух. В результате такого нагрева полимер гранул переходит в вязкотекучее состояние, а испаряющийся по всему его объему порообразователь образует элементарные ячейки с избыточным давлением газа, вызывающего растяжение размягченного полимера и увеличение гранул в объеме от 8 до 20 раз. Причем за счет порообразователя гранулы увеличиваются в объеме только на 50 %, а остальное расширение происходит вследствие проникновения в ячейки водяного пара или горячего воздуха. Время теплового воздействия выбирается в соответствии с требуемым насыпным весом вспененных гранул и находится в пределах от 2 до 8 минут. Чаще всего в качестве теплоносителя используется пар, который не только нагревает гранулы, но при этом и проникает в образующиеся поры, создавая дополнительное давление внутри них и способствуя тем самым увеличению степени вспенивания гранул. В воде же процесс вспенивания протекает медленнее, поэтому легче получить материал с требуемыми значениями насыпного веса. При последующем охлаждении предварительно вспененных гранул водяной пар и порообразователь конденсируются внутри воздушных ячеек, создавая в них вакуум. Чтобы обеспечить дальнейшее расширение этих гранул при формовании изделия, необходимо чтобы давление внутри их пор выровнялось с атмосферным. Следует также отметить, что сразу после вспенивания гранулы эластичны и очень чувствительны к повреждению и оседанию, что устраняется их подсушиванием.
При созревании предварительно вспененных гранул происходит их подсушивание и насыщение воздухом. Для этого гранулы помещаются в бункер созревания, где при перемешивании они обдуваются воздухом. Время созревания обычно длится от 12 до 24 часов и зависит от насыпного веса вспененного полистирола; чем он меньше, тем больше время созревания. При использовании подогретого до температуры 32 – 38оС воздуха, время созревания гранул может быть уменьшено.
При формовании изделий заданной формы и размеров вспененные гранулы засыпаются в специальные перфорированные формы и нагреваются подаваемым в них теплоносителем (паром, кипящей водой или токами высокой частоты). В процессе такого нагрева гранулы окончательно вспениваются, увеличиваясь в размерах и, плотно прижимаясь друг к другу в закрытом объёме формы, соединяются между собой (спекаются) в изделие. Наиболее широко для нагрева применяется пар, подаваемый непосредственно в рубашку формы. Формование также может осуществляться погружением формы в ванну с кипящей водой. При нагреве же токами высокой частоты (ТВЧ) интенсивность выделяемого тепла зависит от коэффициента поглощения энергии К (К = ε·tgδ,
где ε – диэлектрическая проницаемость нагреваемого материала, а tgδ – тангенс угла его диэлектрических потерь) нагреваемым диэлектрическим материалом, а также частоты и напряженности воздействующего электрического поля. Так как гранулы полистирола имеют очень низкий коэффициент поглощения энергии и не нагреваются в поле ТВЧ, то для этого при формовании их смачивают жидкостями с достаточно высоким
115