Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
коэффициентом поглощения энергии. Наилучшие результаты получены при использовании в качестве смачивающей жидкости 0,5-процентной водномыльной эмульсии, которой требуется 5 – 7 см3 на 1 дм3 гранул. Такая эмульсия, покрывающая гранулы, в поле ТВЧ быстро нагревается и превращается в пар, разогревающий в свою очередь гранулы. Продолжительность нагрева составляет при этом 20 – 60 с, что является одним из преимуществ этого метода. После прекращения нагрева изготовляемое изделие охлаждают в форме для перевода вспененного материала из эластичного состояния в твердое и снятия остаточного давления. Время охлаждение составляет от 2 до 10 минут в зависимости от толщины стенок формуемого изделия.
Так как изделия из формы после формования извлекаются влажными, то после этого они подвергаются вылёживанию и сушке при температуре 18 – 25 С в течение 2 – 3 суток или при температуре 50 – 60 С в течение 2 – 3 часов.
Технологическое оборудование для производства пеностирольной тары и элементов упаковки этим методом серийно изготавливается рядом зарубежных фирм. В частности автоматизированные комплексы модели «Styromat» производятся фирмой «Buckau-Wolf» (ФРГ), а машины формования модели НЕ860 выпускаются фирмой «EAHEITZ» (ФРГ). В нашей стране аналогичный автоматизированный комплекс модели КМУ (АПН7.034) создан в Специальном конструкторско-технологическом бюро (СКТБ) «Техноприбор», г. Гомель, а серийное производство их освоено Гомельским станкостроительным заводом им. С. М. Кирова.
Состоит автоматизированный комплекс модели КМУ из установки предварительного вспенивания гранул полистирола, бункера созревания вспененных гранул и машины формования изделий.
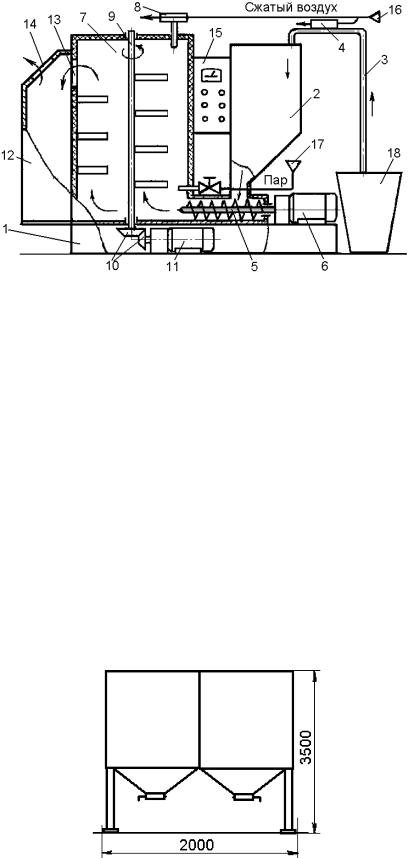
Установка предварительного вспенивания гранул полистирола данного комплекса содержит основание 1 (рис.14.1), на котором располагаются: бункер 2 для гранулированного материала; пневмотранспортер 3 с эжектором 4; шнековый питатель 5, приводимый во вращение от электропривода 6; камера вспенивания 7, с эжекторным устройством 8, удаляющим отработавший пар, и мешалкой 9, приводимой во вращение через коническую зубчатую передачу 10 от электропривода 11; бункер 12 для вспененных гранул, соединенный с камерой через окно 13 и содержащий разгрузочный люк 14; а также пульт управления 15, пневмосистема 16 и паропровод 17.
Для загрузки в бункер 1 из тары 18 гранулированного материала в нее опускают шланг пневмотранспортера 3 и включают подачу сжатого воздуха из пневмосистемы 16 через эжектор 4, создающий в шланге разрежение, засасывающее в него гранулы вместе с атмосферным воздухом. Далее в смесительной камере эжектора 4 эти гранулы захватываются потоком сжатого воздуха и перемещаются им по напорному участку трубопровода транспортера
вбункер 1. Затем в камеру вспенивания 7 по паропроводу 17 подаётся пар с температурой 110 – 115 С и после ее прогрева установка включается в работу. При этом от электропривода 6 начинает вращаться шнек питателя 5, подающий
вкамеру 7 гранулированный полистирол из бункера 1, а от электропривода 11 –
мешалка 9. В камере же 7 под воздействием паровоздушной смеси поступающие гранулы полистирола нагреваются, вспениваются и в процессе
116
перемешивания выдавливаются вверх поступающим снизу более плотным материалом.
Рис.14.1. Схема установки предварительного вспенивания гранул
Далее через верхнее окно 13 камеры они пересыпаются в бункер 12, а оттуда соответствующим пневмотранспортером через разгрузочный люк 14 подаются в бункер вылёживания комплекса. Эжекторное же устройство 8 удаляет в процессе работы из камеры 7 отработавший влажный пар, из-за чего одновременно со вспениванием происходит и частичное подсушивание гранул. Требуемый насыпной вес получаемого вспененного материала регулируется скоростью подачи в камеру 7 шнековым питателем 5 гранул полистирола из бункера 2, а также температурой пара, подаваемого по паропроводу 17. Производительность установки составляет 100 кг гранул в час. Ее габаритные размеры 1240 880 1800 мм. Масса 360 кг.
Бункер созревания вспененных гранул (рис.14.2) содержит две емкости, в
сужающемся дне которых имеются разгрузочные люки, перекрываемые шиберами. В процессе работы одна его емкость заполняется гранулированным материалом, поступающим из установки предварительного вспенивания, а со второй емкости в это время созревшие гранулы полистирола через разгрузочный люк подаются в машину формования изделий.
Рис.14.2. Бункер созревания вспененных гранул |
|
Процесс же созревания заключается в том, что |
предварительно |
вспененные гранулы, находящиеся в емкостях, насыщаются и подсушиваются постоянно обдувающим их воздухом в течение от 12 до 24 часов, в зависимости
117
от их насыпного веса; чем он меньше, тем больше время созревания. Общий рабочий объём бункера составляет 8 м3. Его габаритные размеры
2000 1300 3500 мм. Масса 300 кг.
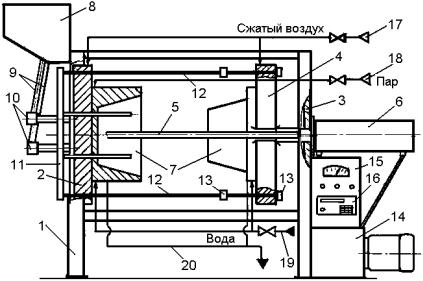
Машина формования изделий состоит из сварной станины 1 (рис.14.3) на которой установлены две неподвижные параллельные плиты 2 и 3 механизма запирания, а также располагающаяся между ними подвижная плита 4, перемещающаяся по направляющим колонам 5 от штока гидроцилиндра 6, закрепленного на неподвижной плите 3; на сопрягающихся же поверхностях плит 2 и 4 соосно крепятся при этом смыкающиеся полуформы 7 технологической оснастки. На станине также располагаются: бункер 8, соединяющийся трубопроводами 9 с восемью пневмонаполнителями 10, обеспечивающими загрузку из него гранул в сомкнутую форму 7; механический съемник 11, приводимый в действие через тяги 12 с опорными шайбами 13 от подвижной плиты 4; гидростанция 14, соединяющаяся шлангами с гидроцилиндром 6; шкаф 15 с электрооборудованием, содержащий пульт управления с микропроцессорным контроллером 16; пневмосистема 17, обеспечивающая подачу сжатого воздуха в пневмонаполнители 10 и оснастку 7; паропровод 18, подающий пар в оснастку 7, и водопровод 19 со сливным коллектором 20, по которым охлаждающая вода поступает в оснастку 7. После загрузки бункера 8 предварительно вспененным гранулированным материалом и закрепления на плитах 2 и 4 полуформ 7 технологической оснастки работа машины осуществляется в автоматическом режиме по следующему циклу. Вначале перемещением подвижной плиты 4 по направляющим колонам 5 от штока гидроцилиндра 6, полуформы 7 смыкаются, и из бункера 8 по трубопроводам 9 через пневмонаполнители 10 полость формы заполняется гранулированным пенополистиролом.
Рис.14.3. Схема машины формования пенопластовых изделий
После этого в рубашки формы из паропровода 18 поступает пар, проходящий через сеть мелких отверстий в ее формообразующую полость. Под воздействием пара гранулы в форме разогреваются, окончательно вспениваются и, увеличиваясь в объеме, соединяются (спекаются) в изделие. Затем подача пара прекращается, и форма 7 охлаждается проходящей по её каналам
118
проточной водой, поступающей из водопровода 19 и сливаемой в коллектор 20. После охлаждения изделия до достижения материалом механической прочности, форма 7 раскрывается обратным перемещением подвижной плиты 4, при этом в момент начала движения из пневмосистемы 17 в рубашки полуформ подается сжатый воздух, который, проходя через сеть мелких отверстий, отделяет от стенок ее формующей полости изготовленное изделие. После прохождения заданного участка пути плита 4 через опорные шайбы 13 и тяги 12 тянет за собой механический съемник 11, при этом его стержневые выталкиватели входят в формообразующую полость неподвижной полуформы и окончательно удаляют из нее изготовленное изделие в накопитель. При обратном же движении плиты 4 в следующем цикле через тяги 12 и второй комплект опорных шайб 13 она толкает перед собой съемник 11, и его стержневые выталкиватели выводятся при этом из полуформы 7. Продолжительность цикла формования составляет от 2 до 8 минут и зависит от температуры теплоносителя, а также размеров изготовляемых изделий; определяется из условия, что на 1 см толщины стенки формуемого изделия приходится 1,5 минуты продолжительности цикла. В машине можно одновременно формовать до 8 изделий высотой до 350 мм и суммарной площадью в плане не превышающей максимального изделия длиной 940 мм и шириной 630 мм. Усилие смыкания формы составляет 110 кН. Габаритные размеры машины 4070 1560 2430 мм. Масса 2500 кг.
После формования изготовленные изделия укладываются на подвижные тележки или в стеллажи и подвергаются в отдельном помещении вылеживанию и сушке при температуре 18 – 25 С в течение 2 – 3 суток или при температуре 50 – 60 С в течение 2 – 3 часов.
Поточная механизированная линия применяется для одновременного изготовления разнообразной пенопластовой тары (коробок, лотков, ящиков, футляров) и других изделий беспрессовым методом в условиях мелкосерийного многономенклатурного производства. В эту линию входят следующие устройства и механизмы, располагающиеся в последовательности выполнения операций технологического процесса (рис.14.4):
ванна 1 с горячей водой, в которой размещаются корзины 2 с гранулированным материалом для его предварительного вспенивания;
центрифуга 3, удаляющая воду из предварительно вспененных гранул;
многоярусные стеллажи 4 с противнями 5, на которых производится подсушивание и созревание гранул;
цепной конвейер 6, непрерывно перемещающий подвешенные с определенным шагом люльки 7 с формами 8;
стол 9, для сборки форм с их заполнением предварительно вспененным материалом;
ванна 10 с горячей водой, в которой производится окончательное вспенивание в формах 8 гранулированного материала и формирование изделий;
ванна 11 с холодной водой, в которой производится охлаждение форм 8 с изготовляемыми изделиями;
стол 12, на котором осуществляется разборка форм 8 и удаление из них готовых изделий на подвижные тележки 13.
119
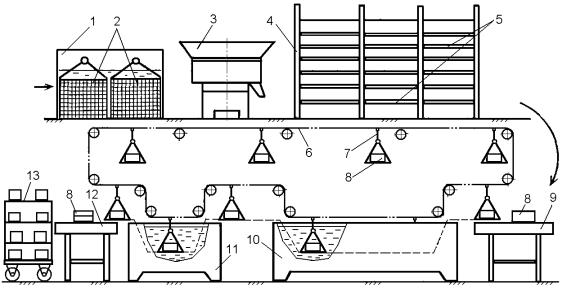
Рис.14.4. Функциональная схема поточной механизированной линии
При работе гранулированный материал засыпают в корзины 2, которые затем погружаются в ванну 1, наполненную горячей водой с температурой 90 – 95 С. Здесь гранулы полистирола нагреваются и вспениваются в течение времени, необходимого для достижения ими требуемой насыпного веса. При этом в воде процесс вспенивания протекает медленнее, чем при нагреве паром, поэтому и легче получить материал с заданными значениями насыпного веса. Далее корзины поочередно извлекаются из ванны 1 и гранулированный пенополистирол пересыпается из них в центрифугу 3, где под воздействием центробежных сил вода отделяется от вспененных гранул, после чего они перегружаются на противни 5, устанавливаемые в многоярусные стеллажи 4. Здесь происходит созревание и подсушивание вспененных гранул в течение времени от 12 до 24 часов, при их постоянном обдуве воздухом. Далее противни с созревшим материалом подаются к столу 6, где вспененными гранулами наполняют собираемые формы 8, поочередно устанавливаемые в подвесные люльки 7 цепного конвейера 6. В процессе дальнейшего непрерывного движения конвейера эти люльки вначале опускаются в ванну 10 с горячей водой, где гранулированный материал в формах 8 нагревается, окончательно вспенивается и, увеличиваясь в объеме, соединяется (спекается) в изделие, а затем в ванну 11, где формы охлаждаются холодной водой. Далее конвейером люльки 7 поочередно подводятся к столу 12, где формы 8 снимаются с них и разбираются, при этом изготовленные изделия удаляются из формы и укладываются на полки подвижной тележки 13. Разобранные же формы обратно кладут в свои люльки и они конвейером 6 возвращаются на исходную позицию к столу 6, где в процессе сборки снова заполняются гранулированным пенополистиролом и далее цикл повторяется. Изготовленные же изделия на подвижных тележках перевозятся в отдельное помещение, где производится их вылеживание и сушка. Данная линия рассчитана на изготовление пенопластовых изделий размерами до 400 мм с производительностью 700 штук в час.
Для массового производства беспрессовым методом малогабаритных изделий применяются разнообразные специализированные роторные автоматы,
120