Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
Выдувная пластмассовая тара изготовляется на разнообразном технологическом оборудовании, которое, исходя из способа получения изделий, условно разделяется на экструзионно-раздувное, инжекционнораздувное и оборудование для раздува изделий из преформ.
12.2. Экструзионно-раздувное технологическое оборудование
В состав экструзионно-раздувного технологического оборудования обязательно входят такие основные функциональные устройства, как: экструдер (от лат. extrudo – выталкиваю), осуществляющий пластикацию материала; экструзионная головка, формующая из пластифицированного материала трубчатую заготовку; а так же раздувное устройство, обеспечивающее получение из трубчатой заготовки готового изделия и его охлаждение. В зависимости от параметров этих устройств, их конструктивного исполнения и расположения в пространстве все экструзионно-раздувное технологическое оборудование принято характеризовать следующими показателями:
максимальный объем изготовляемого изделия – от 0,1 дм3 до 5 м3 и более;
пластикационная производительность – от 8 до 400 кг/ч и более;
тип экструдера – одночервячный, двухчервячный, дисковый, червячнодисковый;
взаимное расположение экструдера и |
раздувного устройства – |
горизонтальное, вертикальное, комбинированное; |
|
тип экструзионной головки – прямоточная или угловая, одноили многоместная;
способ выдачи трубчатой заготовки – поступательным перемещением червяка, непрерывным вращением червяка без поступательного перемещения; поршневым аккумулятором (копильником);
число позиций раздува – одноили многоместные;
способ раздува изделия – через подвижный или неподвижный ниппели, через дутьевую иглу, через экструзионную головку;
кинематика движения раздувных форм – возвратно-поступательное, маятниковое, ротационное периодическое или непрерывное, комбинированное.
Комбинированный одночервячный экструзионно-раздувной агрегат, в
частности, состоит из сварной станины 1 (рис.12.7), на которой закреплены электродвигатель 2 с блоком шкивов 3, передающим вращение через клиновые ремни 4 на блок шкивов 5, закрепленный на валу двухступенчатого цилиндрического редуктора 6. На станине располагается также корпус 7 с подшипниковым узлом, к которому присоединяются загрузочный бункер 8 и горизонтально расположенный материальный цилиндр 9 с вращающимся внутри червяком 10, при этом приводной конец червяка опирается на подшипниковый узел корпуса 7, содержащий радиальные и упорный подшипники, а также через муфту 11 присоединяется к выходному валу двухступенчатого редуктора 6. На торце же материального цилиндра 9 соосно закреплена угловая одноместная экструзионная головка 12, формирующая из пластифицируемого материала трубчатую заготовку 13 и обогреваемая кольцевым электронагревательным элементом сопротивления (ТЭНом) 14. На
76
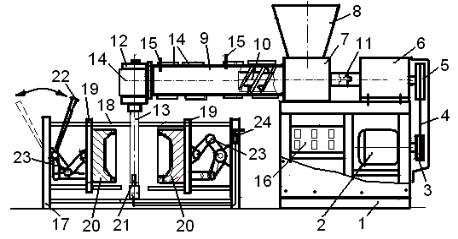
наружной поверхности материального цилиндра, содержащего несколько зон нагрева, располагаются аналогичные электронагревательные элементы 14, а также в каждой зоне закрепляется термопара 15, контролирующая ее температуру. При этом электронагревательные элементы и термопара каждой зоны проводами присоединяются к соответствующему термореле, располагающемуся на панели блока управления 16 и обеспечивающему автоматическое регулирование температуры нагрева. В данном блоке располагаются также лампочки индикации, реле времени, тумблеры, кнопки и другие электроприборы, необходимые для управления работой агрегата. Раздувное устройство 17 агрегата, размещенное под экструзионной головкой, содержит две перемещающиеся по горизонтальным колонкам 18 плиты 19 с закрепленными на них раздувными полуформами 20, а также расположенный соосно с каналом экструзионной головки 12 неподвижный ниппель 21, подача сжатого воздуха в который включается пневмокраном 24. Наружный диаметр ниппеля обычно соответствует внутреннему диаметру горловины изготавливаемой тары, в то время как наружную поверхность этой горловины формируют сопрягающиеся с ниппелем части смыкающихся полуформ 20. Встречное перемещение плит 19 и смыкание полуформ обеспечивается поворотом рычага за рукоятку 22, в результате чего двухзвенные крывошипнорычажные механизмы 23 приводятся в прямолинейное горизонтальное положение и с требуемым усилием запирают раздувную форму. В корпусе 7 агрегата и раздувной форме 20 имеются также каналы, по которым циркулирует охлаждающая вода, поступающая через штуцера по шлангам из питающего коллектора.
Рис. 12.7. Функциональная схема комбинированного одночервячного экструзионно-раздувного агрегата
Перед началом работы в бункер 9 агрегата засыпается гранулированный материал, а на термореле пульта 16 устанавливаются необходимые для его пластикации температуры нагрева материального цилиндра по зонам. После разогрева цилиндра 9 до заданной температуры, контролируемой термопарами 15, агрегат включается в работу. В процессе работы гранулированный материал из бункера 8 через загрузочное окно равномерным потоком засыпается между витками вращающегося червяка 10 и перемещается им вдоль материального цилиндра 9. При этом материал пластифицируется в однородную вязкотекучую массу и через кольцевое отверстие в экструзионной головке 12 выдавливается в
77
виде трубчатой заготовки 13 до тех пор, пока заготовка нижним торцом не зайдет на ниппель 21. В этот момент экстрюдирование заготовки прекращается и, поворотом вручную рычага за рукоятку 22, сводятся плиты 19 с полуформами 20. В результате раздувная форма смыкается и с усилием запирается распрямляющимися двухзвенными крывошипно-рычажными механизмами 23. При этом на ниппеле 21 сопрягающимися поверхностями полуформ формируется наружная поверхность горловина изготовляемой тары, а верх трубчатой заготовки пережимается торцами (пресс-кантами) формы и сваривается. Далее поворотом пробки в пневмокране 24 включается подача в заготовку через ниппель 21 сжатого воздуха, и она раздувается им в изделие, плотно прижимаемое к стенкам полости формы. После выдержки времени, необходимого для охлаждения материала до достижения механической прочности, поворотом пробки пневмокрана 24 в исходное положение магистраль сжатого воздуха перекрывается, а канал ниппеля 21 соединяется при этом с атмосферой и сжатый воздух сбрасывается из полости изготовленного изделия. Затем обратным поворотом рычага за рукоятку 22 плиты 19 разводятся, полуформы 20 размыкаются, и изготовленная тара удаляется с ниппеля 21. Далее с торца экструзионной головки специальным ножом срезается остывший пережатый конец заготовки 13, затем экструдируется следующая заготовка и цикл повторяется. С изготовленного же изделия в это время удаляются остатки облоя, и оно укладывается в технологическую тару или передается на последующие отделочные операции.
Главным рабочим органом экструзионного-раздувных агрегатов, является червяк, который в материальном цилиндре экструдера выполняет следующие функции:
захватывает гранулированный материал из загрузочного бункера и перемещает его вдоль материального цилиндра от зоны загрузки к экструзионной головке;
интенсивно перемешивает, пластифицирует, сжимает и гомогенизирует
расплав, обеспечивая при этом удаление из него воздуха и других газов;
а также создает давление, обеспечивающее продвижение расплава материала через экструзионную головку.
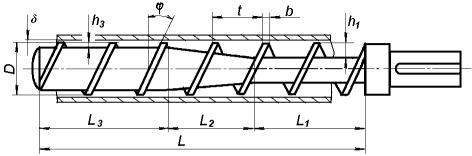
Конструктивные параметры червяка зависят как от требуемой пластикационной производительности экструдера, так и от теплофизических, химических и механических свойств перерабатываемых пластмасс. В связи с этим червяки выполняются однозаходными и многозаходными, с постоянным и переменным шагом витков, а также с постоянной и переменной глубиной межвитковых каналов. Для переработки термопластов обычно применяются червяки с постоянным шагом витков и переменной глубиной канала, поскольку их проще изготавливать на универсальном металлорежущем оборудовании, а также они обеспечивают более высокую производительность и по мере уменьшения глубины канала улучшают теплопередачу пластифицируемому материалу. По своей длине такие червяки обычно содержат три характерных участка (рис.12.8): зону загрузки L1, зону сжатия (пластикации) L2 и зону выдавливания L3. Зона загрузки L1 обычно занимает около 30 % длины рабочей части червяка, при этом эффективность ее работы характеризуется количеством
78
подаваемого из бункера в единицу времени гранулированного материала. Для нормального транспортирования необходимо, чтобы коэффициент трения материала о поверхность цилиндра был большим, чем о поверхность червяка. Реализуется это условие за счет более высокой шероховатости рабочей поверхности цилиндра в зоне загрузки, а также охлаждением червяка. В результате гранулированный материал, поступающий из бункера, в винтовом канале вращающегося червяка уплотняется с образованием пробки, которая за счет более высокого сцепления с поверхностью цилиндра продвигается далее по каналу без проворота к зоне сжатия.
Рис. 12.8. Схема однозаходного червяка с тремя зонами
В зоне сжатия L2 величина винтового канала червяка постепенно уменьшается по направлению к зоне выдавливания. Это может быть обеспечено за счет постепенного уменьшения глубины канала, шага нарезки витков или наружного диаметра червяка. В зоне выдавливания L3 шаг и глубина винтового канала у червяка постоянны. Параметрами этой зоны в итоге определяется пластификационная производительность экструдера. Важной эксплуатационной характеристикой червяка является отношение его рабочей длины L к диаметру D. В современных машинах, предназначенных для переработки термопластов, применяются червяки с длиной рабочей части L в пределах (15 – 25)D. Причем с увеличением длины червяка улучшается распределение температуры в расплаве и повышается производительность экструдера за счет повышения скорости вращения червяка или увеличения глубины его винтового канала. Червяки обычно изготовляются из стали марки 38ХМЮА, подвергаемой азотированию – насыщению поверхностного слоя азотом, обеспечивающему повышение его твердости, износоустойчивости и антикоррозионных свойств. Для переработки материалов, у которых температура пластикации близка к температуре разложения, червяки изготовляют из коррозионностойкой стали марки 9X18 или 1Х17Н2. Обработка рабочих поверхностей червяка должна соответствовать 9 – 10-му классу шероховатости по ГОСТ 2789-73.
Расчеты основных конструктивных параметров экструдера, содержащего червяк с переменной глубиной винтового канала (рис.12.8) и предназначенного для переработки термопластов, производят по следующей методике.
Определяется оптимальная скорость vЗ экструдирования заготовки, исключающая опасность ее утонения под действием собственного веса по следующей эмпирической формуле:
vЗ |
155 L2 |
|
|
З |
, см/с |
(12.1) |
|
|
|||
|
|
|
|
79
где ρ – плотность перерабатываемого полимера при температуре пластикации, г/см3;
µ – динамическая вязкость полимера, (дин∙с)/см2;
LЗ – длина экструдируемой заготовки, см; принимается примерно на 15% больше высоты изготовляемого изделия LИ для учета расхода материала на
формирование его дна, т. е. |
L |
1,15 L |
З |
И . |
Определяется продолжительность стадии экструдирования заготовки по формуле:
|
|
|
L |
|
|
|
|
З |
, с |
||
|
|
|
|
||
|
Э |
|
v |
|
|
|
|
|
|
||
|
|
|
З |
|
|
|
|
|
|
|
|
где LЗ – длина экструдируемой заготовки, см;
vЗ – оптимальная скорость экструдирования заготовки, см/с.Вычисляется требуемый наружный диаметр червяка
формуле:
(12.2)
по следующей
где
см3;
Q
QМ
|
|
D |
4 Q |
|
|
|
|
k v |
, см |
(12.3) |
|
|
|
|
|||
|
|
|
З |
|
|
|
|
|
|
|
|
Q |
М |
– объемная производительность экструдера, см3/с; |
|
||
|
|
||||
|
|
|
|||
Э |
|
|
|
|
|
|
|
|
|
|
|
– объем выдаваемого за один цикл пластифицированного материала,
τЭ – продолжительность стадии экструдирования заготовки, с. k – коэффициент запаса; принимается k = 1,1 – 1,2;
vЗ – оптимальная скорость экструдирования заготовки, см/с;
По рассчитанному наружному диаметру принимается ближайшее большее значение из рекомендуемого параметрического ряда диаметров червяков (в
мм): 25; 32; 45; 63; 90; 125; 160; 200.
Мощность N привода вращательного движения червяка можно определить, пользуясь следующим эмпирическим соотношением:
N
0,736 с D |
m |
|
, кВт
(12.4)
где D – принятый наружный диаметр червяка, см; с = 0,15÷0,2 – коэффициент;
m = 2,5.
Материальные цилиндры в экструдерах выполняются преимущественно в виде гильз, которые часто собираются из отдельных секций, заканчивающихся фланцами и соединяющихся между собой болтами. Такое исполнение позволяет устанавливать в них червяки различной длины. По длине материального цилиндра различают два характерных участка: зону загрузки с отверстием для подачи перерабатываемого материала из бункера в винтовой канал червяка, а также зону пластификации, в которой перемещаемый червяком материал сжимается, расплавляется и гомогенизируется.
Производительность и конструктивное исполнение экструзионнораздувных агрегатов взаимосвязаны с размерами и вместимостью изготовляемых изделий. Обычно при производстве малогабаритной тары
80