Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
Затем стол поворачивается на 90о и этот стакан оказывается на второй укупорочной позиции, при этом стол позиционируется и фиксируется механизмом 4, а сблокированная с ним кнопка включает в работу пневмоцилиндр 6. Далее опускающимся штоком пневмоцилиндра 6 контактный электронагреватель 9 подводится к карусельному столу и, прижимая своей рабочей поверхностью платинку к отбортовке стакана, совместно нагревает их до температуры активации термоклеевого покрытия, находящегося на контактирующей поверхности платинки, обеспечивая тем самым их герметичное соединение. По истечении заданного интервала времени нагрева, отсчитываемого таймером 14, электронагреватель 9 штоком пневмоцилиндра 6 возвращается в исходное верхнее положение, а карусельный стол выполняет следующий цикловой поворот на 90о. В результате укупоренный стакан перемещается на третью позицию, предназначенную для охлаждения его соединительного шва, а на вторую укупорочную позицию при этом вводится следующий наполненный стакан и цикл повторяется. Затем после очередного поворота карусельного стола готовая упаковочная единица оказывается на четвертой позиции, где удаляется оператором из отверстия стола и укладывается в транспортную или технологическую тару. Основные технические характеристики у этого устройства следующие:
Производительность, упаковок/час. …………………………. до 600; Диаметр укупориваемых стаканов у отбортовки, мм: ………….. 75; Время нагрева укупоривающего соединения, с…………….. 1 – 1,5; Температура контактного нагревателя, оС ……………….. 180 – 250; Питание: переменный ток: частотой, Гц …………………………..50;
напряжением, В ………………………………. 220;
потребляемая мощность, кВт, не более……..... 0,7; сжатый воздух под давлением, мПа…………..0, 6;
Габаритные размеры, мм ……………………............. 380 х 500 х 410; Масса, кг, не более …………………………………………............ 25.
Более простым конструктивным исполнением и низкой стоимостью характеризуется термоукупоривающее устройство модели АДНК 19У11,
имеющее аналогичное назначение. Это упрощение достигается за счет применения для вертикального перемещения электронагревателя 9 ручного рычажного привода, а также исключением с пульта управления лампочки 13 световой индикации наличия напряжения и реле времени (таймера) 14.
12. ПРОИЗВОДСТВО ВЫДУВНОЙ ПЛАСТМАССОВОЙ ТАРЫ
Свое название этот вид тары получил по способу изготовления, заключающемуся в том, что из полимерного термопластичного материала вначале формуется полая заготовка, которая затем в разогретом виде помещается в специальную форму и там сжатым воздухом раздувается в объемное изделие требуемой конфигурации. Этим способом изготовляют как потребительскую пластмассовую тару, например, бутылки, флаконы, банки, тубы, колбы, ампулы, так и крупногабаритную транспортную тару, такую как канистры, фляги, бутыли, баллоны, барабаны, бочки и баки вместимостью до
71
5 м3 и более. Широкое применение такой тары предопределено возможностью использования для ее изготовления практически всех термопластов, простой технологией и приемлемой производительностью применяемого технологического оборудования, а также не вызывающей затруднений комплексной механизацией и автоматизацией производственных процессов. Характерные достоинства выдувной тары заключаются в ее разнообразных эстетичных формах и цветовых тонах, включая высокопрозрачные изделия; в высокой формоустойчивости при большой вместимости и минимальной массе тары; в возможностях ее многократного использования и герметичного закрывания всеми видами укупорочных средств; в удобстве сбора и переработки использованной упаковки во вторичное сырье. Сегодня по объемам производства выдувная тара занимает третье место после пленочной и термоформованной упаковки.
12.1. Способы изготовления
Для изготовления выдувной пластмассовой тары применяются следующие способы.
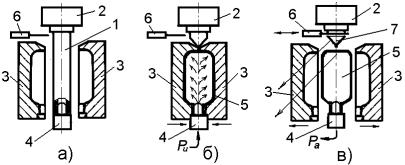
Экструзия с раздувом, сущность которой заключается в том, что полимерная пластифицированная трубчатая заготовка 1 (рис.12.1а) из головки 2 экструдера поступает в разомкнутую раздувную форму 3 и при этом своим нижним концом находит на соосно-расположенный ниппель 4. Затем форма 3 смыкается (рис.12.1б), сдавливая и перерезая верхний конец заготовки и формуя на ниппеле 4 горловину тары.
Рис. 12.1. Схема экструзии с раздувом
После этого производится раздув тары 5 подаваемым через ниппель 4 внутрь заготовки сжатым воздухом, а после охлаждения ее ниппель 4 соединяется с атмосферой, форма 3 раскрывается (рис. 1.1в) и готовая тара 5 удаляется из нее. Далее ножом 6 от головки 2 отрезается передавленный остывший конец 7 заготовки и цикл повторяется. Этим универсальным способом, хорошо поддающимся автоматизации, можно изготовлять емкости вместимостью от 0,01 дм3 до 5 м3 и более. Недостатки его заключаются в наличии на изделии соединительного шва и облоя в месте сдавливания и перерезания верхнего конца трубчатой заготовки, а также в невозможности получения на изделии калиброванной горловины (с высокоточными размерами).
Инжекция с раздувом, сущность которой заключается в том, что через сопло 1 (рис.12.2а) литьевой машины расплав полимера подается в разъемную пресс-форму 2, где на оправке 3 отливается трубчатая заготовка 4. Далее после охлаждения заготовки до пластичного состояния форма 2 раскрывается и
72
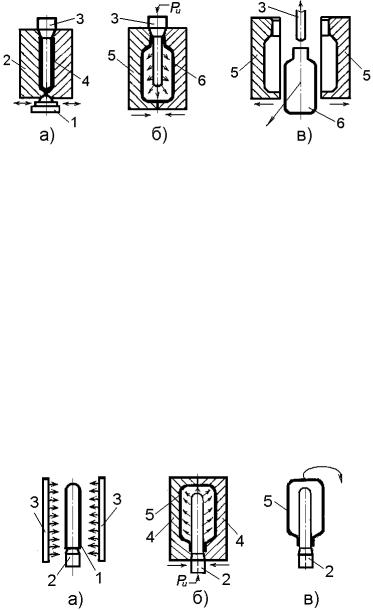
оправка 3 вместе с заготовкой перемещается в смыкающуюся раздувную форму 5 (рис.12.2б). Здесь сжатым воздухом, подаваемым через отверстия в оправке 3, заготовка раздувается в тару 6, а после охлаждения и снятия избыточного давления изготовленная тара (рис.12.2в) удаляется из раскрывающейся формы. Этим способом изготавливают тару вместимостью от 0,01 до 0,5 дм3, при этом она получается с калиброванной горловиной и равнотолщинным корпусом, не содержащим соединительного шва и облоя.
Рис. 12.2. Схема инжекции с раздувом
Раздув из литых трубчатых заготовок (преформ) заключается в том,
что изготовленная литьем под давлением калиброванная трубчатая заготовка 1 (рис.12.3а), вначале надевается на оправку 2 и разогревается нагревателями 3 до пластичного состояния, а затем на этой же оправке перемещается в смыкающуюся раздувную форму 4 (рис.12.3б). Здесь сжатым воздухом, подаваемым через отверстия в оправке 2, преформа раздувается в тару 5, а после ее охлаждения и снятия избыточного давления форма раскрывается и изготовленная тара на оправке 2 (рис.12.3в) удаляется из нее. Затем тара 5 снимается с оправки 2 и цикл повторяется. Этим способом изготовляют тару вместимостью от 0,1 до 2 дм3, при этом она получается с калиброванной горловиной и равнотолщинным корпусом, не содержащим соединительного шва и облоя. Недостаток этого способа заключается в необходимости повторного разогрева преформы.
Рис. 12.3. Схема раздува тары из преформ
Раздув из преформ с двухосной ориентацией заключается в том, что преформа 1 (рис.12.4а) вначале аналогичным образом надевается на раздвижную оправку 2 и разогревается нагревателями 3 до пластичного состояния, а затем на этой же оправке перемещается в смыкающуюся раздувную форму 4 (рис.12.4б). Здесь преформа выдвигающимся штоком оправки 2 вначале механически вытягивается в продольном направлении, а затем сжатым воздухом, подаваемым через отверстия в оправке, раздувается в тару 5, которая после охлаждения и снятия избыточного давления удаляется на оправке 2 из раскрывающейся формы. Затем тара 5 (рис.12.4в) снимается с
73
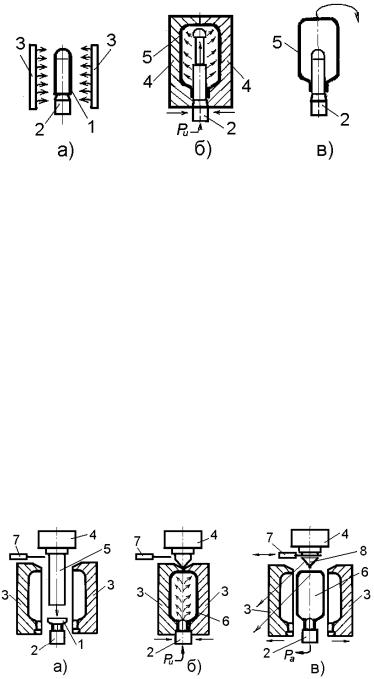
оправки 2 и цикл повторяется. Этим способом изготовляют тару вместимостью от 0,1 до 2 дм3, при этом она получается с калиброванной горловиной, более прочным и прозрачным корпусом, что обеспечивается двухосным растяжением материала, а также равнотолщинной, без соединительного шва и облоя.
Рис. 12.4. Схема раздува тары из преформ с двухосной ориентацией
Недостатки этого способа заключаются в ограниченной номенклатуре перерабатываемых термопластов, необходимости повторного разогрева преформы и более сложном конструктивном исполнении технологического оборудования.
Инжекционно-экструзионный раздув, сущность которого заключается в том, что изготовленную литьем под давлением калиброванную горловину 1 (рис.12.5а) тары помещают на ниппель 2 разомкнутой раздувной формы 3, а затем из головки 4 к ней экструдируют пластифицированную трубчатую заготовка 5, сваривающуюся нижним концом с горловиной 1. Далее форма 3 (рис.12.5б) смыкается и производится раздув тары 6 подаваемым через ниппель 2 внутрь заготовки сжатым воздухом. После охлаждения тары 6 ниппель 2 соединяется с атмосферой, форма 3 раскрывается (рис.12.5в) и готовое изделие удаляется из нее. Далее на ниппель 2 помещается следующая горловина 1, затем ножом 7 от головки 4 экструдера отрезается передавленный остывший конец 8 заготовки и цикл повторяется.
Рис. 12.5. Схема инжекционно-экструзионного раздува тары
Этим способом изготовляют бутылки вместимостью до 1 дм3 и тубы, при этом тара получается с калиброванной горловиной и равнотолщинным корпусом. Недостатки же этого способа заключаются в наличии на изделии соединительных швов в области горловины и дна, а также в более сложном конструктивном исполнении формы 3 и низкой производительности процесса.
Погружное формование с раздувом, сущность которого заключается в том, что емкость 1 (рис.12.6а) заполняют расплавом 2 полимера, поступающим из сопла 3 литьевой машины или экструдера. Затем в расплав погружается оправка 4, на поверхности которой формируется пластичная заготовка 5
74
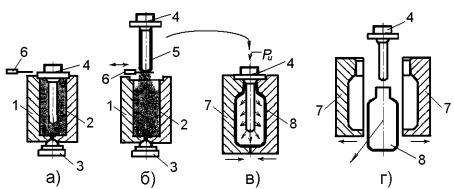
(рис.12.6б), отделяемая от излишков расплава при извлечении оправки ножом 6. Далее оправка 4 вместе с заготовкой 5 перемещается в смыкающуюся раздувную форму 7 (рис.12.6в). Здесь сжатым воздухом, подаваемым через отверстия в оправке 4, заготовка раздувается в тару 8, которая после охлаждения и снятия избыточного давления удаляется из раскрывающейся формы 7 (рис.12.6г).
Рис. 12.6. Схема погружного формования с раздувом
Этим способом изготавливают тару вместимостью от 0,01 до 0,5 дм3, при этом она получается с некалиброванной горловиной и некоторой разнотолщинностью стенок корпуса. Недостатки этого способа заключаются также в ограниченной номенклатуре перерабатываемых термопластов, низкой производительности и сложности процесса.
Для изготовления выдувной пластмассовой тары наиболее широко применяются такие способы, как экструзия с раздувом, инжекция с раздувом и раздув из литых трубчатых заготовок (преформ) без или с двухосной ориентацией (биориентацией). При этом тара должна выполняться с учетом возможностей применяемого технологического оборудования. В частности, конфигурация тары должна обеспечивать свободный разъем раздувной формы и извлечение изделия, быть по возможности симметричной относительно плоскости или линии разъема, а также приближаться к форме заготовки, используемой для раздува. Линия разъема формы обычно выполняется в одной плоскости, которая, например, для цилиндрической и конической тары должна проходить через ось симметрии ее корпуса и горловины, а для тары с корпусом прямоугольного и овального сечения – через середину узкой стороны.
Процесс изготовления выдувной тары обычно подразделяется на следующие стадии:
получение расплава полимерного материала;
формование из расплава трубчатой заготовки (цилиндрической, ампулообразной), находящейся в пластичном состоянии;
подача пластичной заготовки в смыкающуюся раздувную форму;
раздув в форме пластичной заготовки в объемное изделие;
охлаждение полученного изделия в форме ниже температуры достижения механической прочности;
размыкание формы и удаление из нее изготовленной тары;
отделка изготовленной тары (удаление облоя и т. д.) как в самой форме, так и вне нее.
75