Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
Рис. 11.18. Конструктивная схема блока нагрева формуемого полотна: а) – блок нагрева; б) – контактный электронагреватель
Электронагревательные элементы 29, закрепленные в соответствующих выемках плиты, закрываются плоской стеклотекстолитовой крышкой 31, содержащей в центре две латунные штыревые клеммы, обеспечивающие соединение элементов 29 с кабелем питания 32. Выступающие над крышкой части клемм закрываются при этом стеклотекстолитовым диэлектрическим кожухом 33, к которому дополнительно закрепляется и кабель питания 32. Для крепления электронагревателя к штоку диафрагменного пневмоцилиндра в нем со стороны крышки выполнены четыре резьбовых отверстия М8-6Н.
Суммарное количество энергии, которое необходимо подвести к контактному электронагревателю 26, определяется из следующего уравнения энергетического баланса:
Q = Qм + Qл + Qк |
(11.2) |
где Qм – количество энергии, затрачиваемой на нагрев полимерного материала; Qл – количество энергии, отдаваемой нагревателем в окружающую среду
лучеиспусканием;
Qк – количество энергии, отдаваемой нагревателем в окружающую среду конвекцией.
Количество энергии, затрачиваемой на контактный нагрев полимерного полотна за единицу времени, определяется по формуле:
Qм = m · C · (Тк – То) · n, кДж/час |
(11.3) |
где m – масса полимерного материала, нагреваемого за один цикл, кг; C – удельная массовая теплоемкость материала, кДж/кг·град;
Тк и То – конечная и начальная температуры нагреваемого материала соответственно, К;
n – количество полных рабочих циклов совершаемых в течение часа, при непрерывной работе линии, циклов/час.
Количество энергии, отдаваемой нагревателем в окружающую среду лучеиспусканием, определяется по формуле:
Qл = σ · ε · F · T4, Вт |
(11.4) |
где σ – постоянная Стефана-Больцмана; σ = 5,67 · 10-8 Вт/м2 · К4; ε – степень черноты (излучающая способность) поверхности нагревателя;
61
F – площадь поверхности нагревателя, м2;
T – средняя абсолютная температура нагревателя, К.
Количество энергии, отдаваемой нагревателем в окружающую среду конвекцией, определяется по формуле:
Qк = αк · F · (Т – Тв), Вт |
(11.5) |
где F – площадь поверхности нагревателя, м2;
T – средняя абсолютная температура нагревателя, К; Тв – температура окружающего воздуха, К; αк – коэффициент теплоотдачи конвекцией, Вт/м2 · К.
Суммарная мощность электронагревателя Q является в свою очередь исходной величиной для расчета конструктивных параметров электронагревательных элементов 29 или их выбора из числа стандартных; она определяется сложением вычисленных значений Qм , Qл и Qк с учетом следующего коэффициента соотношения величин: 1 кДж/час = 0,278 Вт. Следовательно:
Q = 0,278 · Qм + Qл + Qк, Вт |
(11.6). |
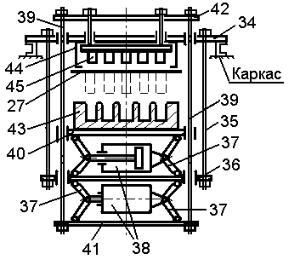
Блок 11 пневмомеханического термоформования, содержащий закрепленную на каркасе секции 1 неподвижную плиту 34 (рис. 11.19), соединенную шпильками 35 с промежуточной плитой 36, на которой попарно сверху и снизу шарнирно закреплены двухзвенные механизмы 37, приводимые в движение от установленных между ними пневмоцилиндров 38. При этом от верхнего пневмоцилиндра осуществляется вертикальное перемещение по колонкам 39 подвижной плиты 40, а от нижнего пневмоцилиндра – траверсы 41, жестко соединенной колонками 39 с подвижной верхней траверсой 42. Применяемая же технологическая оснастка состоит из формы 43, закрепленной на подвижной плите 40, и пневмокамеры 44, установленной на неподвижной плите 34. Внутри пневмокамеры в свою очередь располагается подвижная плита с пуансонами 45, соединенная штоками с верхней траверсой 42.
Рис. 11.19. Конструктивная схема блока пневмомеханического термоформования
В процессе работы разогретое полотно 27 подается в блок 11 на уровне нижней плоскости пневмокамеры 44. Далее от срабатывающего верхнего
62
пневмоцилиндра 38 разгибающимися двухзвенными механизмами 37 плита 40 с формой 43 перемещается вверх и, герметично смыкаясь с пневмокамерой 44, зажимает по периметру формуемое полотно 27. Затем от срабатывающего нижнего пневмоцилиндра 38 опускается траверса 42 и перемещающимся вместе с ней пуансонами 45 вначале производится предварительная вытяжка материала, а затем подаваемым в пневмокамеру сжатым воздухом формуемый материал окончательно прижимается к поверхности формы 43 и, охлаждаясь от нее, оформляется в изделия (стаканы). Форма при этом постоянно охлаждается циркулирующей по ее каналам проточной водой. После охлаждения стаканов в обратной последовательности действий форма раскрывается и цикл повторяется.
Усилие, обеспечивающее смыкания формы и пневмокамеры (усилие запирания Рз), должно быть несколько большим усилия (Рф), создаваемого в процессе формования в пневмокамере сжатым воздухом, то есть
Рз ≥ Рф = р · Fф, Н |
(11.7) |
где р – удельное давление превмоформования, МПа;
Fф – площадь полости формы в плоскости разъема, мм2.
Проектным усилием запирания определяется механическая прочность конструктивных элементов блока формования и усилие, развиваемое пневмоцилиндром 38. Вычисляется проектное усилие запирания по формуле:
Рз = k · pm · Fm, Н |
(11.8) |
где pm – максимальное удельное давление пневмоформования, МПа;
Fm – максимальная проектная площадь полости формы в плоскости разъема, мм2;
k – коэффициент запаса усилия запирания; принимается k = 1,2 – 1,3.
Блок 16 укупоривания тары, содержащий закрепленную на каркасе секции неподвижную плиту 46 (рис. 11.20), на которой попарно сверху и снизу шарнирно закреплены двухзвенные механизмы 47, приводимые в движение от установленных между ними пневмоцилиндров 48. При этом от верхнего пневмоцилиндра осуществляется вертикальное перемещение по колонкам 49 подвижной плиты 50, а от нижнего пневмоцилиндра – траверсы 51, жестко соединенной колонками 49 с подвижной верхней плитой 52. Применяемая же в нем технологическая оснастка состоит из плоского контактного электронагревателя 53, закрепленного через тарельчатые пружины на верхней плите 52, и импульсного нагревателя 54, располагающегося на рабочей плоскости охладителя 55, установленного на подвижной плите 50. Нагреватель импульсный содержит в свою очередь закрепленный на тепло- и электроизолирующей плоской подкладке нагревательный элемент сопротивления, представляющий собой рамку с контуром свариваемых швов, покрытую по рабочей поверхности фторопластовой пленкой. В процессе работы линии полотно 27 с отформованными и заполненными стаканами накрывается покровной пленкой 56 и подается в блок на укупоривание, которое производится встречным перемещением плит 50 и 52 разгибающимися двухзвенными механизмами 47 от срабатывающих пневмоцилиндров 48. При этом нагреватели 53 и 54 в конце хода смыкаются, прижимают по контуру
63
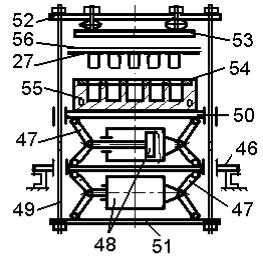
сварки покровную пленку к фланцам стаканов, нагревают в зоне контакта материалы до пластичного состояния и они герметично свариваются между собой. Для соединения разнородных материалов, например, полистирольных стаканов с покровной пленкой из алюминиевой фольги, сопрягающаяся поверхность последней покрывается термоклеем. В процессе работы электронагреватель 53 постоянно нагрет до температуры сварки, а нагреватель импульсный 54 кратковременно нагревается только при сварке, обеспечивая (при необходимости) дополнительный нагрев обычно более толстого термоформуемого материала. Укупориваемые стаканы во время сварки располагаются в гнездах охлаждаемого проточной водой охладителя 55, предохраняющего их от нагрева. После истечения заданного времени сварки нагреватель импульсный выключается, механизмы блока возвращаются в исходное положение, полотно 27 с укупоренными стаканами перемещается на шаг и цикл повторяется.
Рис. 11.20. Конструктивная схема блока укупоривания тары Усилие, требующееся для сжатия нагревателями свариваемых
материалов, определяется по формуле: |
|
Рпр = qпр · Fш, Н |
(11.9) |
где qпр – удельное давление в зоне сварки, МПа;
Fш – суммарная площадь свариваемых швов, мм2.
Установка вычисленного усилия в блоке 16 осуществляется соответствующим предварительным поджатием тарельчатых пружин, располагающихся между плитой 52 и электронагревателем 53.
Блок 17 отделения готовых упаковок от полотна, содержащий закрепленную на каркасе секции верхнюю плиту 57 (рис.11.21) и подвижную плиту 58, перемещающуюся по колонкам 59, соединяющим плиту 57 с траверсой 60, на которой шарнирно закреплены двухзвенные механизмы 61, шарнирно связанные с плитой 58 и приводимые в движение от установленного между ними блока пневмоцилиндров 62. При этом верхняя плита 63 штампа вырубного, несущая пуансоны с подпружиненным прижимом, неподвижно закреплена на плите 57, а нижняя плита 64 штампа, содержащая вырубную матрицу и направляющие колонки 65, закреплена через кронштейны 66 на подвижной плите 58 блока. В пространстве же между кронштейнами 66
64
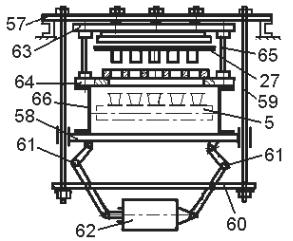
располагается транспортер 5 линии, выводящий отделенные упаковки из машины.
Рис. 11.21. Конструктивная схема блока отделения готовых упаковок
В процессе работы линии шаговым перемещением полотна 27 укупоренные стаканы подаются в блок на уровне нижней плоскости прижима штампа. Далее разгибающимися двухзвенными механизмами 61, от срабатывающего блока пневмоцилиндров 62, подвижная плита 58 перемещается вверх вместе с нижней частью штампа. При этом в конце хода полотно зажимается между матрицей и прижимом штампа, а затем пуансоны врезаются в материал и отделяют упаковки от полотна по контуру сопрягающихся окон матрицы. Далее отделенные упаковочные единицы падают через окна матрицы на транспортер 5, плита 58 возвращается в исходное положение и цикл повторяется.
Вертикальное усилие Рв, которое должен создавать привод 62 блока 17 при вырубке в штампе упаковочных единиц из полотна, определяется по формуле:
Рв = К · (Рр + Рпрж + G), Н |
(11.10) |
где К – коэффициент запаса усилия привода; К = 1,2 – 1,3; Рр – технологическое усилие разделительной операции, Н;
Рпрж – усилие, создаваемое прижимом штампа в момент вырубки, Н; G – вес вертикально перемещающихся частей штампа и блока 17, Н.
Технологическое усилие Рр разделительной операции определяется по формуле:
Рр = k · L · δ · σср, Н |
(11.11) |
Усилие Рпрж, создаваемое прижимом штампа в момент вырубки, |
|
определяется по формуле: |
|
Рпрж = L · δ · qпрж, Н |
(11.12) |
где в данных формулах:
L – общий периметр контура вырубки (отрезки), мм;
δ – суммарная толщина формуемого и покровного полотна, мм;
k – коэффициент, учитывающий допустимое притупление режущих кромок пуансона и матрицы, отклонения оптимального зазора и другие факторы; принимается k = 1,25;
65