Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
Для этого в герметичной камере 2 машины вместо формы 8 устанавливается перфорированная отверстиями площадка 19. При упаковывании на эту площадку укладывается плоская, обычно картонная, подложка 20, а затем на ней раскладываются упаковываемые штучные изделия 21. Далее на камеру 2 укладывается лист полимерной пленки 18 и герметично прижимается по периметру к ее торцевой поверхности рамкой 9, фиксируемой рычагом 10. Затем, так же, как и при формовании тары, осуществляется нагрев пленки до пластичного состояния и вакуумирование камеры 2. При этом, под воздействием вакуума, разогретая пленка, втягиваясь в камеру, плотно обволакивает разложенные изделия 21, повторяя их конфигурацию, а также прижимается ко всей сопрягающейся поверхности подложки и, прилипая к ней, герметично закрепляет упакованные изделия. После охлаждения полученная упаковка извлекается из камеры и цикл повторяется. Обрезка отходов материала по контуру отформованной тары или полученной скин-упаковки на подложке производится на следующей операции обычно в вырубном штампе, который устанавливается на серийных механических и гидравлических прессах или в специальном прессовом устройстве с пневматическим приводом.
Давление формования, под действием которого в устройстве осуществляется деформация разогретой заготовки, определяется разностью между атмосферным давлением и давлением, создаваемым в форме. При этом минимальное давление, создаваемое в форме (Рф) определяется из выражения:
ф |
а |
||
1 |
|
||
|
|||
, МПа
(11.1)
где
Vф
а – начальное давление в форме, равное атмосферному давлению, МПа;
|
Vp |
– отношение объема ресивера |
Vp |
к начальному объему формы |
|
Vф |
|||||
|
|
||||
|
|
|
|
||
. |
|
|
|
|
Анализ приведенного выражения показывает, что с увеличением (К) давление формования вначале быстро растет, а затем этот рост при К ≥ 3 практически прекращается, что подтверждается графиком, приведенным на рис. 11.11.
Рис. 11.11. Зависимость Рф от отношения объема ресивера Vp к начальному объему формы Vф
Из этого следует, что создание в форме вакуума, требующегося для формования тары, будет обеспечиваться в устройстве, если отношение объема полости камеры 2 (рис. 11.9) к объему ресивера 4 (К) будет в пределах значений от 3 до 5.
51
11.2.2. Вакуум-формовочные автоматы с контактным электронагревателем
Совмещение операций формования тары и ее отделения от отходов обеспечивается на одной рабочей позиции в высокопроизводительных вакуумформовочных автоматах с контактным электронагревателем.
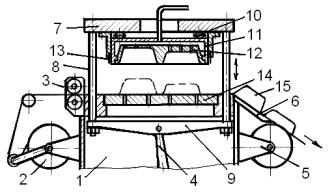
Такой автомат содержит установленные на станине 1 (рис.11.12) механизм размотки рулона 2, валковую подачу 3, формовочный блок с кривошипно-шатунным приводом 4, катушку 5 для намотки отходов, наклонный лоток 6 и в принципе такие же, как и в предыдущей машине, вакуумную систему и пульт управления. На верхней плите 7 формовочного блока автомата, связанной через колонки 8 и траверсу 9 с приводом 4, закреплена на тарельчатых пружинах 10 герметичная камера 11, соединенная с вакуумной системой. Внутри этой камеры устанавливается перфорированная отверстиями форма 12, а по периметру камеры к плите 7 крепится высекательный нож 13, выполненный из стальной заостренной ленты. Под формой 12 в станине автомата располагается перфорированный отверстиями плоский контактный электронагреватель 14, имеющий на рабочей поверхности антиадгезионное тефлоновое покрытие.
Рис.11.12. Конструктивная схема вакуум-формовочного автомата с контактным электронагревателем
При работе автомата полотно термоформуемого материала подается валковой подачей 3 с разматывающегося рулона 2 на горячую поверхность контактного электронагревателя 14 и нагревается от нее до пластичного состояния. После этого от привода 4 опускается вниз плита 7 формовочного блока и герметично прижимает к разогретому полотну камеру 11 с формой 12 и в них создается вакуум, под воздействием которого разогретый материал втягивается в форму и плотно прижимается к ее поверхности. Затем от привода 4 плита 7, сжимая пружины 10, перемещается вниз еще на 2 – 3 мм и закрепленный на ней высекательный нож 13, врезаясь в полотно, отделяет от него по периметру отформованную тару, расположенную в форме 12. Далее камера 11 соединяется с атмосферой и заполняется воздухом. От привода 4 плита 7 формовочного блока возвращается в верхнее исходное положение, а отформованная тара 15 остается на плите 14 и при следующем шаге перемещения полотна валковой подачей 3, выносится вместе с отходом из зоны формования. При этом отход полотна наматывается на катушку 5, а отформованная тара 15 отделяется от него и перемещается по наклонному лотку 6 в накопитель. Производительность такого вакуум-формовочного
52
автомата, например, модели «Likar» зависит от толщины термоформуемого материала и составляет от 20 до 40 циклов в минуту.
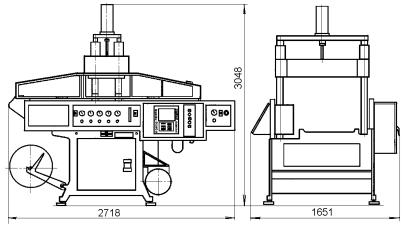
Широкую номенклатуру вакуум-формовочных автоматов, имеющих подобную конструктивную схему, производит и поставляет во многие страны, например, канадская компания «G. N. PLASTICS Co. Ltd.». В частности, один из автоматов этой фирмы модели GN1713С (рис.11.13), обеспечивает изготовление разнообразной термоформованной тары и других изделий из полистирола, поливинилхлорида, полиэтилентерефталата, полипропилена и других аналогичных рулонных и листовых термопластичных материалов.
Рис.11.13. Общий вид вакуум-формовочного автомата модели GN1713С Техническая же характеристика у автомата модели GN1713С следующая:
Производительность, цикл/ч ………………………………….500 – 1800; Размеры зоны формования, мм ……………………………….. 748 х 540; Глубина вытяжки, мм, не более …………………………………….. 125; Толщина формуемого материала, мм ………………………… 0,15 – 1,0; Максимальные размеры рулона, мм: диаметр .…………………….. 711;
ширина .…………………………………………………… 815;
Максимальная температура нагрева материала, оС…………………. 175; Общая установленная мощность, кВт ………………………………… 32;
Габаритные размеры, мм ……………………............ 2718 х 1651 х 3048; Масса, кг ……………………………………………………………… 3402.
11.3. Машины для упаковывания в термоформованную тару
Машины для упаковывания продукции в формованную тару подразделяются:
на упаковочные, обеспечивающие укупоривание заполненной тары пленочными крышками (платинками), прикрепляемыми к отбортовке горловины герметичным сварным или клеевым швом;
на упаковочные, обеспечивающие укупоривание заполненной тары съемными пластмассовыми крышками, закрепляемыми на отбортовке горловины замковым соединением;
на фасовочно-упаковочные, обеспечивающие дозирование и фасование в тару упаковываемой продукции с последующим ее укупориванием платинками, съемными пластмассовыми крышками или одновременно платинками и съемными крышками.
53
11.3.1. Вакуум-упаковочные машины
Вакуум-упаковочные машины обеспечивают укупоривание заполненной термоформованной тары герметично привариваемой (приклеиваемой) к ее отбортовке платинкой без вакуумирования внутреннего объема упаковки, а также с вакуумированием или с вакуумированием и заполнением упаковки модифицированной газовой средой (МГС). В результате простого вакуумирования внутри упаковки уменьшается содержание кислорода, паров воды и других газообразных веществ и вследствие этого увеличиваются сроки хранения упакованных продуктов. Вводимая же в герметичную упаковку МГС определенного состава оказывает на упакованный физиологически активный продукт консервирующее воздействие; подавляет развитие в нем бактерий, грибков и других микроорганизмов и в еще большей степени, чем вакуум, увеличивает сроки хранения мясной и рыбной продукции, кондитерских изделий, молочных и других продуктов питания. При этом вакуумные упаковки
иупаковки с МГС должны выполняться из газонепроницаемых упаковочных материалов.
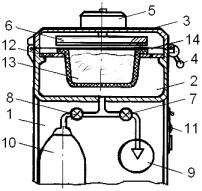
Вакуум-упаковочная машина содержит установленную на каркасе 1 (рис.11.14) герметичную камеру 2, на шарнирно закрепленной крышке 3 которой установлены рычаг 4 с эксцентриковым зажимом и диафрагменный пневмоцилиндр 5, несущий на штоке плоскую электрозаварочную плиту 6. Камера 2 соединена трубопроводом через электрораспределительные клапаны 7
и8 с вакуумным насосом 9 и баллоном 10 с модифицированной газовой смесью. На пульте 11 машины располагаются терморегулятор, реле времени, измерительные приборы, лампочки индикации, тумблеры и кнопки управления, а внутри камеры 2 закрепляется плоская подставка 12, имеющая окно с контуром адекватным периметру укупориваемой тары. В процессе укупоривания в окно подставки 12 устанавливается тара 13, предварительно заполненная продуктом, и накрывается сверху листом укупорочного материала 14. Затем камера герметично закрывается крышкой 3, фиксируемой в рабочем положении поворотом рычага 4, и вакуумируется, соединяясь через открывшийся клапан 7 с вакуумным насосом 9. После удаления воздуха из камеры и тары 13 клапан 7 закрывается, одновременно открывается клапан 8, и камера вместе с тарой заполняются модифицированной газовой смесью, поступающей из баллона 10. Далее в работу включается пневмоцилиндр 5 и опускаемой горячей плитой 6 прижимает укупорочный лист 14 к отбортовке (фланцу) тары 13. При этом от плиты 6 они нагреваются до пластичного состояния и герметично свариваются (термосклеиваются) между собой, а клапан 8 в это время закрывается. Затем штоком пневмоцилиндра 5 плита 6 поднимается в исходное положение, крышка 3 открывается и полученная упаковка удаляется из камеры. При установке на плиту 6 ленточного контурного ножа одновременно с привариванием крышки можно производить
ивысечку полученной упаковки из отходов упаковочного материала. При обычном упаковывании вакуумирования камеры 2 не производится, то есть сразу же после ее закрытия крышкой 3 опускающейся плитой 6 укупорочный лист 14 приваривается к отбортовке тары 13. При вакуумном упаковывании
54
продукции, герметичное укупоривание тары осуществляется после вакуумирования камеры, но без подключения к ней баллона 10 с МГС.
Рис.11.14. Конструктивная схема вакуум-упаковочной машины
Вакуум-упаковочные машины такого типа применяются обычно в мелкосерийном производстве и выпускаются в широком диапазоне технических характеристик и исполнений: однокамерными и двухкамерными; стационарными напольного и переносными настольного типа, а также оснащенными ленточными транспортерами и другими средствами механизации. В двухкамерных машинах, например, одной установленной на шарнирах крышкой поочередно могут закрываться и герметизироваться две рядом расположенные одинаковые камеры, подключенные к единой вакуумной системе. Этим при незначительном усложнении конструкции машины достигается существенное повышение производительности, за счет того, что одновременно с процессом автоматического укупоривания тары в одной камере, производится удаление укупоренной и установка новой заполненной тары во вторую камеру. Затем крышка перемещается на вторую камеру для укупоривания расположенной в ней тары и далее цикл повторяется.
11.3.2. Фасовочно-упаковочные автоматы
Фасовочно-упаковочные автоматы обеспечивают дозирование и фасование в термоформованную тару упаковываемой продукции с последующим ее укупориванием платинками, съемными пластмассовыми крышками или одновременно платинками и съемными крышками. К таковому технологическому оборудованию относится, в частности, автомат модели М6-АРД карусельного типа, предназначенный для фасования в пластмассовые термоформованные стаканы пастообразной продукции (сметаны) и укупоривания их съемными пластмассовыми крышками, закрепляемыми на отбортовке горловины замковым соединением. Внутри литой станины этого автомата (рис.11.15) располагается электродвигатель, связанный через вариатор и предохранительную фрикционную муфту с главным кулачковым валом, от которого через механические передачи осуществляются согласованные перемещения следующих основных исполнительных устройств и механизмов:
карусельного стола 2, содержащего восемь пар гнезд для стаканов и обеспечивающего их последовательное перемещение по расположенным вокруг него технологическим позициям путем циклового пошагового поворота в плане на угол 45о от соответствующего передаточного механизма;
55