Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
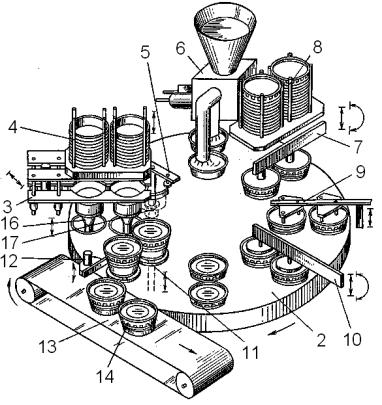
Рис.11.15. Функциональная схема фасовочно-упаковочного автомата модели М6-АРД
механизма 3 установки стаканов в гнезда карусельного стола, содержащего два магазина 4, в которые укладываются стопы стаканов, а так же отделитель, обеспечивающий фиксацию стопы при захвате из магазинов нижних стаканов прикрепляющимися к их дну эластичными присосками вертикально перемещаемых манипулятором вакуумных схватов 16;
датировщика 5, содержащего штоки 17 с резиновыми подушками, которые опускаются внутрь установленных в гнезда стаканов и фиксируют их, а также маркиратора, который перемещается синхронно вверх и прижимает смазываемые краской комплекты сменных клейм к дну стаканов, нанося тем самым на них маркировку;
поршневого объемного дозатора 6, обеспечивающего фасование в стаканы заданных порций упаковываемого продукта;
механизма 7 подачи крышек и укупоривания стаканов, содержащего два магазина 8 с уложенными стопами крышек, а так же отделитель, фиксирующий
стопы, при захвате нижних крышек эластичными присосками манипулятора, который отделяет их от стопы, затем переворачивает на 180о и накладывает на стаканы;
механизма 9 нанесения на крышки клея, содержащего клеевую ванну и манипулятор, пальцы которого вначале вводятся в клеевую ванну и набирают клей на торцы, а затем прижимаются к поверхности крышек и оставляют на них по три клеевых пятна;
механизма 10 подачи из магазинов (условно не показаны) этикеток на поверхность крышек, конструкция и принцип действия которого аналогичны механизму 7, обеспечивающему укупоривание стаканов;
56
выталкивателей 11, содержащих штоки с подушками, которые при вертикальном перемещении упираются в дно стаканов и поднимают их из гнезд на уровень наружной поверхности карусельного стола;
съемника 12, содержащего на руке захваты, которые при ее повороте в плане упираются в боковые поверхности поднятых выталкивателями стаканов
иперемещают их по столу на ленточный транспортер;
ленточного транспортера 13, выводящего готовые упаковочные единицы 14 из автомата;
пульта управления, закрепленного на станине и содержащего на лицевой панели: вакуумметр, контролирующий величину вакуума в ресивере; кнопки, переключатели и другие устройства, обеспечивающие включение и остановку автомата, регулирование его производительности, включение в работу вакуумного насоса и дозатора, отключение блокировок автомата, а также кнопку аварийной остановки автомата и лампочки световой индикации.
Вавтомате содержатся также вакуумные датчики, блокирующие его работу при отсутствии стаканов или крышек в вакуумных схватах манипуляторов при их установке.
Работает автомат по последовательно-параллельной схеме следующим образом. Вначале цикла карусельный стол 2 поворачивается на 45о, а затем вступают в работу все остальные исполнительные устройства и механизмы.
При этом на первой позиции вакуумными схватами 16 манипулятора механизма 3 нижние стаканы захватываются из магазинов 4 и устанавливаются попарно в гнезда карусельного стола. Одновременно на второй позиции штоки 17 с резиновыми подушками датировщика 5 опускаются внутрь стаканов и фиксируют их, а перемещающиеся вверх маркираторы прижимают в это время свои клейма к наружной стороне дна стаканов и отпечатывают дату. На третьей позиции из дозатора 6 в стаканы фасуются заданные порции упаковываемой продукции. На четвертой позиции вакуумными схватами механизма 7 нижние крышки извлекаются из магазинов 8, переворачиваются на 180о и перемещением вниз накладываются на стаканы с закреплением на отбортовке горловины замковым соединением. На пятой позиции пальцами манипулятора механизма 9 на поверхность крышек наносится по три клеевых пятна, а на шестой позиции вакуумными схватами манипулятора механизма 10 из магазинов извлекаются нижние этикетки, переворачиваются на 180о и перемещением схватов вниз наклеиваются на крышки. Седьмая позиция является резервной, а на восьмой позиции укупоренные стаканы выталкивателями 11 поднимаются из гнезд на уровень наружной поверхности стола и поворачивающейся рукой съемника 12 перемещаются с карусельного стола 2 на ленточный транспортера 13, который готовые упаковочные единицы 14 выводит из автомата. После же возвращения механизмов на всех позициях карусельного стола 2 в исходное положение, последний снова поворачивается на 45о и цикл повторяется.
Техническая характеристика автомата модели М6-АРД следующая: Производительность, шт./мин. …………………………………. 65;
Точность дозирования, % ……………………………………….. ±3;
Мощность электродвигателей, кВт:
57
главного привода …………………………………… 1,1; регулирования производительности ………………0, 08;
вакуумного насоса ……………………………………1,5;
Габаритные размеры, мм ……………………... 2850 х 1035 х 1720; Масса, кг ………………………………………………………… 880;
Автомат обслуживает один человек.
Изготовитель – Капсукский завод продовольственных автоматов (Литва). Карусельные фасовочно-упаковочные автоматы модели «Алур-1500СМ»,
имеющие подобную конструктивную схему, серийно изготовляются, например, ЗАО «Новгородский машиностроительный завод» (Россия).
Несколько конструктивных исполнений карусельных фасовочноупаковочных автоматов, создано и серийно изготовляется ООО
«ПРОФИТЭКС» (Россия) с применением в них пневмооборудования фирмы «Camozzi» (Италия) и электрооборудования фирмы «Omron» (Япония).
Наиболее же широкий модельный ряд разнообразных автоматов, упаковывающих продукцию в готовые термоформованные пластмассовые стаканы, производит и поставляет во многие страны известная германопольская фирма «TREPKO». В него входят универсальные фасовочноупаковочные автоматы серии 100 с линейной схемой расположения исполнительных механизмов, а также автоматы серии 200 карусельного типа, функциональная схема которых подобна автомату модели М6-АРД. Автоматы фирмы «TREPKO» отличает современный дизайн, наличие эстетичных каркасов, которые несут прозрачные двери и панели, ограждающие их рабочую зону, а также сниженный уровень рабочего шума, удобство в эксплуатации, универсальность, высокая надежность и производительность.
11.4. Формовочно-упаковочные линии и автоматы
Для массового производства потребительской термоформованной тары и упаковывания в нее продукции широко применяются высокопроизводительные формовочно-упаковочные автоматические линии, функциональная схема наиболее типовой из которых приведена на рис. 11.16. В процессе работы этой линии термоформуемое полимерное полотно 1 разматывается с рулона 2 и поступает через блок роликов 3 механизма амортизации и натяжения ленты в захваты цепного бесконечного транспортера 4, которым в шаговом режиме перемещается через исполнительные устройства линии. При этом устройством 5 осуществляется двухсторонний нагрев материала контактными электронагревателями до пластичного состояния, а в устройстве 6 производится однорядное или многорядное пневмомеханическое термоформование в разогретом полотне потребительской тары в виде ячеек заданной формы. Затем полотно с отформованной тарой 7, охлаждаясь, перемещается к дозатору 8, фасующему в нее упаковываемый продукт. При дальнейшем перемещении полотно 1 накрывается сверху покровной пленкой 9, разматывающейся с рулона 10. Далее в устройстве 11 опускающейся горячей плитой 12 к фланцу заполненной тары герметично приваривается крышка из покровной пленки 9, а затем в устройстве 13 полученные упаковки 14 вырубаются из упаковочного полотна и ленточным транспортером 15 выводятся из машины. Отходы полотна 16 в свою очередь поступают из цепного транспортера 4 на вращающуюся
58
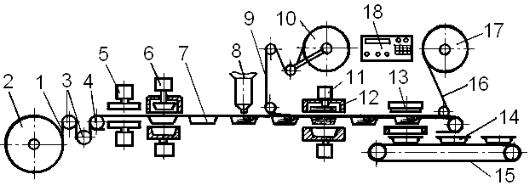
катушку 17, для последующей утилизации. Заданный автоматический режим работы линии обеспечивается микропроцессорной системой управления 18, обладающей необходимой гибкостью в установке и регулировании технологических параметров цикла.
Рис.11.16. Функциональная схема формовочно-упаковочной автоматической линии
В частности, такая формовочно-упаковочная автоматическая линия модели ЛБУ-П400, обеспечивающая упаковывание в пластмассовую тару пастообразной продукции (рис.11.17), состоит из:
секции 1 пневмомеханического термоформования в разогретом рулонном полотне потребительской тары в виде ячеек заданной формы;
секции 2 фасования продукции в отформованную тару;
секции 3 укупоривания и отделения готовых упаковочных единиц;
транспортеров 4 и 5, осуществляющих шаговое перемещение рулонного термоформуемого полотна и вывод готовых упаковок из машины;
пневмосистемы, обеспечивающей привод исполнительных механизмов линии;
гидросистемы, обеспечивающей подвод охлаждающей воды к оснастке исполнительных устройств;
электрооборудования, включающего микропроцессорный блок управления 6, переносной пульт 7, бесконтактные датчики контроля положений исполнительных механизмов, а также другие электросиловые и коммутационные устройства.
На сварном же каркасе секции 1 этой линии располагаются рулонодержатель 8, механизм 9 амортизации и натяжения рулонного полотна, блок 10 нагрева формуемого полотна, блок 11 пневмомеханического термоформования в нем тары, а также натяжной вал со звездочками и направляющие цепного транспортера 4.
На промежуточной секции 2 в свою очередь располагается стаканчиковопоршневой объемный дозатор 12, обеспечивающий одновременное фасование в отформованную тару пяти порций пастообразной продукции объемом от 100 до 250 см3, а также закреплены направляющие цепного транспортера 4.
На сварном каркасе секции 3 крепятся две стойки, несущие микропроцессорный блок управления 6, устройство 13 размотки рулона покровной пленки и устройство 14 для наматывания отходов упаковочного полотна 15. Кроме этого на нем установлены блок 16 укупоривания тары, блок 17 отделения упаковок от полотна, транспортер 5, выводящий готовые
59
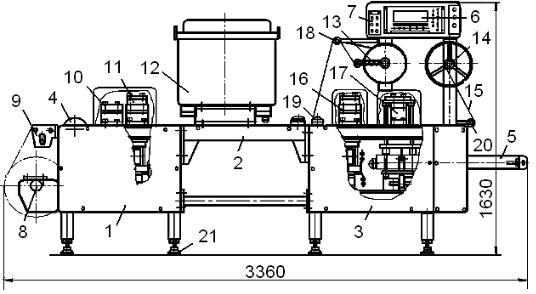
упаковочных единиц, направляющие ролики 18, 19 и 20, а также приводной вал со звездочками и направляющие цепного транспортера 4. Ножки каркасов секций опираются в свою очередь на пол через регулируемые опоры 21.
Рис. 11.17. Формовочно-упаковочная автоматическая линия модели ЛБУ-П400
Основными же исполнительными устройствами в этой линии являются следующие.
Рулонодержатель 8, представляющий собой установленную на кронштейнах каркаса съемную ось, на которой в подшипниках вращается труба
сфиксирующими рулон конусами.
Механизм 9 амортизации и натяжения рулонного полотна, содержащий три образующих петлю свободно вращающихся ролика, средний из которых установлен с возможностью вертикального перемещения в пазах кронштейнов: вверх – при натяжении полотна и уменьшении петли и вниз – при ослаблении полотна и увеличении петли.
Блок 10 нагрева формуемого полотна (рис. 11.18а), который содержит верхнюю 22 и нижнюю 23 плиты, при этом верхняя плита прикрепляется кронштейнами к каркасу секции 1, а нижняя соединяется с верхней четырьмя шпильками 24. На плитах же блока установлены два диафрагменных пневмоцилиндра 25, с закрепленными на их штоках контактными электронагревателями 26. В процессе работы выдвигающимися штоками пневмоцилиндров 25 электронагреватели 26 перемещаются встречно и, зажимая между собой полотно 27, осуществляют его контактный нагрев до пластичного состояния. Электронагреватели 26 содержат плиту 28 (рис. 11.18б), выполненную из алюминиевого сплава марки Д16, плоская контактная поверхность которой тщательно отполирована для предотвращения прилипания к ней нагреваемого материала. Толщина плиты принимается из условия размещения в ее выемках плоских электронагревательных элементов 29 и установки в средней части боковой поверхности термопары 30, электрически связанной с термореле, обеспечивающим подачу напряжения на нагревательные элементы, при снижении в процессе работы температуры плиты ниже заданной.
60