Материал: [SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
способе изготовления форма 2 воспринимает небольшую нагрузку, поэтому ее можно выполнять даже из древесины, гипса, жести, термореактивных пластмасс и других материалов.
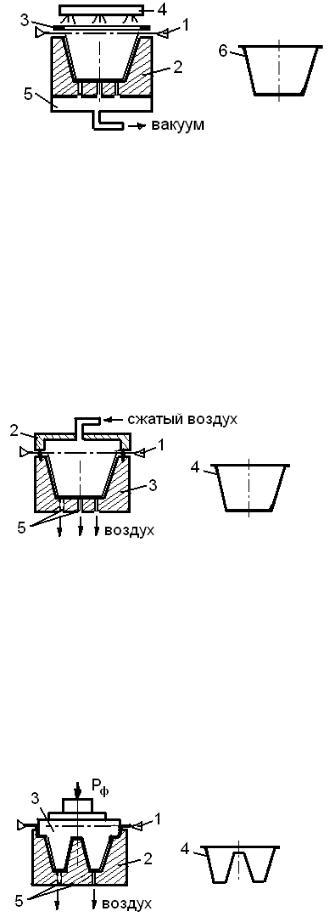
Рис. 11.3. Схема вакуумного термоформования
Недостатки такого формования заключаются в малой толщине формуемых материалов (до 2 мм), небольшой глубине вытяжки и значительной разнотолщинности стенок изделия, особенно в углах и местах переходов.
При пневматическом термоформовании (рис.11.4) нагретая до пластичного состояния листовая заготовка 1 герметично зажимается по периметру между торцами камеры 2 и формы 3, а затем в камеру подается сжатый воздух под давлением 0,15 – 1,0 МПа и от создаваемого им усилия материал растягивается, прижимается к поверхности формы и, охлаждаясь от нее, оформляется в изделие 4. При этом воздух удаляется из полости формы через специально проделанные в ее стенках отверстия 5, диаметром 0,5 – 1,0 мм.
Рис.11.4. Схема пневматического термоформования
При механическом формовании (штамповании) листовая заготовка 1 (рис.11.5) нагревается до температуры вынужденно-эластичного состояния (ниже температуры размягчения материала) и после этого укладывается на матрицу 2 вытяжного штампа. Далее опускающимся пуансоном 3 заготовка затягивается в матрицу и обжимается между ее поверхностью и поверхностью пуансона, в формуемое изделие 4, которое после охлаждения и раскрытия штампа извлекается и цикл повторяется. Воздух из полости матрицы в процессе формования удаляется через специально проделанные в ее стенках отверстия 5.
Рис. 11.5. Схема механического формования
46
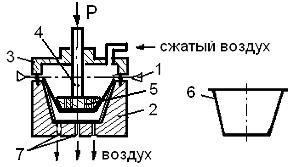
Этим способом формуют прокладки (коррексы) и другие элементы упаковки с неглубокими ячейками (гнездами). Механическое формование может выполняться и без нагрева заготовки, например, при изготовлении банок и лотков из комбинированного материала на основе полиолефинов и алюминиевой фольги – ламистера.
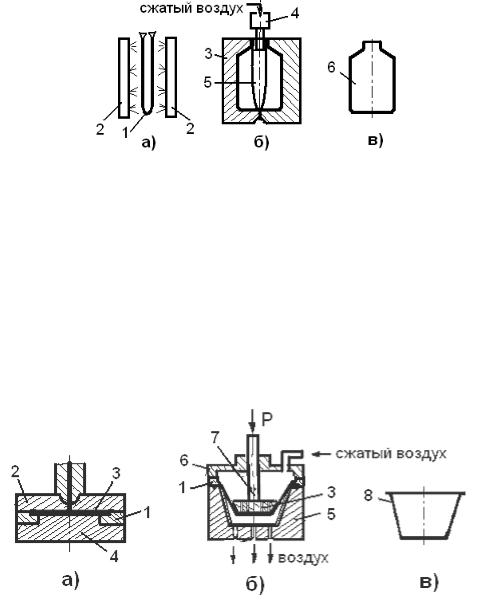
При пневмомеханическом термоформовании разогретая до пластичного состояния листовая заготовка 1 (рис.11.6) укладывается и герметично зажимается по периметру между торцами формы 2 и пневмокамеры 3, содержащей формующий пуансон 4. Далее перемещающимся вниз пуансоном вначале производится предварительная вытяжка материала, а затем подаваемым через каналы 5 пуансона в пневмокамеру сжатым воздухом формуемый материал окончательно прижимается к поверхности формы и, охлаждаясь от нее, оформляется в изделие 6. При этом воздух удаляется из полости формы через сеть специально проделанных в ее стенках отверстий 7 диаметром 0,5 – 1,0 мм.
Рис. 11.6. Схема пневмомеханического термоформования
Размеры пуансона и скорость предварительной вытяжки зависят от свойств формуемого материала. Например, при формовании полистирольных или поливинилхлоридных материалов размеры пуансона принимаются в пределах 75% площади формы, а предварительная вытяжка производится на 85% ее глубины со скоростью 15 м/мин. При формовании из листового полипропилена или поликарбоната площадь пуансона уменьшается до 65%, а предварительную вытяжку производят практически на полную глубину формы со скоростью 10 м/мин. Пуансоны обычно изготовляются из плотных пород древесины, фторопласта, текстолита и других аналогичных материалов, характеризующихся низким коэффициентом теплопроводности. Это необходимо для предотвращения ускоренного охлаждения материала в процессе формования. Металлические пуансоны по этой же причине должны выполняться обогреваемыми. Этим способом из листовых заготовок толщиной до 12 мм обеспечивается формование с коэффициентом вытяжки К ≤ 2 как потребительской, так и крупногабаритной транспортной тары с минимальной разнотолщинностью стенок и точными внешними размерами.
При двухстороннем пневматическом термоформовании листовой материал 1 складывают в два слоя и разогревают нагревателями 2 до высокоэластичного состояния (рис.11.7а). Далее нагретую заготовку помещают в форму 3 (рис.11.7б) так, чтобы слоями с ее верхнего торца охватывался ниппель 4. Затем форма смыкается, и материал при этом плотно прижимается ее сопрягающимися поверхностями к охватываемой поверхности ниппеля, а
47
также пережимается торцами полости формы по всему контуру, и разогретые слои, свариваясь между собой, формируются в полую заготовку 5. После этого через ниппель 4 внутрь полой заготовки 5 подается сжатый воздух, и она раздувается и прижимается к поверхности полости формы, оформляясь в изделие 6 (рис.11.7в), которое после охлаждения извлекается из раскрывшейся формы. Таким способом можно изготавливать, в частности, пластмассовые бутылки, канистры и другую раздувную тару.
Рис. 11.7. Схема двухстороннего пневматического термоформования
Наряду с рассмотренными существует и такой способ формования изделий из отливаемых плоских заготовок, как пресс-инжекция с последующим пневмомеханическим термоформованием. Этим способом на поворотном столе литьевой машины в оправке 1 формы 2 (рис.11.8а) вначале отливается заготовка 3 в виде пластины, подпрессовываемой снизу подвижной плитой 4. Затем отсюда поворотом стола полученная горячая заготовка 3 на оправке 1 перемещается в форму 5 (рис.11.8б) и там, после смыкания ее с камерой 6, вначале механически вытягивается опускающимся пуансоном 7, а затем подаваемым сжатым воздухом плотно прижимается к поверхности формы и, охлаждаясь от нее, оформляется в изделие 8 (рис.11.8в).
Рис. 11.8. Схема пресс-инжекции с последующим пневмомеханическим термоформованием
Этот способ особенно эффективен для производства широкогорлой тонкостенной (0,2 – 0,8 мм) тары (банок, коробок, стаканов) объемом до 1000 см3. Его достоинства заключаются в низкой себестоимости, отсутствии отходов, возможности переработки большинства известных термопластов.
Технологический процесс производства формованной тары из листовых и рулонных термопластичных пластмасс в обобщенном виде включает в себя подготовительные, основные, заключительные и вспомогательные этапы.
На подготовительном этапе выполняются операции по подготовке и раскрою материала на требуемые заготовки.
48
Основной этап включает операции, обеспечивающие нагрев заготовок, формование и охлаждение изделий.
На заключительном этапе выполняются операции по отделению (вырубке) отформованных изделий из отхода заготовок, по зачистке и механической обработке полученных изделий, а также сварочные, маркировочные, другие доделочные и контрольные операции.
Вспомогательный этап включает операции транспортирования готовых изделий на склад, утилизации и переработки отходов заготовок и бракованных изделий в гранулированный материал и другие аналогичные процессы.
Изготовление формованной тары и упаковывание в нее продукции осуществляется на разнообразных заготовительных, формовочных, доделочных
ифасовочно-упаковочных машинах, полуавтоматах и автоматах, а также на механизированных и автоматических формовочно-упаковочных линиях. Наиболее распространенные исполнения формовочных и фасовочноупаковочных машин, а также автоматизированных формовочно-упаковочных линий приводятся ниже.
11.2. Вакуум-формовочные машины
По конструктивному исполнению современное вакуум-формовочное оборудование подразделяется на два вида: машины с лучевыми электронагревателями и машины с контактными электронагревателями.
11.2.1. Вакуум-формовочная машина с лучевым электронагревателем
Наиболее распространенная конструктивная схема вакуум-формовочной машины с лучевым электронагревателем приведена на рис.11.9. В столе каркаса 1 этой машины располагаются герметичная камера 2, соединенная трубопроводом через электрораспределительный клапан 3 с ресивером 4 и вакуумным насосом 5, а также ролики 6, обеспечивающие установку и размотку рулона 7 полимерного термоформуемого материала. Внутри камеры 2 устанавливается перфорированная отверстиями диаметром от 0,5 до 1,2 мм форма 8, а над камерой располагаются шарнирно закрепленная прижимная рамка 9 с рычагом 10 и перемещающийся по направляющим 11 терморадиационный (лучевой) электронагревательный блок 12, в рабочем положении взаимодействующий с микровыключателем 13. На пульте управления 14 машины располагаются реле времени 15, терморегулятор 16, вакуум-измерительный прибор 17, а также лампочки индикации, тумблеры и кнопки управления. При формовании тары лист полимерного материала 18 отрезается от рулона 7, укладывается на камеру 2 с формой 8 и герметично прижимается по периметру к торцевой поверхности камеры 2 рамкой 9, фиксируемой поворотом рычага 10. Затем перемещением по направляющим 11 над камерой устанавливается электронагревательный блок 12, нажимающий в рабочем положении на кнопку микровыключателя 13, от которого включается реле времени 15, отсчитывающее заданную продолжительность нагрева листа 18 до пластичного состояния. При этом требуемая температура лучевых нагревателей блока 12 задается и автоматически поддерживается терморегулятором 16. По истечении заданного времени нагрева реле 15 включает электрораспределительный клапан 3, и он соединяет камеру 2 с
49
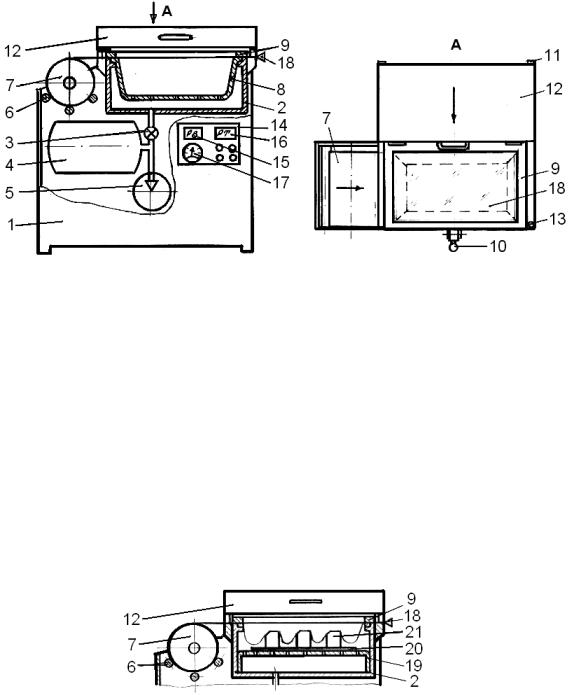
ресивером 4 и вакуумным насосом 5, создающими за долю секунды в ней и форме 8 вакуум, под воздействием которого разогретый материал листа 18 втягивается в форму 8 и плотно прижимается к ее поверхности. Далее нагревательный блок 12 перемещается по направляющим в исходное положение и освободившаяся кнопка микровыключателя 13 выключает питание электрораспределительного клапана 3, который, возвращаясь в исходное положение, соединяет камеру 2 с атмосферой, одновременно перекрывая канал, соединяющий камеру с ресивером 4 и вакуумным насосом 5. Затем расфиксируется и отводится от камеры поворотом в шарнире прижимная рамка 9, и после выдержки, необходимой для охлаждения, лист 18 с отформованной тарой удаляется из формы 8. На камеру 2 укладывается следующий лист и цикл повторяется.
Рис.11.9. Конструктивная схема вакуум-формовочной машины с лучевым электронагревателем
Вакуумный насос 5 откачивает в это время воздух из ресивера 4, создавая в нем вакуум, контролируемый по прибору 17, и подготавливая систему к следующему циклу. В вакуум-формовочных машинах, как правило, применяются насосы низкого вакуума, создающие при нулевом расходе во всасывающем патрубке минимальное давление порядка 4∙10-3 – 1,3∙10-5 МПа (30
– 0,1 мм. ртутного столба). При наличии ресивера часовая производительность применяемого насоса должна быть несколько больше произведения объема внутренней полости камеры 2 на число рабочих циклов в час. При этом объем ресивера принимается в 6 – 8 раз большим объема камеры.
Рассмотренная машина, кроме формования тары, позволяет выполнять и вакуумную скин-упаковку штучных изделий на плоской подложке, при ее оснащении по схеме, приведенной на рис.11.10.
Рис.11.10. Схема вакуумной скин-упаковки штучных изделий на плоской подложке
50