Материал: Моделирование производственного процесса специализированного предприятия по выпуску упаковочной продукции
.3. По согласованию с заказчиком допускается применять другие упаковочные материалы, обеспечивающие сохранность коробок при транспортировании и хранении.
.4. Предельная масса кипы коробок не должна превышать 20 кг.
.5. В одну кипу (пакет) упаковывают коробки, изготовленные из одного материала, одного типа, вида отделки, художественного оформления и упаковочных вспомогательных средств.
Коробки. Технические условия.
ТУ 9571-105-14350732-2006
Настоящие технические условия распространяются на упаковку из картона и других листовых бумажных материалов, и комплекты упаковки (основание и крышка), отпечатанные офсетным способом печати, предназначенные для упаковывания пищевых продуктов и других целей, или пакетов с пищевыми продуктами - код 95 7110.
Технические требования
. Коробки должны соответствовать требованиям настоящих технических условий, требованиям нормативной документации на конкретный вид продукции, образцу - эталону и оригиналу, утвержденному заказчиком.
.1. Оригиналы коробок должны быть выполнены с учетом свойств применяемых материалов и полиграфических красок, особенностей технологии полиграфического производства и соответствовать требованиям ГН 2.3.3.972-00.
.2. Исполнитель изготавливает пробный оттиск, который утверждается заказчиком и после подписания "в печать" становится эталоном для оценки качества тиражной продукции. Все отклонения от оригинала должны быть согласованы с заказчиком.
.3. Изготовитель тиражной продукции обязан нанести свой товарный знак, располагая его в местах, не нарушающих общего художественного решения коробки.
Допускается исполнителю тиражной продукции размещать коммерческую рекламу, при этом оригинал должен быть согласован с заказчиком. Реклама должна занимать не более 1/3 площади печатного поля с обязательной рубрикой "Реклама".
Требования к материалам
. Для художественного оформления коробок применяют офсетный вид печати в одну, две, три, четыре и более красок.
. Типы и размеры коробок определяются требованиями нормативных документов на продукцию по согласованию с заказчиком.
. Направление волокон бумаги для коробок должно соответствовать
спецификации заказчика.
Таблица 2
Основные требования к качеству коробок
|
№ п/п |
Показатель |
Норма |
Допускаемые отклонения |
|
1 |
2 |
3 |
4 |
|
1 |
Качество печати |
1.1.Соответствие цвета и оттенка красок на тиражном оттиске контрольному 1.2.Совмещение красок на многокрасочном оттиске. 1.3.Полная пропечатка участков изображения и текста без марашек и склеивания оттисков. 1.4.Отсутствие отмарывания оттисков. |
Не более +/-0,10 ед. оптической плотности для светлых красок Не более 0,2 мм Не допускается Допускается незначительное отмарывание на оборотной стороне оттисков без заметного искажения изображения и текста оттиска |
|
2 |
Качество лакирования |
Равномерное лаковое покрытие на оттисках без затеков, пропусков, трещин |
Не допускается |
|
3 |
Качество тиснения |
3.1. Совмещение рельефного изображения с красочным 3.2. Сохранение прочности оттисков без разрывов бумаги. |
Для коробок с размером меньшей стороны до 100 мм +/-0,2 мм, для коробок с размером меньшей стороны 100 мм и более +/-0,4 мм. Не допускается |
|
4 |
Размеры |
Размеры рисунков и живописных полей коробок должны соответствовать пробным (контрольным) оттискам. 4.1. Коробки фигурные (высечка на прессах). 4.2. Углы на коробках должны быть прямыми. |
По коробкам фигурным высечка на высекальных (вырубных) прессах - допуск от заданных размеров: при длине меньшей стороны (диаметра) до 100 мм +/- 0,5 мм; При длине меньшей стороны более 100 мм +/- 1,0 мм. Допускается косина при длине коробок до 100 мм - 0,5 мм, свыше 100 мм - 1,0 мм. 100 мм +/- 1,0 мм. |
|
5 |
Центровка |
Высечка и резка коробок, не имеющих оконтуривающих рамок, должны производиться в соответствии с оригиналом и утвержденными размерами при центральном расположении рисунка и текста на коробке. На высечках не должно быть заусениц. |
От центрального расположения рисунка +/- 1,0 мм. |
|
6 |
Линии контура |
Соблюдение оконтуривающей линии: Коробки фигурные высечка на высекальных (вырубных) прессах. |
От линии контура: а) для коробок с размером меньшей стороны (диаметром) до 100 мм. +/- 0,5 мм; б) для коробок с размером меньшей стороны (диаметром) 100 мм. и более +/- 1,0 мм. |
|
7 |
Косина коробки |
Совмещение противоположных сторон коробки. |
Косина коробки: а) при длине коробки до 100 мм - 0,5 мм; б) при длине коробки свыше 100 мм - 1,0 мм. |
Характеристики полиграфического исполнения
) Тиражные оттиски по цветовому тону краски должны соответствовать утвержденным пробным оттискам, при отсутствии пробных оттисков - утвержденному образцу.
) По характеру и размерам элементов изображения, расположению рисунков и текста оттиски должны соответствовать образцу-эталону.
) Денситометрические нормы и допустимые отклонения плотности отражения должны соответствовать ОСТ 29.66-90.
) Основные показатели качества полиграфического исполнения коробок должны
соответствовать нормам, указанным в таблице 3.
Таблица 3
Основные показатели качества полиграфического исполнения коробок
|
№ п/п |
Технологический процесс. Наименование показателя (параметр контроля) |
Норма |
Метод измерения (контроля) |
|
1 |
2 |
3 |
|
|
1 |
Печатный процесс |
||
|
1.1. |
Внешний вид продукции |
Отсутствие механических повреждений, морщин, загнутых углов, масляных пятен, смазывания краски. Допускается незначительное отмарывание краски на оборотную сторону оттиска при условии, если не ухудшается качество изображения. |
Визуальный по настоящим ТУ |
|
1.2. |
Воспроизведение всех элементов изображения |
Соответствие образцу - эталону, пробным оттискам. |
Визуальный по настоящим ТУ |
|
1.3. |
Воспроизведение цветового оттенка |
Отсутствие заметного различия в цветовом тоне и оттенке красочного изображения при сравнении с образцом - эталоном. Соответствие денситометрическим нормам печатания и допустимым отклонениям плотности отражения. |
Визуальный по настоящим ТУ ОСТ 29.66-90 |
|
1.4. |
Допустимое несовмещение красок |
0,2 мм |
лупа-микроскоп типа МПБ-2 |
|
2 |
Лакирование |
||
|
2.1. |
Внешний вид |
Лаковый слой сухой, без пузырей, затеков, царапин, пятен. Отсутствие заметного различия в цветовом тоне и оттенке красочного изображения. |
Визуальный по настоящим ТУ |
|
3. |
Тиснение |
||
|
3.1. |
Внешний вид |
Изображение укрывистое, полная проработка деталей изображения, отсутствие механических повреждений бумаги, отсутствие натиска от краев конгревного штампа. |
Визуальный по настоящим ТУ |
|
3.2. |
Допустимое отклонение совмещения отпечатанного изображения с тиснением |
Не более 0,5 мм |
Измерительный по настоящим ТУ |
Графическое описание производственного процесса изготовления продукции (упаковка)
Проектирование конструкции складных коробок
. Выбор материала
При выборе материала учитывается ряд разнообразных факторов. Материал должен удовлетворять требованиям, связанным с упаковываемой продукцией и способами обращения с ней. Прежде всего, анализируются физико-механические свойства, непроницаемость для влаги, жира, водяного пара и других факторов. С другой стороны, рассматриваются технологические свойства. Запечатываемые свойства материала должны соответствовать выбранному способу печати и предусмотренному внешнему виду. Материал должен хорошо обрабатываться в технологических машинах и быть пригодным к склеиванию или к сварке. Кроме того, материал должен позволять создать конструкцию складной коробки, соответствующую заданному способу упаковывания продукции - ручному, полуавтоматическому или автоматическому. Следует учитывать и стоимость материала. Его доля в цене конечного продукта не должна быть значительной.
. Определение конфигурации и габаритных размеров
Рациональное техническое решение в определении конфигурации и габаритных размеров позволяет сократить расход материала, исключить дополнительную трудоемкость при сборке коробок, оптимизировать процесс распределения упакованной продукции.
После этого определяются конструктивные особенности коробки: наличие клеевых соединений, тип и вид замковых затворов, конструкции дна и крышки и т.д. В результате разрабатывается чертеж развертки коробки с использованием системы компьютерного проектирования САПР. В зависимости от конструктивных особенностей из большой базы данных выбирается принятая за основу конструкция. По габаритным размерам, виду и типу материала, местам склейки и другим параметрам определяются особенности развертки коробки.
На следующей стадии чертеж развертки коробки переносится на выбранный материал и изготавливается индивидуальный образец коробки без текстовой и изобразительной информации. В процессе сборки коробки уточняются конструктивные особенности элементов ее развертки. Полученный образец коробки согласовывается с заказчиком, при необходимости вносятся изменения в чертеж развертки коробки.
Образец коробки подвергается комплексу механических испытаний, согласованному с заказчиком. Как правило, испытания должны моделировать возникающие нагрузки при перевозке, складировании и различных операциях обработки продукции. По результатам испытаний могут при необходимости изменяться материал и конструктивные особенности коробки.
. Создание комплекса текстовой и изобразительной информации
Уточненный чертеж развертки коробки совмещается с текстовой и изобразительной информацией, осуществляется корректировка расположения надписей и других элементов оформления. Для выполнения этой операции разработан ряд компьютерных программных комплексов, который объединяет в себе возможности мощного гибридного графического редактора и процессора технологической подготовки. Программный продукт ESKO software Suite7 (определяет объем коробки, дает план раскроя с клапанами с оптимальным размещением заготовки на листах картона, обеспечивает художественное оформление этикетки и коробки с учетом швов вырубки в соответствии с цветовыми стандартами красок).
Развертка с текстовой и изобразительной информацией наносится методом цифровой печати на материал коробки. Современные средства цифровой печати позволяют обеспечить совпадение цветов с традиционной печатью, например офсетной, с точностью 90-95% . Из развертки собирается натурная модель коробки - она согласовывается с заказчиком. В случае необходимости изменений и дополнений составляется протокол. После их внесения в проект изготавливается вторая натурная модель, которая снова согласовывается с заказчиком. Утвержденная натурная модель становится эталоном для будущего серийного производства коробок. Процесс согласовывания натурных моделей с заказчиком значительно облегчается с использованием компьютерной сети Internet.
. Позиционирование разверток коробки на формате заготовки картона
Формат заготовки картона определяется типом и маркой оборудования, задействованного в технологическом процессе изготовления коробок: печатных и отделочных машин, штанцевальных прессов, фальцевально-склеивающих автоматов.
Позиционирование является сложной задачей. Оно определяет важнейшие технические характеристики процесса изготовления складных коробок.
Во-первых, это технико-экономические показатели. От оптимальности позиционирования зависит количество отходов картона и гофрокартона, а также производительность процесса. Числовым показателем оптимальности позиционирования является коэффициент использования материала (КИМ), определяемый отношением площади заготовки картона (S3) к суммарной к суммарной площади получаемых из нее разверток коробок.
Чем больше КИМ приближается к единице, тем меньше отходов картона и ниже себестоимость изготавливаемых коробок. На позиционирование влияет и программа выпуска коробок различной конфигурации. В ряде случаев экономически выгоднее пойти на снижение КИМ, но разместить на одном формате заготовки различных коробок.
Во-вторых, от правильности позиционирования зависит качество печати, отделки, штанцевания, отделения отходов и разделения разверток коробок по их отдельным профилям. При позиционировании следует предусматривать возможности равномерного распределения давления в процессе печати балансировки штанцевальных форм по осям симметрии.
В-третьих, позиционирование определяет механические свойства коробок. Развертки коробок необходимо ориентировать относительно машинного направления при изготовлении картона. Как правило, машинное направление соответствует длинной стороне формата заготовки.
Завершающей стадией проектирования складных коробок являются разработка
конструкции штанцевальной формы и составление спецификаций необходимых для ее
изготовления материалов. [2]
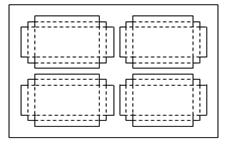
Расположение заготовок коробки и крышки на листе
1. Проектирование печатного производства
.1 Выбор и обоснование способа печати
Офсетная печать является безусловным лидером на рынке полиграфических услуг. Прочному положению этого способа печати способствуют цифровые и лазерные технологии, а также средства автоматизации, которые позволили многократно снизить время перенастройки с тиража на тираж. С помощью этого способа изготавливается широкий диапазон печатной продукции: от однокрасочных бланков до глянцевых рекламных журналов, отпечатанных в 6-7 красок. Такое количество красок так же позволит получать яркую многокрасочную упаковку, которая позволит привлечь большинство потребителей.
Офсетный способ печати позволяет получать продукцию превосходного качества, отличается высокой степенью цветопередачи и точностью воспроизведения мелких элементов изображения. Помимо основных цветов (CMYK), при печати возможно применение дополнительной палитры (pantone), а также лака. Офсет предусматривает использование большого ассортимента бумаг различных фактур и плотности, имеет меньшие ограничения по формату. Офсетный способ печати расширяет полиграфические возможности исполнения: качественная передача всех нюансов и полутонов, печать металлизированными красками, бронзирование металлическими порошками (яркий металлический блеск или деликатное бриллиантовое мерцание), гибридное лакирование и т.п.
К достоинствам офсетной печати также можно отнести:
- возможность двусторонней печати многокрасочной продукции (в том числе и высокохудожественной) продукции в 1 прогон;
- использование любых видов послепечатной обработки;
- осуществление печати больших тиражей за довольно короткие сроки;
- осуществление печати больших тиражей по довольно низкой стоимости (оборудование для офсетной печати плакатов, буклетов, календарей рассчитано на определенное количество материалов. Исходя из этого, если объем заказа по офсетной печати увеличивается, то стоимость одной копии снижается. Следовательно, чем выше тираж, тем выгоднее становится офсетная печать);
- удобность использования офсета для печати повторяющихся рекламных материалов;
- возможность использования различных методик, улучшающих внешний вид и индивидуальность заказа.
Недостатки офсетной печати:
- невозможно выполнить срочный заказ, например, в течение нескольких часов;
- длительная допечатная обработка, которая отнимает много времени;
- при малых тиражах увеличивается себестоимость продукции.
Технология офсетной печати дает высокое качество продукции. Развитие офсетного способа печати во многом обусловлено достижениями современных формных процессов. Этот способ печати оптимален для тиражей средних и больших объёмов. Отличается высокой точностью детализации и цветопередачи, средним уровнем затрат на оборудование и невысокой себестоимостью продукции.
В офсетном способе печати толщина красочного слоя на оттисках меньше, чем на оттисках других способов печати, соответственно меньше и интервал оптических плотностей при использовании черной краски. Искажения растровых элементов в офсете в значительной степени предупреждается путем сбалансированной подачи краски и влаги. Благодаря этому краска не заходит за пределы печатающих элементов формы, т.к. влага препятствует проникновению краски на пробельные элементы. [3]
Руководствуясь выше приведенными характеристиками офсетного способа печати, однозначно определили, что печать представленной продуктовой программы будет производиться именно этим способом.
Ресурсами для выполнения печатных процессов являются: