Материал: ГЛАВА1
Такой допуск на размер l2 при указанных габаритах детали и процессе фрезерования вполне приемлем. В итоге все допуски на операционные размеры найдены.
Решая систему (1.19), определяем номинальные значения операционных размеров.
Из выражения 1: l1 = 56 0,19 .
Из выражения 2: l3 = 16 + 0,21 .
Из
выражения 3: l2
=
![]()
![]()
С
= 28
0,095
С
= 28
0,095
8 () 0,105

![]()
![]()

![]() =
20
0,2 .
=
20
0,2 .
При решении этого уравнения допуск у размера l2 составил 0,2 мм, т.е. допуск такой же, как и ранее был найден; это свидетельствует об отсутствии ошибки в расчетах.
Примечание.
-
При решении вышеприведенного уравнения столбиком у вычитаемых размеров знаки у допусков заменены на обратные (см.правила решения уравнений методом отклонений).
-
Показано, что сделана поправка на сумму допусков известных составляющих звеньев:
![]() =
0,095 + 0,105 = 0,2 .
=
0,095 + 0,105 = 0,2 .
3) Видно, что при решении задачи, если в уравнении участвуют «половинки» размеров, то и допуск уменьшается в два раза.
Таким образом, при выполнении операционных размеров l1, l2 и l3 в тех пределах, в которых они определены расчетами, будут выдержаны чертежные размеры и выполнено техническое условие.
Пример, когда в векторно-скалярной размерной цепи составляющее звено является вектором
А
100
0,1


0,1
А
5
+ 0,3











70
+ 0,06
А
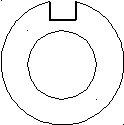
Рис. 1.24. Эскиз детали (полуфабриката)
Согласно эскизу (чертежу) глубина паза задана от условной конструкторской базы (точка А). При обработке контролировать размер 5+0,3 крайне затруднительно. На рис. 1.25 показан операционный эскиз.
![]()
(5) l



















О1





О2






![]()


C
![]()

![]()


+

Рис. 1.25. Операционный эскиз и размерная цепь
Воспользовавшись операционным эскизом, можно составить некоторую размерную цепь, в которой исходным звеном будет размер чертежа (5), а в число составляющих звеньев войдет биение (соосность) двух цилиндрических поверхностей. Это биение (соосность) не должно превышать 0,1 мм (размер 0102).
Уравнение размерной цепи:
![]() .
.
В этом уравнении С – соосность цилиндрических поверхностей.
С = 0 ± 0,05, ТС = 0,1.
Уравнение допусков запишется в виде
![]() .
.
Здесь важно отметить, что в этих уравнениях неизвестным звеном является размер l и если его найти и указать в технологии, то операция контроля глубины паза может быть намного упрощена (размер l определяется положением двух реальных поверхностей).
0,3 – 0,03 – 0,1 – 0,05
= 0,12.
![]()
Искомое значение размера l определится расчетом цепи:
![]() =
50
0,05
=
50
0,05
(5) ()0,3
35 () 0,03

 + 0
± 0,05
+ 0
± 0,05
![]()
![]()
![]() =
=
![]() = 9,87
0,12 .
= 9,87
0,12 .
Выполнена поправка на сумму допусков составляющих звеньев:
![]() =
0,05 + 0,03 + 0,1 =
0,18 .
=
0,05 + 0,03 + 0,1 =
0,18 .
Таким образом, указывая в технологии размер l найденной величины и контролируя его, тем самым обеспечивают выполнение чертежного размера 5 + 0,3. В этом примере вектор С = 0 ± 0,05 представлял собой составляющее звено.
В вышеприведенных примерах рассматривались задачи, связанные с определением осевых (длинновых) размеров деталей. Задачи расчета диаметров и смещений (биений или несоосности) цилиндрических поверхностей являются общей задачей расчета технологических размеров. Вместе с тем есть некоторые особенности определения размеров в диаметральном направлении (диаметров, припусков, биений и др.).
Вопросы для самопроверки
-
Какие размеры чертежа и в технологии выступают в векторной форме ?
-
Каким образом чертежный размер в технологии «преобразуется» в векторную форму и в каком виде участвует в технологических размерных расчетах ?
-
Особенности составления совмещенной схемы при наличии исходных или составляющих звеньев в виде векторов.
-
Если в размерной цепи участвует не весь размер, а его часть, то какую величину допуска следует брать при решении уравнения ?
-
5. Особенности расчета диаметральных размеров, припусков и биений при обработке цилиндрических поверхностей
Отличительной особенностью определения значения технологических размеров для поверхностей тел вращения является то, что при назначении припусков и расчетах диаметров приходится учитывать допуски на взаимное расположение (биение, соосность, эксцентриситет) обрабатываемой и обработанной поверхностей.
Целью данных задач является определение значения технологических допусков расположения (биения) поверхностей вращения (эти величины биений следует указывать в технологических документах), расчет биений припусков, обусловленных смещением осей цилиндрических поверхностей до и после обработки, определение припусков, диаметров и их отклонений.
В этих задачах, как и прежде, исходными звеньями являются чертежные размеры и припуски (биения). Составляющие звенья – диаметры и смещения их осей (уравнения представляются в векторной форме).
1.5.1. Особенности определения припуска при обработке цилиндрических поверхностей1. На рис. 1.26 показана связь между диаметром d1 обрабатываемой поверхности, диаметром d2 обработанной поверхности и припуском Z0 – минимально необходимым припуском «на сторону». Здесь предполагается, что необходимо получить диаметр d2 вала, и ставится задача нахождения диаметра d1 заготовки таким образом, чтобы был снят минимально необходимый и достаточный припуск (на диаметр 2Z0). Из рис. 1.26 следует, что при отсутствии смещения осей (отсутствии биения цилиндрической поверхности d1 и цилиндрической поверхности d2) уравнение исходного звена запишется как
2Z0 = d1 – d2 . (1.21)
d1
d2
d1
d2
Z0
Z0
Z0