Материал: ГЛАВА1




….
…






«Свободные» биения
0,15


Рис. 1.29. Схема к пункту 1
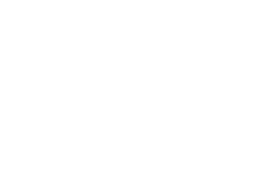
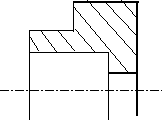
Из рис. 1.30 следует, что наружный диаметр является технологической базой (ТБ) – эта поверхность создает определенность положения детали в рабочей зоне станка. Видно, что на данном технологическом эскизе биение обрабатываемых поверхностей указано от технологической базы (Тв и Тв).
ТБ





































Рис. 1.30. Схема пунктам 2, 3 и 4
3. Поверхности, полученные за одну установку, концентричны – биения друг относительно друга они не имеют. На рис. 1.30 поверхности 2 и 3 - концентричны.
4. Поверхности, полученные за одну установку, имеют одинаковое биение относительно технологической базы. Поверхности 2 и 3 не имеют биения между собой, имеют одинаковое биение относительно технологической базы, т.е. Тв = Тв.
Все вышеприведенные правила и рекомендации рассмотрим на конкретном примере.
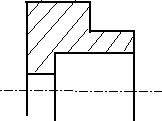
Даны: чертеж (эскиз) детали (рис. 1.31), эскиз заготовки (рис. 1.32) и план обработки (рис. 1.33).
0,1
А





А












Рис.31 Эскиз детали
Рис.
1.32. Эскиз
заготовки
























Допускаемое
радиальное биение поверхностей D3
и d4
относительно
базы Тв5
= …
Операция 5. Токарная
Напуск
Напуск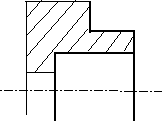





















Операция 10. Токарная
Допускаемое
радиальное биение поверхностей D5
и d6
относительно
базы Тв10
=….