Материал: ГЛАВА1
Вопросы для самопроверки
-
Уравнение размерной цепи – структура, составляющие.
-
При решении каких задач пользуются выражением – замыкающее звено, исходное звено ?
-
При решении проектных задач чему будет равен допуск исходного звена?
-
При решении поверочных задач чему будет равно рассеяние замыкающего звена ?
-
При решении размерных цепей какие размеры выступают в роли исходных звеньев ?
-
Сколько замыкающих (исходных) звеньев может быть в размерной цепи ?
-
Сколько способов расчета размерных цепей ?
-
В чем суть формальных правил, которых следует придерживаться при решении размерных цепей способом отклонений ?
1.2. Размерный анализ технологического процесса на основе теории графов
Размерные (геометрические) связи у детали или в технологическом процессе у заготовки имеют место в неявном виде. Можно сделать зрительную оценку размеров чертежа или размеров на эскизах технологического процесса. Выявить все размерные связи и представить их в виде размерных цепей при большом количестве чертежных и операционных размеров – задача достаточно сложная и требует профессиональных навыков.
Вместе с тем задача эта существенно упрощается, если технологический процесс представить в виде абстрактного математического образца или графа – графа потому, что этот математический образ (модель) представляется графически в виде некоторой геометрической фигуры [1]. Для технологических размерных расчетов применим так называемый граф–дерево. Дерево потому, что ребра не образуют замкнутых контуров.
При геометрическом представлении технологического процесса в виде графа в свою очередь выделяют два графа–дерева. Один граф образован чертежными размерами и припусками. Он называется исходным графом; параметры графа – чертежные размеры и припуски – всегда известны, и исходя из этих данных находятся неизвестные операционные размеры. Другой граф образуется операционными размерами и размерами заготовки и называется производным графом.
Всю методику размерного анализа (для определения длинновых, осевых размеров) технологического процесса с построением графа, выявлением размерных цепей в виде системы уравнений и их решение рассмотрим на конкретном примере. Исходными данными для размерного анализа технологического процесса (ТП) являются чертеж детали и план обработки (рис.1.2).
20
+ 0,28
10,5
– 0,12
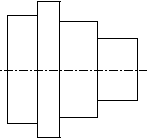








5
– 0,16



32,5
–
0,34

Рис.1.2. Чертеж (эскиз) детали1
Рассматривая данную задачу, в качестве примечания можно заметить, что допуски размеров на чертеже детали достаточно «свободные»; в этой связи операции ТП (рис.1.3) основаны на процессе точения – токарной обработке. Иными словами, заданная точность в чертеже согласуется c методами обработки в технологии. Задача, как правило, сводится к следующему: представить ТП в виде математической модели (в графической и аналитической формах) и определить операционные размеры l1, l2, l3, l4, l5.
Основные этапы работы при решении таких задач сводятся к следующему:
1. Составляется так называемая совмещенная схема.
2. Осуществляется преобразование совмещенной схемы в граф ТП (ТП представляется математической моделью в графической форме).
3. На основании графа выявляются все размерные связи с написанием системы уравнений (ТП представляется математической моделью в аналитической форме).
4. Решается система уравнений и определяются операционные размеры.
Построение совмещенной схемы заключается в следующем: на эскизе детали со всеми чертежными размерами на каждой поверхности указываются припуски, снимаемые на операциях при обработке. Ниже такого «одетого» припусками эскиза детали указывают операционные размеры в порядке принятой последовательности обработки. Рекомендуется на каждой размерной линии ставить: у обрабатываемой поверхности стрелку, у поверхности, являющейся исходной базой, – точку.
О
l
2
Упор

l
1

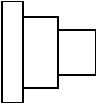







l
3

Операция 10. Токарная
























l
4


l
5

Рис. 1.3. План обработки
При таком обозначении легко контролируется, какая поверхность получается при обработке, какой припуск снимается, от какой поверхности координируется обрабатываемая часть детали. На совмещенной схеме все поверхности готовой детали, все промежуточные поверхности, связанные со снятием припусков, и поверхности заготовки обозначаются, как это указано на рис.1.4. Выбирается также некоторое положительное направление обозначения поверхностей (как правило, это слева направо).
Из рис.1.4 также следует: чертежные размеры указываются без допусков (для упрощения) в скобках – с тем чтобы потом при расчетах не спутать их с составляющими звеньями. Припуск обозначается буквой Z с указанием номера операции. Видно, что заготовка в значительной степени несовершенна, поэтому обработка большинства торцовых поверхностей осуществляется не при снятии припуска, а при удалении так называемого напуска.
Информация, содержащаяся на совмещенной схеме ТП, является необходимой и достаточной для построения производного и исходного графов.
Порядок преобразования схемы в производный граф заключается в следующем. За начальную точку (поверхность), от которой строится граф-дерево, принимается поверхность, являющаяся базой при обработке первой поверхности в ТП. В нашем примере это поверхность 50, от которой выдерживают первый размер l1 при
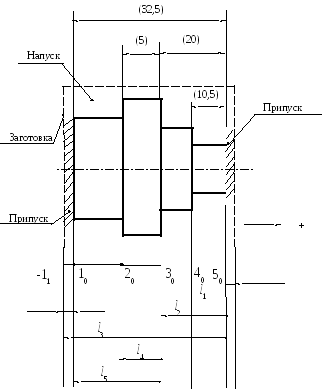







51
Z5



Z10

Рис.1.4. Совмещенная схема ТП
обработке поверхности 40. Такая начальная точка (поверхность) называется корнем графа (следует отметить, что в качестве корня может быть принята любая поверхность; однако при указанном выборе корня на производном графе-дереве можно по направлению стрелок определить, какая поверхность обрабатывается, и какая при этом служит исходной базой). В построении производного графа участвуют только операционные размеры. Производный граф строится с помощью прямых линий – стрелок, указывающих в направлении от корня последовательную обработку всех поверхностей (рис.1.5).