Материал: Диссертация Маленьких В.С(ПРО МОЛЬНОЕ СООТНОШЕНИЕ)
4.5. Дополнительный подогрев сырьевого потока колонны К-3 за счет тепла кубового потока колонны К-2
В связи с тем, что кубовый поток колонны К-2 имеет избыточное теп-
ло, т. е. охлаждается холодильником ХВ-4 перед Е-4 была рассмотрена воз-
можность использования данного потока для подогрева части потока,
направляемого в колонну стабилизации продуктов блока изомеризации К-3.
При рассмотрении реализации данного предложения предполагалось, что по-
ток, направляемый в К-3 после теплообменника Т-4, разделяется на две рав-
ные части, одна из которых поступает в теплообменник Т-7, как и раньше, а
вторая часть потока направляется в новый теплообменник. В трубную часть нового теплообменника предлагается направить поток с куба колонны К-2 с
температурой 102 оС и давлением 11 кгс/см2.
В данном предложении рассматривается эффект от использования избыточного тепла потока куба колонны К-2 для подогрева потока, поступа-
ющего в колонну К-3 для стабилизации.
Поток изомеризата, направляемый в колонну К-3 после теплообмен-
ника Т-4, предполагается разделить на две равные части. Одна часть, как и прежде, проходит через теплообменник Т-7, где нагревается за счет тепла бо-
кового потока колонны К-6, а вторая часть поступает в новый теплообмен-
ник, где нагревается за счет тепла кубового потока колонны К-2. При этом по расчетам в программе SuperTarget можно достигнуть экономии до 0,7 Гкал/ч.
Данное изменение было внесено в модель, выполнен перерасчет всей схемы установки и получены результаты, представленные в таблице 12.
Проверка данного изменения проводилась при помощи модели с це-
лью полного учета влияния на другие аппараты, а также качества и количе-
ства выводимых продуктов. В таблице 12 показано, как изменятся нагрузки нагревателей и холодильников, а также показатели расхода в результате дан-
ного изменения. Из нее видно, что при реализации данного мероприятия суммарная нагрузка охлаждения снижается на 0,56 Гкал/ч, главным образом,
за счет конденсатора ХВ-4, а также снижается нагрузка нагревателей на 0,55
96
Гкал/ч за счет нагрузки П-5 и П-6 на 0,1 Гкал/ч и 0,4 Гкал/ч, соответственно,
за счет изменения температур потоков, входящих в колонны К-3 и К-5. Это приведет к экономии энергоресурсов, при этом качество и количество выво-
димых продуктов не изменится.
Таблица 12 – Краткие сведения о модификации установки изомеризации от дополнительного подогрева сырьевого потока колонны К-3 за счет тепла кубового потока колонны К-2
|
Параметр |
|
Базовый |
|
Измененный |
Эффект |
|
|
вариант |
|
вариант |
||
|
|
|
|
|
||
|
|
Использование кубового потока К-2 |
|
|||
|
|
|
|
|
||
Нагрузка печи П-5 (Гкал/ч) |
7,0 |
|
6,9 |
-0,1 |
||
|
|
|
|
|
||
Нагрузка печи П-6 (Гкал/ч) |
16,7 |
|
16,2 |
-0,5 |
||
|
|
|
|
|
|
|
Суммарная |
нагрузка |
холодильников |
111,7 |
|
111,1 |
-0,6 |
(Гкал/ч) |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Суммарная |
нагрузка |
нагревателей |
110,7 |
|
110,2 |
-0,5 |
(Гкал/ч) |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
||
Суммарная нагрузка НКО (кВт/ч) |
3944 |
|
3942 |
-2 |
||
|
|
|
|
|
|
|
|
|
Выход целевых продуктов |
|
|
||
|
|
|
|
|
|
|
i-C5 фракция (т/ч) |
|
37,2 |
|
37,2 |
0 |
|
|
|
|
|
|
|
|
Легкий изомеризат (т/ч) |
|
43,1 |
|
43,1 |
0 |
|
|
|
|
|
|
||
Тяжелый изомеризат (т/ч) |
0,7 |
|
0,7 |
0 |
||
|
|
|
|
|
|
|
Сумма изомеризата (т/ч) |
|
81,0 |
|
81,0 |
0 |
|
|
|
|
|
|
|
|
Одним из результатов реализации данного мероприятия является уве-
личение температуры потока входа сырья в колонну К-3 с 141 оС до 143 оС,
что приводит к снижению нагрузки на печь П-5 на 0,1 Гкал/ч, а также увели-
чивает температуру входа сырья в колонну К-5 с 107 оС до 112 оС, что также снижает нагрузку печи П-6 на 0,5 Гкал/ч (приложение 5).
Таким образом, реализация мероприятия по дополнительному подо-
греву сырьевого потока колонны К-3 за счет тепла кубового потока колонны К-2 приводит к снижению нагрузок на печное оборудование, что в общем итоге дает экономию энергоресурсов.
97
4.6. Методика определения оптимального места ввода сырья для снижения энергопотребления колонны-деизопентанизатора
В данном разделе описана методика, позволяющая определять опти-
мальное место ввода сырья в ректификационную колонну для повышения степени энерго- и ресурсосбережения установки на примере колонны К-2
(деизопентанизатор).
«Разделение изокомпонентов и нормальных парафинов на установке изомеризации осуществляется в ректификационных колоннах: деизопентани-
затор, депентанизатор и деизогексанизатор. Значение суммарного расхода орошения на трех колоннах установки изомеризации составляет около 1200
м3/ч, а общее энергопотребление этих колонн – свыше 200 ГДж/ч. При этом большая часть затрат на испарение для создания парового потока по колонне приходится на колонну деизопентанизатор (~ 48 %). Высокий уровень энер-
гопотребления обусловливает целесообразность проведения детального ана-
лиза работы колонны деизопентанизатора и оценку возможности повышения энергоэффективности технологического процесса выделения i-пентана»[51].
«Анализ работы ректификационной колонны проводился на основа-
нии результатов моделирования. В качестве исходных данных использованы углеводородные составы сырьевых и продуктовых потоков, расходные пока-
затели, режимные параметры работы оборудования, а также конструктивные параметры колонны деизопентанизатора»[51].
«Расход кубового продукта колонны деизопентанизатора был рассчи-
тан по материальному балансу и составил 81,6 т/ч. Состав потока стабильно-
го гидрогенизата – по компонентному материальному балансу колонны де-
изопентанизатора»[51].
«Имитационная (компьютерная) модель деизопентанизатора, реали-
зующая детальный потарелочный расчет колонны ректификации, была раз-
работана в программной среде Aspen HYSYS. В качестве активных специфи-
каций при моделировании были приняты:
расход дистиллята (верхний продукт колонны);
98
содержание n-пентана в дистилляте.
Для расчетов колонны был выбран термодинамический пакет Пенга– Робинсона, подходящий для типичных процессов переработки нефти и газа.
Вид модели в расчетной среде Aspen HYSYS представлен на рисунке 31»
[51].
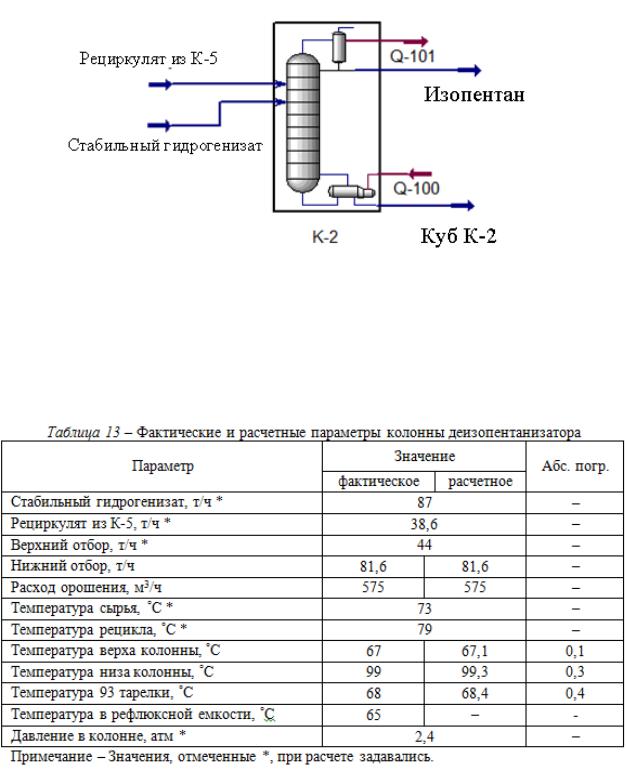
Рисунок 31 – Колонна деизопентанизатор в рассчетной среде Aspen HYSYS
«После разработки модели была проверена ее адекватность путем сравнения расчетных и фактических параметров: углеводородных составов потоков и режимных параметров работы оборудования» [51].
99
«Согласно таблице 13 основные параметры, рассчитанные по модели, в достаточной степени согласуются с фактическими данными работы ректификационной колонны деизопентанизации, поэтому разработанная модель может использоваться для проведения дальнейших исследований» [51].
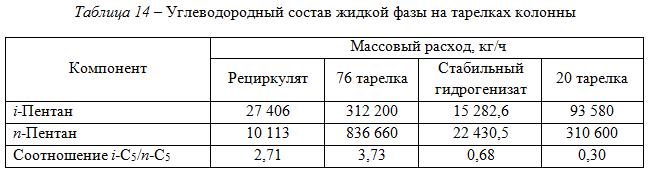
«Выделение i-пентана связано с необходимостью обеспечения высокого флегмового числа (около 8), что требует подвода тепла в куб колонны на уровне 130 ГДж/ч. Исследования, проведенные на имитационной модели,
показали, что покомпонентный состав жидкой фазы на тарелках ввода потоков питания (№ 20, № 76) сильно отличается от состава самих потоков питания. Такое несоответствие составов является непосредственной причиной чрезмерно высокого уровня энергопотребления в колонне-
деизопентанизаторе. Наглядно это показано в таблице 14 в виде соотношения массовых расходов разделяемых компонентов (i-пентана и n-пентана)» [51].
«Таким образом, существенное снижение энергозатрат на выделение i-пентана может оказать изменение структуры ввода потока питания в сторону выравнивания составов на тарелках питания и сырьевых потоков. В качестве основного варианта можно рассмотреть подачу рециркулята на 67 тарелку вместо 76, а стабильного гидрогенизата – на 33 тарелку вместо 20. В результате этой коррекции составы на тарелках колонны в большей степени соответствуют составу сырьевых потоков, как это показано в таблице 15. Изменение соотношения i-C5/n-C5 также представлено на концентрационных профилях колонны в штатном режиме и режиме с измененной структурой ввода потоков питания в колонну (рисунки 32–33)» [51].
100