Материал: Диссертация Маленьких В.С(ПРО МОЛЬНОЕ СООТНОШЕНИЕ)
Как упоминалось ранее, содержание взвешенных веществ в оборотной воде превышало допустимое значение (рисунок 19). Превышение сверхнор-
мативного значения содержания взвешенных веществ составляло в среднем в
2-3 раза, в отдельный период зафиксировано значение – 308,0 мг/л
(26.06.2012 г.). Причинами высокого содержания взвешенных веществ явля-
ется недостаточная и неэффективная фильтрация оборотной и подпиточной воды.
Общее микробное число (ОМЧ), характеризующее микробиологиче-
скую загрязненность оборотной воды, в начальный период эксплуатации превышало рекомендованное значение (не более 104 КОЕ/мл) и составляло
104–106 КОЕ/мл, в последующие периоды времени ОМЧ снизилось до уровня
104–105 КОЕ/мл. Превышение преимущественно приходится на летний пери-
од, когда происходит интенсивное микробное загрязнение.
3.2.2. Скорость коррозии
На рисунке 21 представлена динамика изменения скорости коррозии в оборотной воде блока оборотного водоснабжения. Из графика на рисунке 21
видно, что скорость коррозии в период с января по май 2011 г. не превышала нормативное значение – не более 0,1 мм/год, и в среднем составила – 0,0629
мм/год. В период с июня по август 2011 г. произошло увеличение скорости коррозии до 0,4712 мм/год, причиной этого явилось увеличение содержания взвешенных веществ в подпиточной воде и как следствие – в оборотной воде.
В 2012 г. скорость коррозии превышала нормативное значение не бо-
лее 0,1 мм/год и в среднем составила – 0,1886 мм/год (0,1003–0,2519 мм/год).
Превышение скорости коррозии объясняется отсутствием фильтрации под-
питочной воды, что подтверждается результатами аналитического контроля по взвешенным веществам (рисунок 19). В большинстве случаев значение скорости коррозии является подшламовой, так как высокое содержание взвешенных веществ в оборотной воде способствует их осаждению на по-
верхности пластинок коррозии.
76
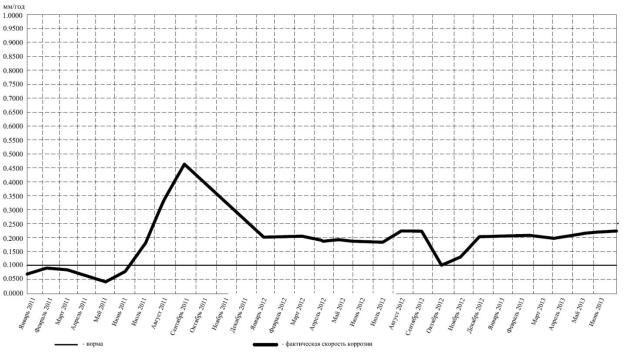
Рисунок 21 – Изменение скорости коррозии в оборотной воде БОВ изомеризации, мм/год
Необходимо отметить, что в начальный период работы БОВ установ-
ки изомеризации скорость коррозии отвечала нормативным требованиям, но в последующие периоды с увеличением содержания взвешенных она возрос-
ла веществ она возросла (апрель 2011 г. – декабрь 2012 г.).
Таким образом, превышение скорости коррозии в оборотной воде БОВ установки изомеризации происходят по причине превышения содержа-
ния взвешенных веществ выше нормативного значения.
3.2.3.Анализ работы градирни
Блок оборотного водоснабжения установки изомеризации работает в эффективном режиме, температурный перепад на градирне составляет – 7,0– 12,0 оС, на температурный перепад оказывает влияние температура окружа-
ющего воздуха, данная зависимость хорошо прослеживается в графиках,
представленных на рисунке 22 и рисунке 23.
77
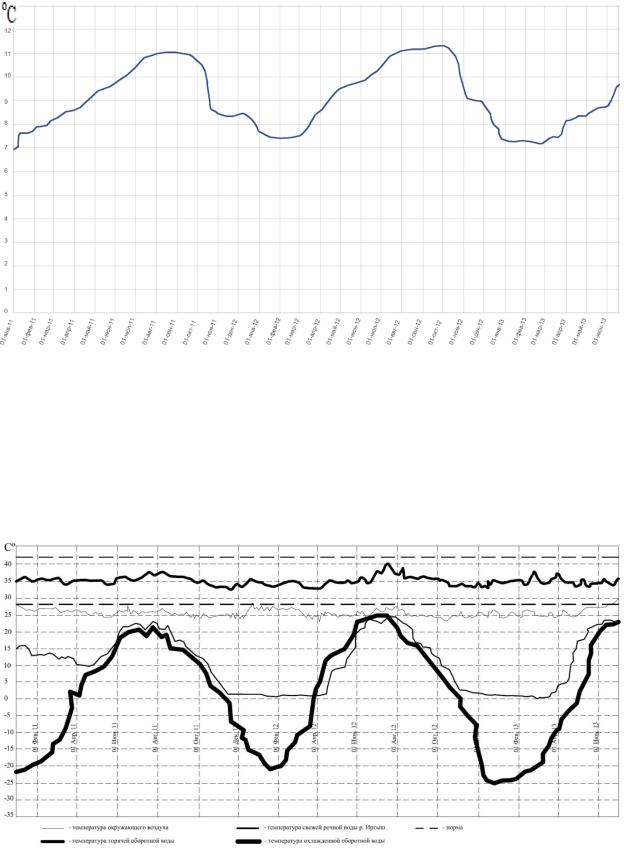
Рисунок 22 – Изменение температурного перепада на градирне БОВ установки изомеризации, оС
Потери оборотной воды не превышают требуемое значение – 12,0–
15,0 м3/час, что позволяет работать на оптимальном коэффициенте упарива-
ния 2,0–3,0.
Рисунок 23 – Изменение температур БОВ установки изомеризации, оС
78
За весь период эксплуатации блока оборотного водоснабжения выяв-
лены следующие недостатки:
отсутствие возможности одновременной фильтрации оборотной
иподпиточной воды;
отсутствие автоматизации узла стабилизационной обработки оборотной воды.
Подпитка блока оборотного водоснабжения осуществляется речной водой р. Иртыш, забор которой осуществляется на водозаборах № 1, 2. На участке «водозабор–потребитель» подготовка речной воды отсутствует.
За период 2010–2013 гг. по данным мониторинга оборотных вод и свежей воды выявлены превышения допустимого уровня взвешенных веществ в подпиточной и оборотной воде (содержание взвешенных веществ в подпиточной воде достигало значений до 240 мг/л в 2012 г.). Среднее значение взвешенных частиц в подпиточной воде составило приблизительно 50 мг/л, что превышает установленную норму (не более 15 мг/л).
Содержание взвешенных частиц в оборотной воде достигало значений до 308,0 мг/л в 2012 г. Среднее значение взвешенных частиц в оборотной воде составило приблизительно 70 мг/л, что превышает установленную норму (не более 25 мг/л).
Из представленных графиков на рисунке 19 видно, что превышение взвешенных частиц в подпиточной и оборотной воде происходит преимущественно в весенне-летний период, период образования талых и паводковых вод.
На блоке оборотного водоснабжения установки изомеризации осуществляется фильтрация либо оборотной воды, либо подпиточной, поскольку проектом предусмотрена фильтрация подпиточной воды, только в паводковый период, вместо оборотной воды. Таким образом, возможность одновременной фильтрации подпиточной и оборотной воды отсутствует, что неблагоприятно влияет на работу водяных холодильников, как следствие – повы-
шенное потребление энергоресурсов для охлаждения верхних продуктов ко-
79
лонн установки изомеризации.
Отсутствие автоматизации узла дозирования выражено отсутствием поточного солемера и продувочного клапана, которые необходимы для под-
держания требуемого коэффициента упаривания (Ку) оборотной воды, кото-
рый в летний период превышает нормируемое значение не более 3,0.
Возможные пути решения проблем. Самым дешевым способом ре-
шить данные проблемы можно установив дополнительный фильтр для под-
питочной воде, продувочный клапан и систему контроля солесодержания.
Подпиточная вода будет фильтроваться от взвешенных веществ через допол-
нительный фильтр, а содержание солей жесткости будет регулироваться по-
точным солемером. С помощью продувочного клапана будет осуществляться продувка системы от жесткой воды. Но данный способ позволит лишь ча-
стично решить все выявленные проблемы.
Второй способ решения данных проблем наиболее затратный, но в данной ситуации эти затраты будут оправданы. Предлагается в дополнение к первому способу внедрить ультрафиолетовое обеззараживание оборотной воды в дополнение к обработке реагентами биоцидного ряда и добавить фильтр тонкой очистки. Этим мы сможем добиться более качественной очистки воды от вредных примесей, бактерий и тем самым снизить ее агрес-
сивные свойства, оказывающие негативное влияние на теплообменное обо-
рудование и трубопроводы.
Из выше предложенных способов решения проблем предпочтительнее выбрать второй, так как качество подготовленной воды будет намного выше,
что благоприятно повлияет на процесс теплообмена на установке и как след-
ствие – повысит энерго- и ресурсосбережение на установке изомеризации.
Таким образом:
1. Выполнен пинч-анализ установки изомеризации, который выявил потенциал для повышения энерго- и ресурсосбережения на установке изоме-
ризации не менее 20 %;
80