Материал: borisenko
сухие асбестовые – до 400 оС. Допустимые скорости вращения валов – от 5 до 350 об/мин. Сальники не рекомендуют применять в случаях, когда аппарат работает под вакуумом, а также при обработке в нем ядовитых и взрывоопасных веществ.
Потери мощности на трение в сальнике
Nтр » 0.025×n×d 2×pср×s×K,
где n – частота вращения вала, d – его диаметр,
pср – давление в аппарате,
K – коэффициент, зависящий от отношения высоты набивки h к ее ширине s:
h/s |
|
< 5 |
6 |
7 |
8 |
9 |
10 |
>10 |
|
|
K |
|
0.65 |
0.83 |
1.02 |
1.24 |
1.58 |
1.7 |
2.34 |
|
|
|
В |
торцовых уплотнениях герметичность достигается за счет плотного |
||||||||
|
|
|
|
|
|
|
|
|
|
поджатия в осевом |
|
|
|
|
|
|
|
|
|
|
направлении двух ко- |
|
|
|
|
|
|
|
|
|
|
лец: подвижного и |
|
|
|
|
|
|
|
|
|
|
неподвижного. По- |
|
|
|
|
|
|
|
|
|
|
верхности колец чаще |
|
|
|
|
|
|
|
|
|
|
всего плоские, но мо- |
|
|
|
|
|
|
|
|
|
|
гут быть сферически- |
|
|
|
|
|
|
|
|
|
|
ми или конусными. |
|
|
|
|
|
|
|
|
|
|
Чистота обработки |
|
|
|
|
|
|
|
|
|
|
поверхностей - Ñ10 |
|
|
|
|
|
|
|
|
|
|
¸Ñ12. Ширина пояска |
|
|
|
|
|
|
|
|
|
|
трения не должна пре- |
|
|
|
|
|
|
|
|
|
|
восходить 6¸8 мм. Для |
|
|
|
|
|
|
|
|
|
|
уплотнения валов ап- |
|
|
Рисунок 1.21 Уплотнение торцовое |
|
|
паратов с мешалками |
|||||
|
|
|
|
наиболее часто при- |
||||||
1 – вал; 2 – водило; 3 – втулка; 4,5 – опорное и уплотнительное кольцо; |
меняются внешние |
|||||||||
|
6,12 – фланец; 7 – сильфон; 8 – рубашка; 9 – шпилька с пружиной; |
торцовые уплотнения: |
||||||||
|
|
10 – корпус уплотнения; 11 – отвод воды из нижней части. |
||||||||
|
|
|
|
|
|
|
|
|
|
одинарные типа ТС |
(рисунок 1.21) и двойные типа ТД и ТДП. Поверхности трения опорных колец этих уплотнений изготавливают из хромистых сталей, уплотнительных – из углеграфита, бронзы. Их применяют в аппаратах, работающих при остаточном давлении до 0.0027 и при избыточном до 1.6 МПа, температурах от -20 до 250 оС. В уплотнении типа ТС подвижным является опорное кольцо, укрепляемое на валу с помощью водила. Неподвижное уплотнительное кольцо соединено с сильфоном, который играет роль предварительного бесконтактного уплотнения и компенсатора биений вала. Сильфон изготавливают из фторопласта или нержавеющей стали. Сила прижатия колец регулируется тягами с пружинами. Смазку и охлаждение колец производят проточной водой.
В уплотнениях ТД и ТДП вращаются два уплотнительных кольца, соединенные пружинами и посаженные на вал с помощью общей втулки. Неподвижные
21
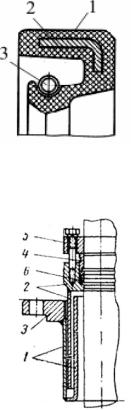
Рисунок 1.22 Армированная манжета
1 – корпус, 2 – металлический каркас,
3 – кольцевая пружина
Рисунок 1.23 Гидрозатвор
1 – двойной стакан, 2 – колпак, 3 – фланец, 4 – втулка, 5 – водило,
6 – уплотнение.
среды.
опорные кольца вставляются в проточки корпуса уплотнения. Уплотнение типа ТДП отличается от ТД тем, что в крышке его корпуса установлен нижний опорный подшипник вала.
Преимущества торцовых уплотнений перед сальниковыми: меньшие утечки рабочей среды, отсутствие подсоса воздуха при работе под вакуумом, меньшие (на порядок) потери мощности, отсутствие необходимости в обслуживании, малая чувствительность к биениям вала. Недостатки: высокая стоимость, сложность монтажа и ремонта.
Манжетные уплотнения применяют в аппаратах, работающих при атмосферном давлении (под налив) и температурах перемешиваемой среды до 120 оС. Конструктивно это стальной диск, укрепленный на болтах над отверстием крышки, в кольцевую проточку которого устанавливается стандартная армированная манжета (см. рисунок 1.22).
Гидрозатворы также применяются в аппаратах, работающих при атмосферном давлении для предотвращения контакта газовой среды, заполняющей аппарат, с атмосферой. Гидрозатвор (рисунок 1.23) представляет собой неподвижный цилиндрический стакан, приваренный к присоединительному фланцу, между двойными стенками которого вставляется цилиндрический колпак, закрепленный на валу мешалки с помощью водила и втулки. Стакан заполняют затворной жидкостью так, чтобы ее уровень был выше нижнего края колпака. Выбор запирающей жидкости обусловлен свойствами перемешиваемой
1.4 Аппараты для пневматического перемешивания
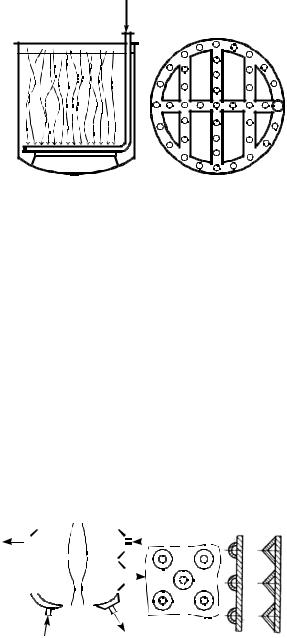
Пневматическое перемешивание осуществляют путем пропускания через жидкость в аппарате воздуха или инертного газа с помощью устройств, называемых барботерами (рисунок 1.24). Пневматическое перемешивание применяют, когда необходимо сравнительно медленное и глубокое смешение жидкостей вязкостью до 0.2 Па×с. Конструктивное оформление пневматического перемешивания значитель-
22
но дешевле, чем механического, однако оно связано с относительно большими за- |
||
тратами энергии, возможностью окисления и испарения продукта. |
||
газ |
При расчете барботеров |
|
определяют давление воздуха |
||
|
||
|
или газа, необходимое для |
|
|
создания нужного напора, |
|
|
преодоления сопротивления |
|
|
трубопровода и местных со- |
|
|
противлений, а также гидро- |
|
|
статического сопротивления |
|
|
столба перемешиваемой жид- |
|
|
кости: |
|
|
P = H×rж×g + |
|
Рисунок 1.24 Аппарат для пневматического |
w2×rг×(1+ åζi )/2+ p0, |
|
перемешивания |
i |
|
где Н – высота столба жидко- |
||
|
||
|
сти в аппарате, |
|
rж, rг – плотность перемешиваемой жидкости и газа, |
||
w – скорость газа в трубопроводе (обычно принимают w=20¸40 м/с), |
||
åζi – сумма коэффициентов гидросопротивления, |
||
i |
|
|
р0 – давление над жидкостью в аппарате.
Необходимый для перемешивания расход воздуха или газа в пересчете на атмосферное давление находят по уравнению:
Vг = K×F×P,
где F – площадь поверхности жидкости в аппарате до начала перемешивания,
K - коэффициент интенсивности перемешивания (24¸30 при слабом, 35¸45 при среднем, 45¸60 при интенсивном).
Из опыта известно, что минутный расход газа на 1 м2 свободной поверхности жидкости в аппарате можно принимать равным 0.4 м3 при слабом перемешивании,
0.8 м3 - при среднем и 1 м3 - при интенсивном. |
|
|
||||||||||||||||||||||||||
1.5 |
Теплообменные устройства вертикальных емкостных аппаратов |
|
||||||||||||||||||||||||||
|
|
Для осуществления теплообмена в вертикальных емкостных аппаратах |
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Пар |
|
|
|
используются рубашки и |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
змеевики различных |
|
|||||||||||
|
п |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
конструкций. При |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
использовании рубашек |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
теплообменным элементом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
являются стенки корпуса |
|
|
Жидк. |
|
|
|
|
|
|
|
Конд. |
|
|
|
|
|
|
|
аппарата, см. рисунок 1.25. |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
а) |
|
|
|
|
|
б) |
|
|
в) |
Поверхность теплообмена в |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
г) |
23 |
||||||||||||
|
|
|
|
|
|
Рисунок 1.25 |
Рубашки теплообменные |
|||||||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||||||
а) цилиндрическая (р ≤ 0.6 МПа); б) с вмятинами (р ≤ 7.5 МПа);
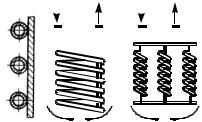
этом случае ограничена площадью стенок и днища аппарата. Рубашка, показанная на рисунке 1.25б, имеет выштампованные в шахматном порядке круглые вмятины с отверстиями, по внутренней кромке которых рубашка приваривается к стенке аппарата. Иногда к стенке приваривают стержни с резьбой (анкеры) и рубашка крепится к аппарату гайками через прокладки.
Рубашки с вмятинами, из полутруб и из угловой стали более прочны, обеспечивают более высокие давления и скорости движения теплоносителей, а следовательно и лучшие условия теплоотдачи, однако более распространены
цилиндрические рубашки, т.к. они более просты в изготовлении и монтаже, удобнее в очистке и ремонте (иногда их делают съемными).
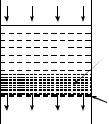
Наружные змеевики (рисунок 1.26а) приваривают многослойным швом к
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
канавке, проточенной в стенке корпуса |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
аппарата. Они применяются при высоких |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
давлениях теплоносителей, например в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
системах обогрева перегретой водой. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Встроенные змеевики (рисунок 1.26б,в) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
используют в аппаратах с защитными по- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
крытиями (футерованных, гуммированных). |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Они имеют более развитую рабочую по- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
верхность, чем рубашки, однако для них |
а) |
|
|
|
б) |
|
|
|
|
в) |
|||||||||||
|
|
|
|
|
|
|
|
характерны и более жесткие условия тепло- |
||||||||||||
|
Рисунок 1.26 |
Змеевики |
|
|||||||||||||||||
|
|
обмена, их часто приходится изготавливать |
||||||||||||||||||
а) наружный (р ≤ 25 МПа), б) концентриче- |
из нержавеющей стали и титана, что удоро- |
|
|
|
жает аппарат и ухудшает теплопередачу. |
Наличие в аппарате встроенного змеевика ухудшает и условия перемешивания, особенно при обработке суспензий.
24
|
2 ФИЛЬТРЫ ДЛЯ РАЗДЕЛЕНИЯ СУСПЕНЗИЙ |
|||
|
Суспензия - это неоднородная система, состоящая из жидкой дисперсионной |
|||
среды и взвешенных в ней твердых частиц. Разделение суспензий на жидкую и |
||||
- |
p |
- |
твердую фазу – один из наиболее распростра- |
|
ненных процессов химической технологии. |
||||
|
|
|
||
|
|
|
При фильтровании суспензия разделяется |
|
|
суспензия |
|
с помощью пористой перегородки на жидкую |
|
|
|
фазу в виде фильтрата и твердую фазу в виде |
||
|
|
осадок |
||
|
|
осадка, см. рисунок 2.1. Движущей силой про- |
||
|
|
}фильтрующаясреда |
||
|
|
цесса фильтрования является разность давле- |
||
|
|
перегородка |
ний по обе стороны фильтрующей среды, ко- |
|
|
фильтрат |
торая состоит из фильтрующей перегородки и |
||
- |
- |
|||
|
слоя образующегося на ней осадка. Кроме про- |
|||
Рисунок 2.1 |
Схема процесса |
|||
цесса фильтрования фильтры производят про- |
||||
|
|
фильтрования |
||
|
|
мывку осадка от остатков дисперсионной сре- |
||
|
|
|
||
|
|
|
ды, его отжим и осушку. |
|
2.1 Основные закономерности процесса фильтрования
Основной характеристикой процесса является скорость фильтрования – объем фильтрата, получаемый за единицу времени с единицы поверхности фильтра. Скорость фильтрования прямо пропорциональна разности давлений ( p), обратно пропорциональна вязкости фильтрата (μ) и сопротивлению фильтрующей среды, т.е.
сумме сопротивлений слоя осадка (Rо) и фильтрующей перегородки (Rп). В большинстве случаев значение Rо существенно больше Rп. Толщина осадка hо, а следовательно и его сопротивление в процессе фильтрования увеличивается, в том числе
и за счет его сжатия под действием p и закупорки каналов мелкими частицами. Сопротивление перегородки также изменяется вследствие забивки ее пор и сжатия, поэтому основное уравнение фильтрования записывается в дифференциальной форме:
dV |
= F × |
Dp(t) |
, |
dt |
m ×[Ro (t) + Rп (t)] |
где V – объем фильтрата,
F – поверхность фильтрования,
τ – продолжительность фильтрования.
На величину сопротивления осадка и перегородки воздействуют две группы факторов гидродинамические и физико-химические.
Кчислу гидродинамических относятся:
-размеры и форма пор перегородки,
-форма, размеры и удельная поверхность частиц осадка. Физико-химические факторы – это:
25