Материал: borisenko
Qм = Gн ∙ [cм ∙ (1 – uн) + cв ∙ uн] ∙ [0.5 ∙ (tст2 + tпов) – to] – расход тепла на нагрев материала,
Gн - массовый расход влажного материала,
см, uн – его удельная теплоемкость и начальная влажность, cв – удельная теплоемкость воды,
tст2, tпов, to – температура наружной стенки валка, поверхности материала и ок-
ружающего воздуха; |
|
Qпот – потери тепла в сушилке. |
|
Необходимая площадь поверхности валка |
|
F = Qп / [K ∙ (tп – tпов) ∙ φ] = π ∙ (D + 2∙δc)2 ∙ (L/D), |
(5.7) |
где K – коэффициент теплопередачи, |
|
φ ~ 0.75 – степень активности контакта материала с поверхностью валка, δc – толщина стенки валка
Коэффициент теплоотдачи к высушиваемому материалу αм определяется из уравнения равенства тепловых потоков
M ∙ ro = αм ∙ (tпов – tо),
где M = 0.0015 ∙ vм0.8 ∙ (pн – pо) – удельная убыль влаги из материала, vм – скорость движения материала (окружная),
рн - давление насыщенных паров влаги, ро - парциальное давление паров влаги в окружающем воздухе.
Замечание. Для определения значения K необходимо найти значения температур внутренней tст1, наружной tст2 поверхности валка и поверхности материала tпов. Поскольку определяемым параметром является также и значение D, следует составить и решить систему уравнений равенства тепловых потоков: отдаваемого конденсирующимся паром, проходящего через стенку валка и через слой материала, дополненную уравнением (5.7).
По рассчитанной поверхности валка и заданному отношению его длины к диаметру определяются значения D и L.
96
6 ГРАНУЛЯТОРЫ
Гранулированные сыпучие материалы находят широкое применение в фармацевтической, металлургической, пищевой, химической промышленности (около 80% минеральных удобрений выпускаются в гранулах). Преимущества гранулированных продуктов: хорошая сыпучесть, высокая насыпная плотность, прочность, однородность, малое пылеобразование и потери при транспортировке.
Способы гранулирования:
1)диспергирование жидкости в свободный объем нейтральной среды (образование и затвердевание капель жидкости в воздухе, масле);
2)диспергирование жидкости на поверхность частиц во взвешенном слое (нанесение тонких пленок на поверхность частиц);
3)окатывание (формирование гранул агломерацией или наслаиванием на мелкие частицы);
4)прессование сухих порошков в брикеты или плиты и их дробление на грану-
лы;
5)чешуирование (охлаждение и кристаллизация жидкости на инородной поверхности);
6)формование или экструзия (продавливание пасты через отверстия).
Выбор аппаратуры для проведения процессов гранулирования определяется механизмом гранулообразования. Конструктивно грануляторы различаются по месту и способу подвода сырья, по форме и характеру движения корпуса (стационарный, вращающийся, вибрирующий), по способу перемешивания материала (механическое, пневматическое, вибрационное). Отдельные узлы грануляторов конструируются с учетом необходимости реализации сопутствующих процессов (аммонизация, сушка, охлаждение).
6.1Аппараты для реализации процессов гранулирования из расплавов и суспензий
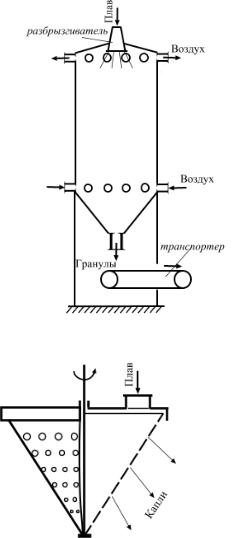
Основным аппаратом, реализующим процесс гранулирования из расплавов путем разбрызгивания жидкости в инертную газовую среду является грануляционная башня, см. рисунок 6.1. Подобные башни применяются в производствах аммиачной селитры и карбамида, высота их железобетонного или металлического корпуса достигает 40 м, диаметр 12–16 м. Сверху размещены разбрызгиватели плава и воздухоотводные устройства, а внизу – щели для забора воздуха и устройство для выгрузки гранул.
Капли плава охлаждаются встречным потоком воздуха и затвердевают. Затвердевшие гранулы, достигая низа башни, скатываются по ее конической части на транспортер. Для уменьшения налипания незатвердевшего материала на стенки и конусы башни их футеруют полимерными пленками или листами фторопласта. Применяют также вибрационные устройства.
97
Качество продукта, т.е. размер и форма гранул, сильно зависит от конструкции разбрызгивателя. Она определяет также допустимую плотность орошения (расход
|
|
продукта на единицу площади |
|
|
сечения башни), необходимую |
|
|
скорость воздуха и высоту |
|
|
разбрызгивания. По способу |
|
|
диспергирования плава раз- |
|
|
брызгиватели подразделяются |
|
|
на центробежные, статические |
|
|
и вибрационные. |
|
|
Центробежный разбрыз- |
|
|
гиватель (рисунок 6.2) пред- |
|
|
ставляет собой конический |
|
|
тонкостенный перфорирован- |
|
|
ный стакан, подвешенный |
|
|
вершиной вниз на вертикаль- |
|
|
ном валу, соединенном с |
|
|
электродвигателем. Наиболее |
|
|
распространены разбрызгива- |
|
|
тели с диаметром основания |
|
|
300–350 мм и высотой 370– |
|
|
400 мм. Боковая поверхность |
|
|
конуса разбита на несколько |
Рисунок 6.1. Схема грануляционной башни |
поясов, диаметры отверстий в |
|
направлении от верхнего поя- |
||
|
|
са к нижнему уменьшаются от |
|
2.5 до 1 мм. Плав поступает открытой струей |
|
|
через широкую горловину в крышке и истека- |
|
|
ет через отверстия вращающегося конуса. С |
|
|
увеличением частоты вращения конуса увели- |
|
|
чивается зона орошения и уменьшается размер |
|
|
капель. Преимущества конического разбрыз- |
|
|
гивателя: простота конструкции и длительный |
|
|
срок службы без чистки. Недостатки: 1) широ- |
|
|
кий спектр размеров гранул из-за существен- |
|
|
ного разброса скоростей вращения плава |
|
|
вблизи образующей конуса и различных усло- |
|
|
вий дробления истекающих струй); 2) нерав- |
|
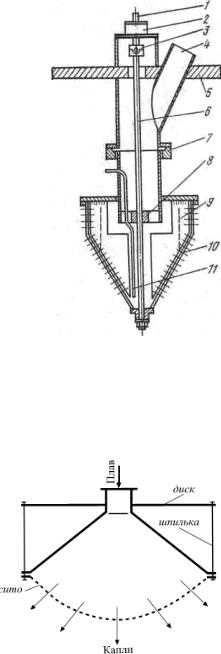
Рисунок 6.2. Схема конического |
номерное орошение сечения башни (до 30% ее |
|
сечения не орошается, максимальная плот- |
||
разбрызгивателя |
ность орошения превышает среднюю вдвое), |
|
|
т.к. плав из верхнего ряда отверстий истекает |
|
не под действием центробежной силы, а под действием гидростатического давления и с гораздо меньшей скоростью, чем из нижнего ряда; 3) сегрегация размеров гра-
98
нул по сечению башни из-за различного напора плава у отверстий разных уровней и высоких скоростей вылета струй по касательной к поверхности вращающегося
|
конуса, что приводит к неравномерно- |
|
|
сти их подсушивания и, как следствие, |
|
|
к снижению производительности. |
|
|
Для повышения производитель- |
|
|
ности и улучшения распределения |
|
|
нагрузки по сечению башни предло- |
|
|
жен секционный разбрызгиватель с |
|
|
вращающимися радиальными перего- |
|
|
родками (рисунок 6.3). Перегородки |
|
|
приводят плав во вращение с угловой |
|
|
скоростью, соответствующей скорости |
|
|
вращения перфорированной оболочки, |
|
|
поэтому центробежный напор возрас- |
|
|
тает, и скорость истечения струи в |
|
|
верхней части разбрызгивателя увели- |
|
|
чивается. Такая конструкция позволя- |
|
|
ет в 1.5–2 раза увеличить производи- |
|
|
тельность центробежного разбрызги- |
|
|
вателя, более равномерно распреде- |
|
|
лить плав и уменьшить слабоорошае- |
|
|
мую поверхность поперечного сече- |
|
|
ния башни до 5–7%. Для башен диа- |
|
Рисунок 6.3. Секционный |
метром 16 м рекомендуются разбрыз- |
|
гиватели диаметром 200–300 мм, вы- |
||
разбрызгиватель |
||
сотой 350 мм и отверстиями диамет- |
||
1 – приводной вал, 2 – подшипник, 3 – муфта, |
||
ром 1.25–1.35 мм. Производитель- |
||
4 – питающий патрубок, 5 – крышка башни, |
||
6 – вал подвески, 7 – опора, 8 – втулка, |
ность такого аппарата достигает 60 |
|
9 – радиальная перегородка, |
т/ч, что соответствует средней плот- |
|
10 - перфорированная оболочка, 11 – пьезометр. |
ности орошения около 300 кг/(м2·ч). |
|
|
Более равномерный грануло- |
метрический состав по сравнению с центробежными разбрызгивателями дают
статические разбрызгиватели леечного типа, см. рисунок 6.4. Для таких разбрызгивателей рекомендуются выпуклые днища диаметром 0.4–0.5 м. При статическом напоре плава 1.1 м скорость истечения достигает 5 м/с, а диаметр орошаемой площади составляет 3–3.5 м. Для обслуживания одной грануляционной башни в ее верхней части устанавливают 5–6 леечных разбрызгивателей. Такая компоновка
99
исунок 6.4. Леечный разбрызгиватель
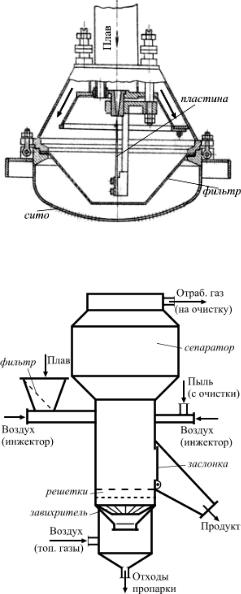
позволяет улучшить равномерность орошения и довести его плотность до 500–600 кг/(м2·ч), а также дает возможность ремонтировать и очищать последовательно по одному разбрызгивателю без остановки башни.
Рисунок 6.5. Виброакустический разбрызгиватель
Рисунок 6.6. Схема гранулятора с псевдоожиженным слоем
Равномерность дробления струи увеличивается при наложении вибраций на жидкость или воздушную среду, в которой происходит дробление струй. На рисунке 6.5 приведена кон-
струкция акустического разбрызги-
вателя. В его корпусе установлена специальная пластина, которая при взаимодействии с поступающим плавом генерирует акустические колебания, воздействующие на плав и способствующие дроблению истекающих струй. Ситчатый фильтр, установленный в разбрызгивателе, позволяет увеличить продолжительность безостановочной работы.
Колебания можно накладывать не только на саму жидкость, но и передавать их через корпус разбрызгивателя. В одной из таких конструкций леечные разбрызгиватели размещены в нижней части трубного распределителя, на который накладывают вибрации с частотой 300–1400 Гц. Скорость истечения плава через отверстия с острыми кромками достигает 6 м/с.
Для реализации процессов гранулирования из расплавов и суспензий в промышленности применяются также аппараты с псевдоожиженным слоем. Одна из конструкций гранулятора с псевдоожиженным слоем представле-
на на рисунке 6.6.
Плав или суспензия подаются в аппарат через предварительный фильтр (сетку) в потоке воздуха из инжектора. Также с помощью инжектора возвращается в аппарат пыль из системы очистки отработавшего газа, которая играет
100