Материал: borisenko

ми, установлены лопатки, угол поворота которых можно регулировать. Валы с лопатками заключены в неподвижный корпус в виде корыта. Зазор между лопатками и стенкой корыта не должен превышать 5% его диаметра.
В корпус сверху подводится сухой материал и связующая жидкость. Гранулы отводятся из нижней части корыта через переливной порог, обеспечивающий требуемую высоту слоя материала.
6.3Машины для гранулирования методами прессования и формования
Таблетирование порошков – это получение из них компактных гранул (таблеток)
|
|
|
применяют в производстве |
|
|
|
|
катализаторов, адсорбентов, |
|
|
|
|
при переработке термореак- |
|
|
|
|
тивных пластмасс, в фармацев- |
|
|
|
|
тической промышленности. |
|
|
|
|
По форме таблетка может |
|
|
|
|
представлять собой цилиндр, |
|
|
|
|
сферу, эллипсоид, диск, коль- |
|
|
|
|
цо. Процесс таблетирования |
|
а |
б |
в |
состоит из трех стадий: дози- |
|
рование порошка в матрицу, |
||||
Рисунок 6.14. Стадии таблетирования |
||||
прессование, выталкивание |
||||
а – дозирование, б – прессование, в – выталкивание |
||||
таблетки (рисунок 6.14). |
||||
1,4 – верхний и нижний пуансон; 2 – дозатор порошка; |
Техническая характери- |
|||
|
3 – матрица. |
|
||
|
|
стика таблеточной машины |
||
|
|
|
||
|
|
ТП-1: диаметр таблеток – до 12 мм; глу- |
||
|
|
бина заполнения матрицы – 15 мм; мак- |
||
|
|
симальное усилие прессования – 17 КН; |
||
|
|
часовая производительность – до 3000 |
||
|
|
шт; мощность двигателя – 1.1 кВт. |
||
|
|
Замечание. Производительность |
||
|
|
промышленных таблеточных машин не |
||
|
|
превышает 10 кг/ч. |
||
|
|
Валковые и вальцовые прессы для уп- |
||
|
|
лотнения сухих порошков распростране- |
||
|
|
ны в металлургической и химической |
||
а |
б |
промышленности, а также в промышлен- |
||
ности стройматериалов. Их применяют |
||||
Рисунок 6.15. Схема валкового (а) и |
||||
для уплотнения и брикетирования по- |
||||
|
вальцового (б) прессов |
|||
|
рошков металлов и сплавов, керамиче- |
|||
1 – подпрессовыватель (шнек, червяк), |
|
|
с требуемыми физико-механическими свойствами. Таблеточные машины широко |
|
|
2 – порошок, 3 – валки (вальцы), |
ских масс и удобрений. |
|
|
|
|
4 – продукт (брикеты, гранулы). |
|
106 |
|
|
|
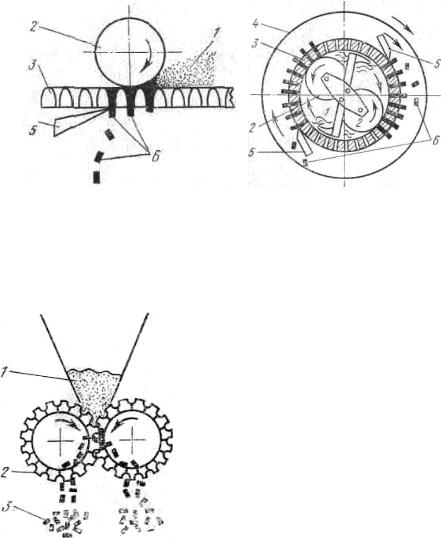
Схема работы валкового и вальцового прессов изображена на рисунке 6.15. Порошок в бункере подачи уплотняется подпрессователем и подается в зону деформации между двумя непрерывно вращающимися навстречу друг другу валками (вальцами). Установки гранулирования с валковыми и вальцовыми прессами имеют высокую производительность: 50–60 т/ч брикетов и 20–30 т/ч гранул.
а |
б |
Рисунок 6.16. Схемы прессов для формования с горизонтальной (а) и барабанной (б) матрицей
1 – исходный материал, 2 – бегуны (а) или прижимные валки (б), 3 – матрица, 4 – ножевой барабан, 5 – ножи, 6 – продукт.
Для гранулирования пластичных, легко формующихся масс применяют прессы для формования и экструдеры.
|
Прессы для формования применяют |
|
преимущественно при гранулировании пла- |
|
стических масс и в производстве гранулиро- |
|
ванных кормов. Принцип формования пла- |
|
стифицированной шихты заключается в ее |
|
продавливании при помощи одного или не- |
|
скольких прижимных валков через перфори- |
|
рованные поверхности. Различают машины |
|
для формования материала бегунами с про- |
|
давливанием через перфорации горизонталь- |
|
ной поверхности (рисунок 6.16а) и через по- |
|
верхность перфорированного горизонтально- |
|
го барабана вращающимися прижимными |
|
валками (рисунок 6.16б). Прессуемый мате- |
|
риал прижимными валками продавливается |
|
через отверстия матрицы и на выходе среза- |
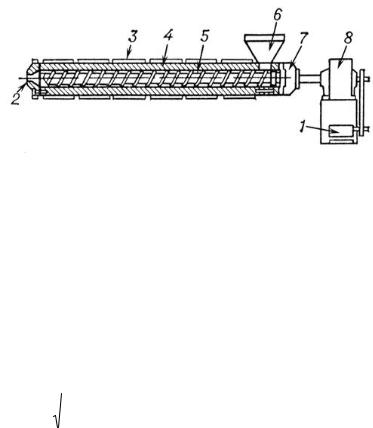
Рисунок 6.17. Формовочные валки |
ется ножами. Диаметр формованных гранул |
1 – исходный материал, 2 – полый |
изменяется в зависимости от величины от- |
зубчатый валок, 3 - продукт |
верстий матрицы в пределах 1-25 мм. Мат- |
|
107 |
рицы изготавливают обычно из дорогостоящих износостойких сплавов. Мощность привода этих прессов изменяется от 4 до 160 КВт в зависимости от размеров матрицы и числа валков.
Для формования применяют также зубчатые валки (рисунок 6.17). Два зубчатых валка, находящиеся в зацеплении и вращающиеся навстречу друг другу, продавливают материал через отверстия, расположенные в основании зубьев, радиально внутрь, где продукт в виде цилиндрических гранул срезается ножом. При необходимости валки можно нагревать или охлаждать. Диаметр формовочных отверстий 1–10 мм. Производительность этих машин составляет от 30 до 200 кг/ч
|
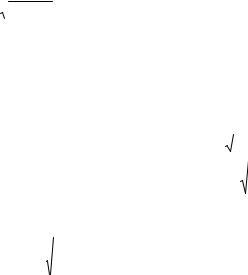
Экструде- |
|
ры (шнековые |
|
прессы с пер- |
|
форированным |
|
диском) приме- |
|
няют для хо- |
|
лодного или |
|
горячего фор- |
|
мования пла- |
|
стичных или |
|
влажных масс, |
Рисунок 6.18. Схема экструдера |
порошков и |
1 – привод, 2 – головка, 3 - рубашка, 4 – корпус, 5 – червяк, |
паст (рисунок |
6 - загрузочная воронка, 7 – редуктор, 8 – вариатор |
6.18). Рабочий |
|
элемент экс- |
трудера – червяк (шнек), который пластифицирует материал и продавливает его через отверстия в головке. Выходящие из головки жгуты или ломаются под собственной тяжестью, или режутся на части быстро вращающимся дисковым ножом.
6.4 Технологические расчеты грануляторов
Расчет грануляционных башен сводится к определению их габаритов (диаметра D и высоты H), а также параметров разбрызгивателя, необходимых для обеспече-
ния заданной производительности по плаву G (кг/с) и средней плотности орошения q (кг/м2/с).
Диаметр башни
где D = |
|
4 × Fор |
|
– диаметр орошаемого сечения, |
ор |
p |
|
|
|
|
|
|
|
|
Fор = G/q – площадь орошения.
Необходимая высота башни зависит от максимального диаметра образующихся гранул d и удельного расхода охлаждающего воздуха L (кг/кг продукта). Аппроксимация зависимостей, полученных в результате экспериментов, дает:
H = -7.5 +10130∙d + (11.08 -7063∙d +1179000∙d2) ∙L+(-0.16 -131∙d +94000∙d2) ∙L2.
108
Параметры центробежного разбрызгивателя определяются из соотношения для расчета его объемной производительности:
G |
= b × |
p ×do2 |
× Nо ×v , |
rп |
|
||
4 |
|
||
где ρп – плотность плава, β ~ 0.07 – коэффициент разбрызгивания,
dо – средний диаметр отверстий, Nо – число отверстий,
v = π · Dр ∙ n – скорость истечения плава, Dр – средний диаметр разбрызгивателя, n – частота его вращения.
Из этого соотношения определяется значение одного из четырех параметров (dо, Dр, Nо или n) при заданных или принятых значениях остальных.
Необходимый диаметр отверстий статического разбрызгивателя зависит от
среднего диаметра образующихся гранул dср:
dо = 78∙ dср1.8,
а число отверстий
Nо = G/gо,
где gо = 0.25∙π∙ dо2∙ vо∙ρп – расход плава через одно отверстие, vо =  2× g ×hп – начальная скорость капель плава,
2× g ×hп – начальная скорость капель плава,
hп – его заданный статический напор.
Необходимый радиус кривизны днища статического разбрызгивателя Rр определяется величиной максимального угла вылета капель плава αmax:
|
|
|
|
|
|
|
|
Rр = |
|
Dр |
|
, |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
2 ×Sinamax |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
æ |
|
|
|
|
|
|
|
|
|
ö |
|
|||
|
|
|
|
|
|
ç |
|
|
|
|
|
|
|
|
|
÷ |
|
|||
|
|
|
|
|
|
ç |
|
X max × 1-V 2 |
|
|
÷ |
, |
||||||||
|
|
|
|
amax |
= arcSinç |
|
|
|
|
|
|
|
|
|
÷ |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
æ |
|
|
|
ö |
||||||||||||
|
|
|
|
|
|
ç |
|
1-V |
÷ |
|
||||||||||
|
|
|
|
|
|
ç |
|
÷ |
|
|||||||||||
|
|
|
|
|
|
ç |
2 ×V × arcTgç |
|
1+V |
÷ |
÷ |
|
||||||||
|
|
|
|
|
|
è |
è |
|
ø |
ø |
|
|||||||||
где Dр – диаметр перфорированной части днища разбрызгивателя, |
||||||||||||||||||||
V = vо/vвит, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
vвит = 1.667 × |
|
dср × g × (rг |
- rв ) |
|
– скорость витания гранул, |
|||||||||||||||
|
rв |
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ρг, ρв – плотность гранул и охлаждающего воздуха, |
|
|
|
|
||||||||||||||||
|
g |
æ |
|
Dр ö |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
ç |
|
|
|
÷ – максимальная безразмерная дальность вылета |
|||||||||||||
X max = 2 |
×ç Rф - rг - |
|
÷ |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
vвит |
è |
|
|
2 ø |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
гранул,
109
Rф = |
p × Dор |
– радиус зоны орошения, |
|
2 × пр |
|
nр – число статических разбрызгивателей в башне, rг = H × 
 0.125 × dср – радиус рассеяния гранул.
0.125 × dср – радиус рассеяния гранул.
Число окружностей, на которых равномерно расположены отверстия
zо = Lр/2∙tр,
где Lр = Rр∙2∙αmax – длина дуги днища разбрызгивателя, tр – заданный шаг между рядами отверстий.
Диаметр рабочей зоны гранулятора кипящего слоя
D = |
|
4 × S |
|
p |
|||
|
|
определяется необходимой площадью решетки
S = |
L |
, |
r × w |
где L = Gп - G – расход воздуха (топочных газов),
x2 - x1
G – заданная производительность по продукту,
G= G ×(1- uк ) – расход исходной массы (плава),
п1- uн
uн, uк – заданные начальная и конечная влажность материала, х1, х2 – влагосодержание воздуха на входе и выходе из аппарата, ρ – плотность воздуха,
w – скорость воздуха.
Рабочая скорость воздуха должна быть больше скорости начала псевдоожижения, но меньше скорости уноса гранул, для определения которых используется кри-
териальное уравнение |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
Re = |
Ar |
|
|
|
|
|
|
|
|
|
|
|
|
|
A + B × |
|
|
, |
||
|
|
|
|
|
|
|
|
Ar |
||||||
где |
Re = |
w× dcp |
×r |
– критерий Рейнольдса, |
|
|
|
|||||||
|
|
m |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
g × (r |
г |
- r)×r ×d 3 |
|
|
|
||||||
|
Ar = |
|
|
|
|
|
cp |
– критерий Архимеда, |
||||||
|
|
|
|
|
m2 |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
ì1400 - для скорости псевдоожижения |
, |
|
|
||||||||||
|
A = í |
- для скорости уноса |
|
|
||||||||||
|
î18 |
|
|
|
||||||||||
|
ì5.22 - для скорости псевдоожижения |
, |
|
|
||||||||||
|
B = í |
|
|
|
|
для скорости уноса |
|
|
||||||
|
î0.61- |
|
|
|
||||||||||
110