Материал: 2410
Приращение длины пьезоэлемента прямо пропорционально прилагаемому напряжению. Таким образом, можно управлять приращением длины (ходом) пьезоэлемента, изменяя напряжение на его обкладках. Управляющее напряжение может изменяться в диапазоне от 100 до 200 В и выше.
При подаче напряжения на элемент (столбик), состоящий, например, из 100 кварцевых пластин, он удлиняется (изменяется форма кристаллической решётки). Каждый пьезоэлемент является электромеханическим преобразователем. Если его поместить в переменное электрическое поле, то амплитуда механических колебаний будет изменяться с частотой переменного поля.
На рис. 7.3 показано параллельное включение напряжения питания для пакета, состоящего из 9 пластин [28]. Между пластинами выполнены электроды из серебра толщиной 6 – 12 мкм. Одна сторона пакета жестко закреплена, например, в корпусе форсунки, а вторая сторона способна перемещаться при подаче импульса напряжения. Для перехода пакета пластин в начальное положение необходимо из-
менить полярность напряжения. |
|
И |
||
|
|
|
|
|
|
|
|
Д |
|
|
|
А |
|
|
|
б |
|
|
|
и |
|
|
|
|
С |
|
|
|
|
Рис. 7.3. Параллельное включение питания пьезопривода, состоящего из набора пьезопластин
На рис. 7.4 показан общий вид осевого (продольного) пьезопривода, состоящего из набора пьезопластин. Пластины стянуты шпилькой с усилием 250 Н [28].
121

|
И |
|
Д |
Рис. 7.4. Общий вид пьезопривода, состоящего из набора |
|
пьезокерамических пластин |
|
При работе пьезоэлектрического привода в составе форсунки |
|
б |
|
под действием электрического напряжения пьезопакет расширяется в |
|
направлении электрического поля. При этом обеспечивается переме- |
||
|
|
и |
щение пропорционально управляющемуАнапряжению и длине актюа- |
||
тора |
|
(пьезопакета). Разв ваемое усилие пьезоэлемента площадью |
|
2 |
С |
4 мм |
|
достигает до 1000 Н пропорционально площади поперечного |
сечения элемента.
Весь технологический процесс изготовления пьезокерамических изделий можно разбить на 7 этапов [28]:
1. Синтез материалов – получение однородного мелкозернистого порошка. Исходным сырьем являются окислы и соли PbO, TiO2, ZrO2, а также добавки.
2. Изготовление заготовок – порошок – прессуют с органическими вяжущими катализаторами.
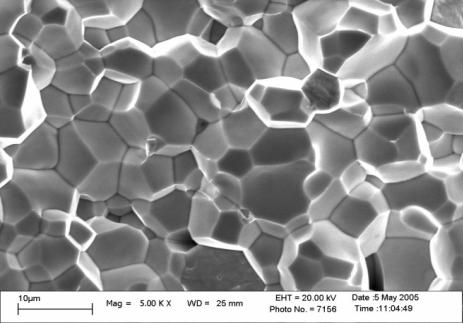
3. Обжиг – сырье керамической заготовки – подвергают обжигу при температуре 1000 – 1400 оС. Заготовка спеченная представляет собой множество мелких кристаллов. На рис. 7.5 представлен срез керамики под микроскопом высокого разрешения. В одном кубическом сантиметре содержится до 1012 зерен.
4. Механическая обработка.
122
5.Нанесение электродов – вжигание серебряной пасты на обезжиренную поверхность пьезоэлемента при температуре 750 – 800 оС.
6.Поляризация – процесс ориентации произвольно направленных доменов вещества в определенном направлении (в направлении вектора электрического поля).
7.Термостабилизация – стабилизация основных параметров пьезокерамики.
Диэлектрическая природа пьезоэлемента – функционирование за счет действия электрического поля (а не тока проводимости), что приводит к практическому отсутствию тока и выделению теплоты.
Пьезоэлектрическая керамика нашла широкое применение в двигателестроении – в системах впрыска топлива, механизмах газо-
распределения, измерительной и контролирующей аппаратуре. Пьезоприводы нашли применение при созданииИфорсунок с управляемым процессом впрыска топлива. Д
|
|
А |
|
б |
|
и |
|
|
С |
|
|
Рис. 7.5. Вид среза керамики под микроскопом
Применение форсунок с быстродействующим пьезоприводом позволяет:
–управлять углом опережения впрыска топлива (раньше или позже относительно верхней мертвой точки);
–уменьшать задержку воспламенения топлива за счет высокого давления и сверхтонкого распыливания топлива;
123
–дозировать с высокой точностью количество впрыскиваемого топлива на различных скоростных и нагрузочных режимах работы двигателя;
–управлять формой и длительностью импульса впрыска;
–быстро и независимо управлять форсунками (длительность одного впрыска 100 – 200 мкс), что позволит осуществлять несколько впрысков в один и тот же цилиндр в течение одного цикла;
–обеспечивать малое потребление топлива и минимальный уровень выброса в атмосферу вредных примесей отработавших газов.
7.2. Расчетное определение основных параметров пьезопривода управления клапанным узлом форсунки
|
|
Исходные данные: |
|
|
|||
Материал пьезоэлемента – ЦТБС – 8; |
|
|
|
||||
D |
|
|
|
Д |
|
|
|
– диаметр пластины пьезоэлемента, |
30 мм; |
|
|
||||
h3 |
– высота (толщина) пластины пьезоэлемента, 0,5 мм; |
|
|||||
|
|
|
А |
3 |
3 |
|
|
d33 – осевой пьезомодуль (рабочий диапазонИперемещений ис- |
|||||||
полнительного устройства, 315∙10-12 Кл/Н). Кулон – единица количе- |
|||||||
|
|
б |
|
|
|
|
|
ства электричества, проходящего через поперечное сечение провод- |
|||||||
ника при токе силой 1А в течение времени 1 с (Кл = А∙с); |
|
||||||
U |
|
и |
|
|
|
|
|
– электрическое (входное) управляющее напряжение, 100 B; |
|||||||
ρ – плотность матер ала пьезоэлемента, 7,6 ∙10 |
кг/м ; |
|
|||||
Y – модуль Юнга, определяющий упругие и резонансные свой- |
|||||||
ства материала, 7,7 ∙10 10 Н/м2; |
|
|
|
|
|
||
g33 – электрическая константа по напряжению в режиме приема, |
|||||||
25,4∙10-3 В∙ м/Н. |
|
|
|
|
|
|
|
Расчет выполнимСпо методике, предложенной в работе [29]. |
|||||||
1. Определим площадь пьезоэлемента |
|
|
|
||||
|
Sп = π∙ D2 / 4 = 3,14∙ 32 /4 = 7 см2 (7∙ 10 -4 м2). |
(7.1) |
|||||
2. Определим коэффициент упругости (жесткости) из выраже- |
|||||||
ния |
|
|
|
|
|
|
|
K= Sп ∙ Y / h = 7∙ 10 -4 ∙ 7,7 ∙10 10 / 5 ∙ 10 -4 = 10,78 ∙10 10 Н/м. |
(7.2) |
||||||
3. Напряженность электрического поля пьезоэлемента в осевом |
|||||||
направлении находим по формуле |
|
|
|
|
|||
|
Е3 = U /h3 = 100 / 5∙10 -4 = 2 ∙10 5 B/м. |
|
(7.3) |
||||
124
4. Сила, развиваемая пьезоэлементом при подаче электрического напряжения амплитудой 100 В, равна
F= Sп ∙U / (g33 ∙h3) = 7∙ 10-4 ∙100 / (25,4 ∙10-3 5 ∙10-4) = 5559 Н. (7.4)
5.Перемещение (увеличение высоты вдоль оси у) одного пьезо-
элемента в магнитном поле, создаваемое напряжением 100 В, будет равно
∆У = F / К = 5559 / 10,78 ∙10 10 = 515 ∙10-10 м (515 ∙10 -4 мкм). (7.5)
Увеличение высоты одного пьезоэлемента составит 0,05 мкм. Если взять общую длину пакета, равную 100 мм, то при толщине одной пластины 0,5 мм их необходимо взять 200 штук. Общее удлинение пакета пластин составит 10 мкм. При использовании рычажного механизма с передаточным числом пять общий ход исполнительного механизма составит 50 мкм. Для эффективной работы клапана управления форсункой необходимо, чтобы ход клапана был не менее 100 мкм (0,1 мм). Для увеличения хода клапана в 2 раза можно увеличить управляющее напряжение питания пакета пьезоэлементов со 100 до
200 В.
Удлинение пьезоэлемента толщиной 0,5 мм при подаче управ- |
||||
|
|
И |
|
|
ляющего напряжения величиной 100 В можно также определить по |
||||
формуле [28] |
Д |
|
||
∆У = d33 |
(7.6) |
|||
∙Е3 ∙h3 = |
|
|||
= 315∙10-12 ∙ 2∙10 5 ∙5∙10 |
-4 = 315 ∙10-10 м (0,0315 мкм). |
|
||
Результаты расчетов показываютА, что пьезопластинка толщиной |
||||
0,5 мм при подаче управляющего напряжения 100 В изменяет свою |
||||
толщину (высоту) на 0,03б– 0,05 мкм. Даже |
при наборе пьезопривода |
|||
из 200 пластин общее удл нен е составит |
6 – 10 мкм. Этого переме- |
|||
и |
|
|
|
|
С |
|
|
|
|
щения недостаточно для эффективной работы (открытия или закрытия) клапана управления. Необходимо перемещение клапана не менее 100 мкм. Для этого нужно повышать управляющее напряжение до 200 – 300 В или использовать рычажный механизм с передаточным числом 3 – 5.
На рис. 7.6 приведены результаты расчета изменения толщины (приращения) одного пьезоэлемента толщиной 0,5 мм в зависимости от величины подводимого напряжения. Материал пьезокерамики ЦТБС- 8.
Из анализа рис. 7.6 следует, что приращение пьезоэлемента пропорционально величине подводимого напряжения.
Электрическая ёмкость одного элемента Со (Ф) вдоль оси определяется из выражения [28]
125