Материал: 1882
прохождения обрабатываемой детали или сборочной единицы по всем цехам, а внутри цехов - по всем операциям с указанием данных об оборудовании, оснастке, материальных и трудовых нормативов, а также содержат описание процесса изготовления на всех операциях.
7. Оперативное планирование и управление материальными потоками
В процессе оперативного планирования и управления производством должно быть достигнуто строгое взаимодействие органов управления на всех стадиях производственного процесса (от получения сырья до реализации продукции) с целью выполнения плана поставок готовой продукции в необходимом количестве, нужного
СибАДИпроизводств, а также с учетом их полной загрузки и достижения сокращения производственного цикла изготовления конечного изделия.
качества, в нужное время место с минимальными совокупными затратами.
В основе операт вного планирования и управления лежит производственная программа, в рамках которой разрабатываются детализированные плановые задания для каждого про зводственного подразделения (цеха, участка, рабочего места) на определенный пер од времени, а также осуществляется текущее руководство
производственным процессом и контроль его хода.
Операт вное план рование и управление производством по сфере действия и соподчиненности подразделяется на два уровня: межцеховое (на уровне предприятия)
и внутрицеховое (на уровне цеха).
Межцеховое операт вное планирование и управление позволяет согласовывать деятельность про зводственных цехов предприятия по узловой сборке, изготовлению
деталей здел й. Коорд нация деятельности на данном уровне позволяет
распределить годовую и квартальную производственную программу предприятия во времени и по производственным подразделениям, с тем чтобы месячная программа каждого цеха и участка с учетом переходящих работ соответствовала их пропускной способности и согласовывалась со сроками комплектации и сдачи готовой продукции на склад.
На данном уровне разрабатываются производственные задания цехам и участкам основного, вспомогательного и обслуживающего производств на короткие отрезки времени в виде программ и графиков с указанием сроков запуска-выпуска продукции, при этом рассчитываются: данные о загрузке и пропускной способности
оборудования и календарно-плановые нормативы.
На уровне внутрицехового оперативного планирования и управления месячная производственная программа цеха распределяется по дням и по рабочим местам,
согласованно с работой участков рабочих мест основного и вспомогательного
На данном уровне разрабатываются сменно-суточные задания, в которых указываются номенклатура количество изделий, подлежащих изготовлению в предстоящие сутки. На уровне рабочих мест разрабатываются рабочие наряды, в которых указываются шифр изделий, их количество, наименование операций и норма времени. Основой оперативного планирования служат различные системы оперативно-календарных расчетов, которые представляют собой методики выполнения плановых работ, включающие определение: планово-учетной единицы (первичного объекта планирования и учета объема производства); календарноплановых нормативов (основных расчетных показателей моделирования хода производства); оформление плановой и учетной документации.
21
К сожалению, данные типовые системы оперативно-календарных расчетов, кроме подетальной (для массового поточного производства), имеют много недостатков, и основным является игнорирование увязки движения предметов труда с загрузкой рабочих мест во времени. Это приводит к возникновению <узких мест> в производстве при попытке следования разработанным календарно-плановым нормативам. Данные нормативы при всей своей необходимости не отражают объективных законов хода производственного процесса и опираются на статичное
представление о нем.
СибАДИматериалу аргумент рованное участие в аудиторной дискуссии.
Для оперативного планирования характерно использование ряда методов плановых расчетов хода производства: календарный (аналог MRP I), объемнокалендарный ( спользуемый в концепциях MRP II и ERP) и перспективный объемно-
динамическ й метод план рования. Именно в такой последовательности и происход ло разв т е методов планирования и управления производством: с середины 1950-х гг. нач нают использовать на практике метод MRP I вплоть до 1970- х гг., когда в практ ку начала внедряться новая концепция MRP II, в рамках которой реализован объемно-календарный метод». [1, 2]
Контрольные |
вопросы для |
обсуждения на практическом занятии |
|
приведены в Пр ложен |
А. |
|
|
Результаты (с |
стема оценок) практического занятия: зачтенным считается |
||
участие обучающегося в |
зложении со ственного отношения к рассматриваемому |
||
Практическое занятие № 3 Основные и о еспечивающие производственные процессы
в логистических системах
Цель практического занятия: формирование у обучающихся системы взглядов об основных и обеспечивающих производственных процессах в логистических системах.
Учебные задачи:
1. Внимательно ознакомиться с предложенным фрагментом текста, содержащим авторский взгляд об основных и обеспечивающих производственных процессах в логистических системах; 2. Провести конструктивную критику изложенных взглядов, аргументируя
собственное мнение приводя доводы к обнаруженным противоречиям; 3. Сформулировать прикладное значение изученного материала для формирования собственного отношения по предложенной тематике.
ЗАДАНИЕ: изучить предложенные материалы подразделов и определить практическую пользу для использования в собственных исследованиях по направлению (теме) выпускной квалификационной работе:
1. Построение эффективной системы планирования производства
Эффективное планирование производства обеспечивается системой планов, подробно отвечающих на следующие вопросы:
Что наше предприятие планирует производить? Как именно предприятие планирует производить? Какие ресурсы для этого потребуются?
22

Чем предприятие располагает на момент планирования? В чем предприятие нуждается дополнительно?
Последовательные ответы на перечисленные вопросы позволят выбрать оптимальное решение организации производства, создающее предпосылки для получения бизнесом максимально возможного дохода.
истема планирования производства является частью глобальной системы планирования предприятия с учетом того, что производственная политика предприятия является следствием финансовых и маркетинговых стратегий бизнеса.
СибАДИДанная закономерность легко объясняется с помощью схемы планирования производственного предприятия (Рисунок 11).
Рис. 11 Система планирования производственного предприятия
Планируя производство, прежде всего, необходимо руководствоваться маркетинговыми планами предприятия, т.к. именно в этих документах отражено: в каких конкретно продуктах нуждается предприятие для наиболее полного удовлетворения потребностей клиентов.
Из приведенной логики получается, что маркетинговые планы являются первичными по отношению производственным и определяют производственную политику предприятия.
В свою очередь, производственные планы определяют требования к закупочной политике предприятия, к политике управления человеческими ресурсами ресурсами инфраструктуры (оборудование, электроэнергия, коммуникации и т.д.), в результате чего на основании планов производства формируются планы потребностей в ресурсах: планы закупок сырья и материалов, планы управления производственными мощностями, планы найма и ротации производственного
персонала и т.д.
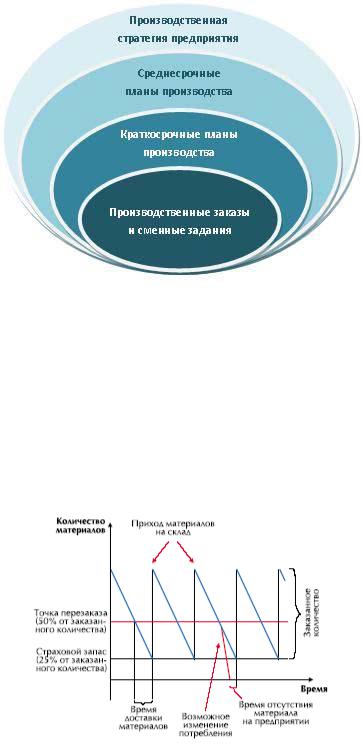
На практике система планирования производства представляет собой набор планов отличных по уровню детализации, горизонтам планирования и функциональному назначению (Рисунок 12). Планирование производства, прежде всего, начинается с разработки производственной стратегии предприятия.
23
СибАДИ |
|||||
Рисунок 12. С стема планирования производства |
|
|
|||
План |
рован е про зводства, |
прежде всего, |
начинается с |
разработки |
|
производственной стратег |
предприятия. |
|
|
||
2. План рован е про зводства и управление запасами |
|
||||
При |
спользован |
метода |
планирования и |
управления по |
точке заказа |
(встречается также вар ант «по точке перезаказа») предприятие формирует задание поставщикам, если о ъем его запасов опускается до некоего предопределенного минимального уровня. Такой метод управления больше подходит для крупносреднесерийного поточного производства.
Рис. 13. Схема планирования по точке перезаказа.
Главное достоинство метода — его предельная простота. Планирование и управление по точке заказа можно использовать для управления запасами категории С (по классификации АВС), т. е. сравнительно недорогими изделиями или материалами. Недостаток метода состоит в недостаточной гибкости — в условиях позаказной работы и часто изменяющегося спроса управление по точке заказа не дает удовлетворительных результатов.
24
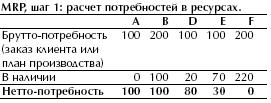
В отечественной практике управления этот метод (управление по точке перезаказа) также используется при управлении производством по межоперационным заделам.
При определенных условиях (наличие партнерских отношений с поставщиками и клиентами, серийное производство и организация производственных линий, низкая стоимость переналадки оборудования для уменьшения размера производимой партии и т. д.) отличные результаты может давать метод Toyota, или Канбан. В настоящее время этот метод управления производством и запасами широко используется в
СибАДИЯпонии, Европе и США. Он является частью методологии управления «точно вовремя» (just-in-time, JIT). Сущность метода состоит в использовании простых физическ х с гналов (карточек, пустых контейнеров или световых сигналов), по которым про звод тся отпуск материалов со склада, запуск производства, отгрузка потребителю.
Основная дея метода Канбан очень проста. Представьте себе не компьютер з рованный ра очий участок, на котором необходимые для производства детали хранятся в двух контейнерах. Когда один из контейнеров становится пуст, детали нач нают поставляться из второго контейнера. В это время пустой контейнер подлежит новому заполнен ю. Таким о разом, факт наличия пустого контейнера в производственной зоне — это сигнал к началу пополнения запаса. Отличие от «компьютерного» управлен я по точке перезаказа заключается в том, что минимальный уровень запаса определяется не компьютером, а визуально, кладовщиком (мастером) цеха или склада. Именно этот сотрудник контролирует наличие пустых контейнеров и заменяет их на полные, перемещая пустые в зону пополнения (на предыдущий ра очий участок, склад материалов, либо поставщику).
Метод MRP (Material Requirements Planning — планирование потребностей в материалах) предусматривает ряд стандартных шагов.
На первом этапе делается расчет нетто-потребностей в материалах на основании данных о составе изделия (спецификации). Число необходимых материалов, узлов компонентов оценивается с учетом имеющегося в наличии или в незавершенном производстве.
Второй шаг — расчет во времени нетто-потребностей в материалах на основании данных о составе изделия. На этом этапе необходимые количества рассчитываются с учетом всех приходов и расходов материалов. Если при этом система выявляет снижение уровня материала ниже определенного уровня, то определяется количество, которое нужно закупить или произвести для удовлетворения потребности. Также возможен расчет нетто-потребностей с учетом правила партии (с учетом минимальной партии заказа, кратности партии, периодичности заказа).
25