Материал: 1882
Заметим, что в "вытягивающей" логистической системе DBR буферы, создаваемые перед РОП, имеют временной, а не материальный характер.
Алгоритм DBR – это обобщение известного метода OPT, который многие специалисты называют электронным воплощением японского метода "Канбан", хотя на самом деле, между логистическими схемами восполнения ячеек "Супермаркета" и методом "Барабан-Буфер-Веревка" имеется значительная разница.
Недостатком метода "Барабан-Буфер-Веревка" (DBR) является требование существования РОП, локализуемого на заданном горизонте планирования (на интервале расчета расписания для выполняемых работ), что возможно только в условиях серийных и крупносерийных производств. Однако для мелкосерийных и единичных про зводств локализовать РОП, в течение достаточно длительного интервала времени, вообще говоря, не удается, что значительно ограничивает
СибАДИявляется более эффективным. Как в рассмотренных выше "вытягивающих" логистических системах здесь имеется единственная точка планирования, - это участок 1 на рисунке 8.
применимость рассмотренной логистической схемы для этого случая.
6. Л м т незавершенного производства (НЗП)
"Вытяг вающая" лог стическая система с лимитом незавершенного производства (НЗП) похожа на метод DBR. Отличие заключается в том, что здесь создаются не временные уферы, а задается некий фиксированный лимит материальных запасов, который распределяется на все процессы системы, а не заканчивается только на РОП. Схема приведена на рисунке 8.
Рис.8. Структура метода лимита незавершенного производства (НЗП).
Этот подход к построению "вытягивающей" системы управления» значительно
проще рассмотренных выше логистических схем, внедряется легче, и ряде случаев
Логистическая система с лимитом НЗП имеет некоторые преимущества по сравнению с методом DBR системой лимитированных очередей FIFO:
неполадки, колебания ритма производства и другие проблемы процессов с запасом производительности не приведут к остановке производства из-за отсутствия работы для РОП, и не будут снижать общую пропускную способность системы;
правилам планирования должен подчиняться только один процесс;
не требуется фиксировать (локализовать) положение РОП;
легко обнаружить местонахождение текущего участка РОП. К тому же, такая система дает меньше "ложных сигналов" по сравнению лимитированными очередями
FIFO.
11
Рассмотренная система хорошо работает для ритмичных производств со стабильной номенклатурой выпускаемых изделий, отлаженными и неизменяемыми технологическими процессами, что соответствует массовым, крупносерийным и серийным производствам. В производства единичных и мелкосерийных, где постоянно запускаются в производство новые заказы с оригинальной технологией их изготовления, где сроки выпуска продукции диктуются потребителем и могут, вообще говоря, изменяться непосредственно в процессе изготовления изделий, тогда на уровне производственного менеджмента появляется множество организационных
СибАДИпроблем. Опираясь лишь на правило FIFO в передаче полуфабрикатов от участка к участку, логистическая система с лимитом незавершенного производства в таких случаях теряет свою эффект вность.
Для так х случаев наиболее эффективной "вытягивающей" логистической системой является Метод выч сляемых приоритетов.
7. Метод вычисляемых приоритетов
Метод выч сляемых приоритетов является своеобразным обобщением двух рассмотренных выше "выталкивающих" логистических систем: системы пополнения "Супермаркета" с стемы с лимитированными очередями FIFO. Разница в том, что в данной с стеме уже не все пустые ячейки в "Супермаркете" пополняются в обязательном порядке, а про зводственные задания, оказавшись в лимитированной очереди, продв гаются от участка к участку не по правилам FIFO (т.е. не соблюдается обязательная д сц пл на "в порядке поступления"), а по другим вычисляемым приоритетам. Правила вычисления этих приоритетов назначаются в единственной точке планирования производства, - в примере, приведенном на рисунке 9, это второй производственный участок, следующий непосредственно за первым "Супермаркетом". На каждом последующем производственном участке функционирует своя собственная исполнительная производственная система (MES – Manufacturing Execution System), задача которой - обеспечить своевременную обработку поступающих на вход заданий с учетом их текущего приоритета, оптимизировать внутренний материальный поток вовремя показать возникающие проблемы, связанные с этим процессом. Значительное отклонение в обработке конкретного задания на одном из участков может повлиять на вычисляемое значение его приоритета.
12
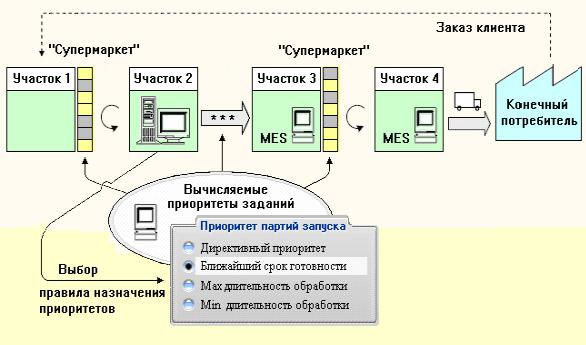
СибАДИРис.9. Структура метода вычисляемых приоритетов.
Процедура "вытяг вания" осуществляется за счет того, что каждый последующий участок может начинать выполнять только те задания, которые имеют максимально возможный приоритет, что выражается в первоочередном заполнении на уровне "Супермаркета" не всех доступных ячеек, а лишь тех, что соответствуют приоритетным заданиям. Последующий участок 2, хотя и является единственной точкой планирования, определяющей работу всех остальных производственных звеньев, сам вынужден выполнять только эти наиболее приоритетные задания. Численные значения приоритетов заданий получаются за счет вычислений на каждым из участков значений общего для всех критерия. Вид этого критерия задается основным планирующим звеном (участком 2), а его значения каждый производственный участок самостоятельно вычисляет для своих заданий, либо вставших в очередь на обработку, либо находящихся в заполненных ячейках "Супермаркета" на предыдущей стадии.
Впервые такой метод восполнения ячеек "Супермаркета" стал применяться на японских предприятиях компании "Тойота" получил название "Процедуры выравнивания производства" или "Хейдзунка" (Heijunka).
Другой вариант передачи заданий от одного участка к другому в данной "вытягивающей" логистической системе служит так называемое "вычисляемое правило" приоритетов.
13
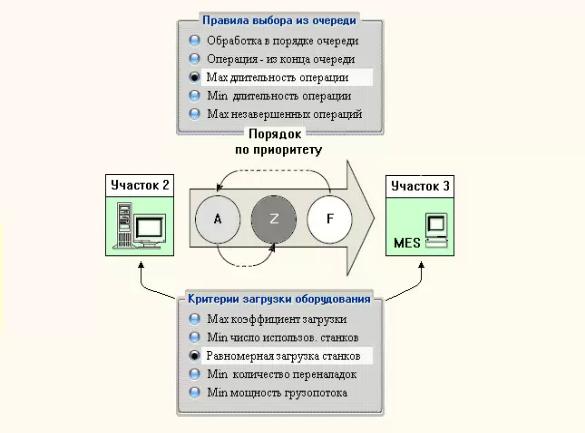
СибАДИРис.10. Последовательность исполняемых заказов в методе вычисляемых приоритетов.
Очередь производственных заданий, передаваемых от участка 2 к участку 3 (рисунок 10), ограничена (лимитирована), но в отличие от случая, изображенного на рисунке 4, сами задания могут меняться местами в этой очереди, т.е. изменять последовательность своего поступления в зависимости от их текущего (вычисляемого) приоритета. Фактически это означает, исполнитель сам не может выбрать с какого задания начинать работу, но в случае изменения приоритета заданий ему, возможно, предстоит, недоделав текущее задание (превратив его в текущий НЗП), переключиться на выполнение наиболее приоритетного. Конечно, в такой ситуации при значительном числе заданий большом числе станков на производственном участке необходимо использовать MES, т.е. проводить локальную оптимизацию материальных потоков, проходящих через участок (оптимизировать исполнение заданий, уже находящихся в обработке). В результате для оборудования каждого участка, не являющегося единственной точкой планирования, составляется локальное оперативное производственное расписание, которое подвергается коррекции каждый раз, как только изменяется приоритет исполняемых заданий. Для решения внутренних оптимизационных задач используются свои критерии, именуемые "Критерии загрузки оборудования". Задания, ожидающие обработки между участками, не связанными "Супермаркетом", упорядочиваются по "Правилам выбора из очереди" (рисунок 15), которые, в свою очередь, могут тоже изменяться в течение времени.
14
Если Правила вычисления приоритетов заданиям назначаются "извне" по отношению к каждому производственному участку (Процессу), то Критерии загрузки оборудования участка определяют характер прохождения внутренних материальных потоков. Эти критерии связаны с использованием на участке оптимизационных MESпроцедур, предназначенных исключительно для "внутреннего" пользования. Они выбираются непосредственно диспетчером участка в режиме реального масштаба времени». [1, 2].
Контрольные вопросы для обсуждения на практическом занятии
СибАДИприведены в Приложении А.
Результаты (система оценок) практического занятия: зачтенным считается участие обучающегося в зложении собственного отношения к рассматриваемому материалу аргумент рованное участие в аудиторной дискуссии.
Практическое занятие № 2 Про зводство как основное звено логистической цепи
Цель практ ческого занятия: формирование у обучающихся системы взглядов о про зводстве как основном звене логистической цепи.
Учебные задачи:
1. Вн мательно ознаком ться с предложенным фрагментом текста, содержащим авторск й взгляд о про зводстве как основном звене логистической цепи; 2. Провести конструкт вную критику изложенных взглядов, аргументируя собственное мнение и приводя доводы к обнаруженным противоречиям;
3. Сформулировать прикладное значение изученного материала для формирования со ственного отношения по предложенной тематике.
ЗАДАНИЕ: изучить предложенные материалы подразделов и определить практическую пользу для использования в собственных исследованиях по направлению (теме) выпускной квалификационной работе:
1. Структура производственного процесса
Производственная система промышленной организации состоит из объективно существующих комплексов материальных объектов, коллектива людей, производственных, научно-технических и информационных процессов, имеющих целью выпуск конечной продукции и обеспечение эффективного протекания производственного процесса.
Под производственным процессом понимается определенным образом упорядоченный в пространстве и во времени комплекс трудовых и естественных процессов, направленных на изготовление продукции необходимого назначения, в определенном количестве качестве, в заданные сроки. Производственный процесс по своей структуре неоднороден, он состоит из множества взаимосвязанных подпроцессов, в ходе которых создаются отдельные детали, узлы, а их соединение путем сборки позволяет получить необходимое изделие.
Обычно все производственные процессы подразделяются по функциональному признаку на основные, вспомогательные и обслуживающие.
К основным относят процессы обработки, штамповки, резки, сборки, окраски, сушки, монтажа, т. е. все операции, в результате которых изменяются форма и размеры предметов труда, их внутренние свойства, состояние поверхности и т. п.
15