Материал: 1882
2. "Вытягивающая" логистическая система (PULL SCHEDULING)
"Вытягивающая" логистическая система - это такая организация движения материальных потоков, при которой материальные ресурсы подаются ("вытягиваются") на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график движения материальных потоков отсутствует.
Размещение заказов на пополнение запасов или изготовления материальных ресурсов (операционных заделов) или ГП происходит, когда их количество достигает СибАДИопределенного критического уровня. Эта система основана на "вытягивании" продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операц я готова к данной работе. То есть когда в ходе одной операции заканч вается обработка единицы продукции, посылается сигналтребование на предыдущую операцию. предыдущая операция отправляет обрабатываемую ед н цу дальше только тогда, когда получает на это запрос. (Just-in-
Time) [1], [3].
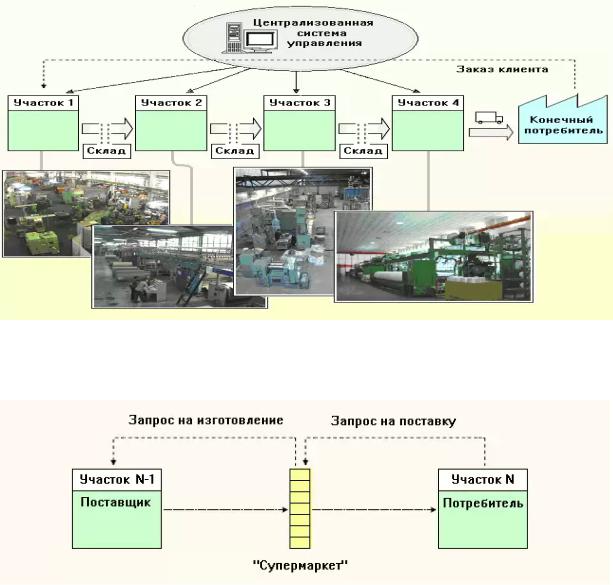
Рис.1. Структура "выталкивающей" системы производственной логистики.
Рис.2. Структура "вытягивающей" системы производственной логистики.
6
Дэвид Хэллетт [4] приводит следующее определение: "Вытягивающая" система - это система, используемая для управления производством, в которой объем создаваемых операционных заделов (запасов) определенным образом ограничен.
Операционные заделы, - далее производственные запасы, - могут включать в себя сырье, незавершенное производство (НЗП), готовую продукцию, а также специально резервируемый фонд времени технологического оборудования.
Опираясь на это определение можно сказать, что любая логистическая
методика, которая ограничивает уровень операционных заделов, будет создавать |
|||||||
СибАДИ |
|||||||
"вытягивание". Принято выделять пять базовых типов "вытягивающих" |
|||||||
логистических систем Pull Scheduling: |
|
|
|
||||
Восполнен е "Супермаркета" |
(Supermarket Replenishment); |
|
|||||
Лим т рованные очереди FIFO |
(Capped FIFO Lanes) |
|
|||||
Метод "Барабан-Буфер-Веревка" |
(Drum Buffer Rope) |
|
|||||
Лим т незавершенного производства (WIP Cap) |
|
||||||
Метод выч сляемых пр оритетов |
(Priority Sequenced Lanes) |
|
|||||
|
|
|
3. Восполнение "супермаркета" |
|
|||
Трад ц онные с стемы управления производством требуют значительных |
|||||||
денежных ресурсов для того, что ы поддерживать необходимые запасы материалов. |
|||||||
Когда японск й автомо |
льная компания "Тойота" |
перестраивалась после второй |
|||||
мировой войны, ей остро не хватало о оротных средств, и предприятие не могло |
|||||||
позволить |
себе |
спользовать |
"традиционную |
логистическую |
концепцию". |
||
Руководство компании решило узнать, что происходит в мире, и задалось вопросом: |
|||||||
"Какая отрасль лучше всего использует свои запасы?" Ответ был следующий: |
|||||||
супермаркеты! |
|
|
|
|
|
|
|
В настоящее время типичный супермаркет оборачивает свои запасы более 50 |
|||||||
раз в |
год. |
Обычная |
производственная компания, которая |
использует |
|||
"Выталкивающую" логистическую систему управления, оборачивает свои запасы от одного до десяти раз в год. Используя "Вытягивающую" логистическую систему другие принципы "Бережливого производства" [3] Тойота достигла немыслимого для производственного предприятия показателя в 50-70 оборотов производственных запасов в год!
Принципиальная схема метода восполнения "супермаркета" приведена на рисунке 3.
Рис.3. Схема метода восполнения "Супермаркета".
7
Она действует следующим образом: Процесс-потребитель забирает исходные материалы из ячеек супермаркета тогда, когда ему это нужно.
Для каждой изготавливаемого изделия (заказа) рассчитывается "точка восполнения" исходных материалов.
Как только суммарное количество материалов в ячейках супермаркета и исполняемых заказах становится ниже "точки восполнения", процессу-поставщику посылается новый заказ на их поставку. В качестве такого заказа может выступать пустой контейнер, карточка "Канбан", световой сигнал, пустая ячейка
СибАДИ" упермаркета" т.п. (Оформлять заказ на бумаге не обязательно, - подойдет даже простой вариант: "если видишь пустое место, то заполни его").
Для каждого восполняемого материала рассчитывается объем соответствующей парт . Количество изделий во всех новых заказах равно объему восполняемых матер алов.
Процесс-поставщ к сполняет заказ на восполнение материалов.
Заказанные матер алы физически помещаются в соответствующие ячейки " упермаркета".
Замет м, что в данном случае формальное производственное расписание работ имеется только у процесса-потре ителя. План работ для процесса-поставщика формируется автомат чески в реальном масштабе времени самой "Вытягивающей" логистической с стемой. Это очень важный аспект "Вытягивающей" системы управления про зводством: "Не важно, сколько процессов управляется вытягивающей с стемой, главное, что в ней будет только одна точка планирования!"
Итак, единственная точка планирования выпуска готовой продукции – это один производственный участок, для которого в "вытягивающей" логистической системе происходит расчет основного расписания, определяющего работу всего производства в целом. Работа других участков, включенных в технологическую цепочку, автоматически планируются самой "вытягивающей" системой.
4. Лимитированные очереди FIFO
Когда нет необходимости предоставлять участку-потребителю возможность выбора, лучше использовать не "Супермаркет", а очередь FIFO (от английского First- In-First-Out – "первым пришел, первым вышел", т.е. очередность в порядке поступления).
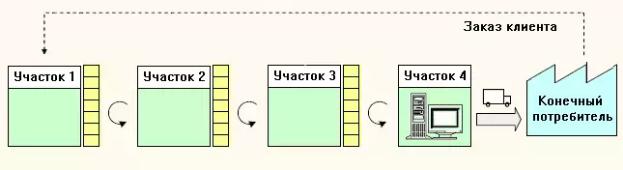
Рис.4. Структура метода лимитированных очередей FIFO.
На рисунке 4 показана "вытягивающая" логистическая система, которая связывает систему восполнения "Супермаркета" с лимитированными очередями FIFO. Единственная точка расчета производственного расписания находится на участке 2, потому что он следует непосредственно за последним "Супермаркетом системы". Между участками 2 и 3 находится лимитированная очередь FIFO.
8
Лучший способ представить лимитированную очередь FIFO - это представить себе, как перемещаются по трубе теннисные мячики.
Диаметр трубы чуть больше, чем диаметр мячиков. Мячики могут свободно перемещаться по трубе, но никоим образом нельзя поменять их местами внутри трубы. По сути, здесь нет "полосы для обгона". К тому же, длина трубы ограничена и одновременно в нее помещается только 3 мячика (это и есть лимит очереди FIFO). Такая система демонстрирует, какой процесс в данный момент времени является
самым медленным. |
|
СибАДИ |
|
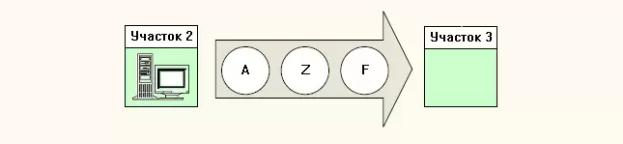
Рис.5.Последовательность |
исполняемых заказов в методе лимитированных |
очередей FIFO.
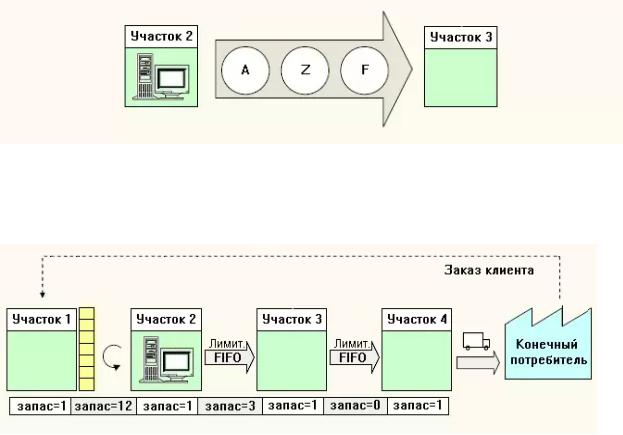
Рис.6. Пример распределения операционных запасов в методе лимитированных очередей FIFO.
На рисунке 6 показано текущее состояние запасов на каждом участке (в примере предполагается, что каждый участок выполняет только одно текущее задание). Какое производственное звено в данный момент функционирует медленнее остальных? Сейчас это участок 3. Это так называемое текущее ограничение (Current Constraint) именуемое ресурсом, ограничивающим производительность все системы (РОП). Его легко обнаружить, определив процесс, у которого отношение величины запасов в предшествующей очереди FIFO к величине запасов в последующей очереди FIFO достигает максимального значения. Проще говоря, самый медленный участок образует перед собой наибольший объем незавершенного производства. Д. Хэллетт [4] называет такую логистическую схему управлением "по завалам" (Management by Piles).
Преимущество "вытягивающей" логистической системы типа лимитированных очередей FIFO перед "Супермаркетами" заключается в следующем:
в этой системе содержится меньше запасов;уменьшаются риски срыва сроков исполнения клиентского заказа;
9
упрощается управление;
имеется возможность находить процесс, лимитирующий общую производительность системы, - текущее ограничение РОП.
Лимитированные очереди FIFO можно использовать в массовых и крупносерийных производствах, где объем выпуска достаточно высок и технологический процесс постоянен для всего семейства выпускаемых продуктов.
5. Метод "барабан-буфер-веревка" (DBR)
СибАДИМетод "Барабан-Буфер-Веревка" (DBR–Drum-Buffer-Rope) – один из оригинальных вар антов "выталкивающей" логистической системы, разработанной в
ТОС (Theory of Constraints) [5],[6],[7]. Она очень похожа на систему лимитированных очередей FIFO, за сключением того, что в ней не ограничиваются запасы в отдельных очередях FIFO.
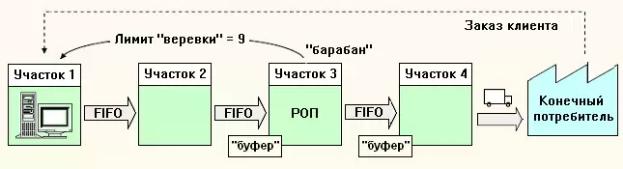
Рис.7. Структура метода "Бара ан-Буфер-Веревка" (DBR).
Вместо этого устанавливается о щий лимит на запасы, находящиеся между
единственной точкой составления производственного расписания ресурсом,
ограничивающим производительность всей системы, РОП (в примере, приведенном на рисунке 7, РОП-ом является участок 3). Каждый раз, когда РОП завершает выполнение одной единица работы, точка планирования может запускать в производство еще одну единицу работы. Это в данной логистической схеме называется "веревкой" (Rope). "Веревка" - это механизм управления ограничением против перегрузки РОП. По существу, это график отпуска материалов, который предотвращает поступление работы в систему в темпе более высоком, чем она может быть обработана в РОП. Концепция веревки используется для предотвращения появления незавершенного производства в большинстве точек системы (кроме защищенных плановыми буферами критических точек).
Поскольку РОП диктует ритм работы всей производственной системы, то график его работы именуется "Барабаном" (Drum). В методе DBR особое внимание уделяется именно ресурсу, ограничивающему производительность, поскольку именно он определяет максимально возможный выход всей производственной системы в целом, так как система не может производить больше, чем ее самый маломощный ресурс. Лимит запасов и временной ресурс оборудования (время его эффективного использования) распределяется так, чтобы РОП всегда мог вовремя начать новую работу. Этот в рассматриваемом методе именуется "Буфером" (Buffer). "Буфер" и "верёвка" создают условия, предотвращающие недогрузку или перегрузку РОП.
10