Материал: Улучшение условий труда на участке заточки режущего инструмента
При неуравновешенности заточных кругов, работающих при больших окружных скоростях возникает вибрация, ускоряющая износ шпинделя и подшипников станка, возникает опасность разрыва круга, ухудшается качество обработки, повышается расход круга, увеличивается вредное воздействие на работника и т. д. В связи с этим все круги диаметром более 125 мм и высотой более 8 мм должны балансироваться перед установкой на станок. Вследствие относительно небольшой высоты круги подвергаются только статической балансировке.
Чаще круги балансируют на простейших приспособлениях, отличающихся друг
от друга главным образом характером опор для установки оправки с надетым кругом
(рисунок 8.5).
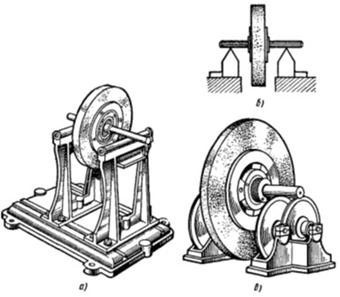
а) с двумя параллельными валиками, б) с опорными ножами, в) с двумя парами вращающихся дисков.
Рисунок 8.5 -
Станки для статической балансировки шлифовальных кругов
Для выявления статической неуравновешенности круг вместе с фланцами монтируют на балансировочной оправе и устанавливают на опорах приспособления так, чтобы он мог свободно поворачиваться относительно оси вращения. Если круг статически не уравновешен, он установится тяжелой частью вниз.
Согласно ГОСТ 3060-86 «Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения» [7] измерение неуравновешенных масс следует выполнять методом сравнения с массой грузов.
Шлифовальный круг устанавливают на направляющие станка для статической балансировки с помощью балансировочной оправки и легким толчком придают кругу медленное вращение. После остановки круга с оправкой отмечают верхнюю точку его периферии и прикрепляют к ней зажим. Затем поворачивают круг с зажимом вручную на 90° и посредством зажима крепят грузы к его наружной поверхности. Путем подбора грузов приводят круг к состоянию, при котором он после ряда легких толчков устанавливается в разных положениях. Масса грузов и зажима определит неуравновешенную массу круга.
При контроле неуравновешенности после поворота круга на 90° устанавливают грузы с массой (с учетом зажимов), равной допустимой неуравновешенной массе по таблицам из ГОСТ 3060-86.
Если под действием этого груза круг остается в покое или будет вращаться, опуская груз вниз, то круг удовлетворяет требованиям данного класса неуравновешенности, если груз будет подниматься, то круг не отвечает требованиям данного класса неуравновешенности.
Неуравновешенность обычно устраняется добавлением противовеса со стороны «легкого» места. Это достигается перемещением специальных балансировочных грузиков («сухариков»), размещаемых во фланцах или в специальных приспособлениях и устройствах [7].
Балансировка абразивного круга позволяет снизить уровень общей вибрации до минимальных значений.
Виброзащитные рукавицы должны выбираться в соответствии с ГОСТ 12.4.002-97 «ССБТ. Средства защиты рук от вибрации». Основной конструктивной частью является упругодемпфирующая прокладка, размещенная между подкладкой и основанием в виде секций и закрепленная строчкой. Ее толщина может быть 5 или 8 мм и выбирается в зависимости от вида работ и силы нажатия руки на инструмент. В случае заточки режущего инструмента вибрация не превышает допустимых значений, поэтому предлагается прокладка толщиной 5 мм. Она так же защищает руки рабочего от травмирования острыми кромками и заусенцами.
8.3 Освещение
На участке заточки применяется боковое естественное освещение.
Из-за недостатка освещенности на данном участке используют искуственное освещение, создаваемое люминесцентными лампами белого света.
Основным способом защиты от недостаточного освещения является соблюдение норм освещенности, установленных по СНиП 23-05-95 «Естественное и искусственное освещение» [11].
Минимальное допустимое значение КЕО определяется разрядом работы: чем выше разряд, тем больше минимально допустимое значение КЕО. Для работы III разряда (высокой точности) при боковом естественном освещении минимальный КЕО - 1,2%.
Размер объекта различения определяет характеристику работы и ее разряд. Размер объекта менее 0,15 мм соответствует работе наивысшей точности (I разряд), при размере 0,15-0,3 мм - работе очень высокой точности (II разряд); от 0,3 до 0,5 мм - работе высокой точности (III разряд); при размере более 5 мм - грубой работе [11]. При заточке режущего инструмента заточник должен доводить кромку инструмента до определенного радиуса, обычно 0,5 мм. А радиус стружколомающего порожка - около 0,3 мм [2].
Не менее важным показателем системы освещения является контраст объекта с фоном. Контрастом К называется разница между яркостями объекта Lо и фона Lф, отнесенная к яркости фона. Он определяется по формуле К = (Lо - Lф)/ Lф, где яркость Lф - это отношение величины отраженного от поверхности светового потока Фотр к величине этой поверхности.
Нормы освещенности при искусственном освещении устанавливают величину
минимально допустимой освещенности Еmin. Для производственных помещений она
зависит от разряда работы и контраста объекта с фоном. Разряды работы делят на
четыре подразряда в зависимости от характеристики фона и контраста между объектами
различения и фоном. Например, для работы III разряда (высокой точности) устанавливаются значения
минимальной освещенности, приведенные в таблице 8.2.
Таблица 8.2 - Нормы освещенности по СНиП 23-05-95
|
Характеристика зрительной работы |
Наименьший размер объекта различения, мм |
Разряд зрительной работы |
Подразряд зрительной работы |
Контраст объекта с фоном |
Характеристика фона |
Освещение Emin, лк |
||
|
|
|
|
|
|
|
При комбинированной системе освещения |
При системе общего освещения |
|
|
|
|
|
|
|
|
всего |
в том числе общего |
|
|
Высокой точности |
От 0,3 до 0,5 |
III |
а |
малый |
темный |
2000 |
200 |
500 |
|
|
|
|
б |
малый средний |
средний темный |
1000 750 |
200 200 |
300 200 |
|
|
|
|
в |
малый средний большой |
светлый средний темный |
750 600 |
200 200 |
300 200 |
|
|
|
|
г |
средний большой |
светлый средний |
400 |
200 |
200 |
Разряд зрительных работ для заточника принимается как IIIв, т.к. фон (абразивный круг) и контраст (между кругом и затачиваемым инструментом) средние, а наименьший объект различения - стружколомающий порожек диаметром 0,3 мм. Значит Нормируемое искусственное освещение - 300 лк.
Газозарядные лампы получили наибольшее распространение на производстве, в организациях и учреждениях, прежде всего, из-за значительно большей светоотдачи (40-110 лм/Вт) и срока службы (8000-12000 ч). Подбирая сочетание инертных газов, паров металла, заполняющих колбы ламп, и люминофора, можно получить свет практически любого спектрального диапазона: красный, зеленый, желтый и т.д. Для освещения в помещениях наибольшее распространение получили люминесцентные лампы дневного света, колба которого заполнена парами ртути. Свет, излучаемый такими лампами, близок по своему спектру к солнечному свету.
Газозарядные лампы наряду с преимуществом перед лампами накаливания обладают и существенными недостатками. Прежде всего, пульсация светового потока, которая искажает зрительное восприятие и отрицательно воздействует на зрение. Пульсации освещенности обусловлены малой инерционностью излучения газоразрядных ламп, световой поток которых пульсирует при переменном токе промышленной частоты. Эти пульсации неразличимы при фиксировании глазом неподвижной поверхности, но легко обнаруживаются при рассматривании движущихся предметов. Это явление носит название стробоскопического эффекта. Практическая опасность стробоскопического эффекта состоит в том, что вращающиеся части механизмов могут показаться неподвижными, вращающимися с более медленной скоростью, чем в действительности, или в противоположном направлении. Это может стать причиной травматизма. Пульсации освещенности вредны и при работе с неподвижными поверхностями, вызывая утомление зрения и головную боль. В соответствии с ПОТ Р М-006-97 должны быть приняты меры для исключения стробоскопического эффекта. Ограничение пульсаций до безвредных значений достигается равномерным чередованием питания ламп от различных фаз трехфазной сети, специальными схемами подключения. К недостаткам газозарядных ламп относятся также следующие их особенности: длительность разгорания, зависимость работоспособности от температуры окружающей среды, создание радиопомех.
Для лучшего использования светового потока ламп и ограничения
ослепленности искусственные источники света устанавливают в осветительной
арматуре. Применение ламп без арматуры не допускается. Для регулирования
светового потока в осветительной арматуре используется рассеяние светового
потока (лампа устанавливается в прозрачном материале, рассеивающем и создающем
диффузный (рассеянный) световой поток; диффузоры поглощают некоторое количество
излучаемой световой энергии, что снижает общий коэффициент полезного действия,
однако при этом исключается ослепляющее воздействие источника света) (рисунок
8.6) [12];
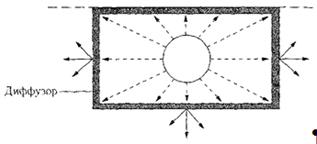
Рисунок 8.6 - Рассеяние светового потока
На участке заточки режущего инструмента размещены 8 светильников типа
ЛСП24-2х40-101 с люминесцентными лампами (рисунок 8.7).
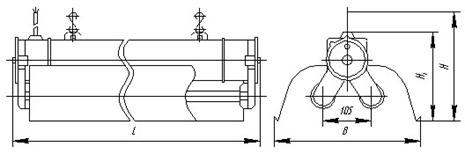
Рисунок 8.7 - Светильник ЛСП24-2х40-101
Габариты светильника указаны в таблице 8.3.
Таблица 8.3 - Габариты светильника ЛСП24-2х40-101
|
Размеры, мм |
Масса, кг |
|||
|
L |
B |
H |
H1 |
|
|
1300 |
257 |
580 |
185 |
5,6 |
В каждом светильнике по две лампы ЛБ40 мощностью 40 Вт (рисунок 8.8)
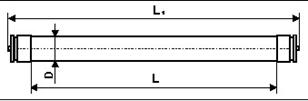
Рисунок 8.8 - Лампа ЛБ 40
Характеристики ламп ЛБ40 приведены в таблице 8.3.
Таблица 8.3 - Технические характеристики ламп люминесцентных ЛБ40
|
Наименование |
Мощность, Вт |
Напряжение, В |
Габаритные размеры |
Световой поток, лм |
Срок службы, час |
|||
|
|
|
|
|
D |
L1 |
L |
|
|
|
ЛБ40 |
40 |
0,43 |
103 |
38 |
1213 |
1199 |
3120 |
12000 |
Схема расположения светильников на участке заточки режущего инструмента изображена на рисунке 8.9.
В данном дипломном проекте предлагается установить вместо люминесцентных ламп светодиодные. Их выбор осуществляется из расчета требуемой освещенности от одной лампы, представленного в разделе 8.3.1.
Для освещения зоны обработки станки оснащены светильниками местного освещения с непросвечивающими отражателями по ГОСТ 15597-82 «Светильники для производственных зданий. Общие технические условия»
Конструкция кронштейна для светильника местного освещения обеспечивает фиксацию светильника во всех требуемых положениях без дополнительных операций по его закреплению. Подводка электропроводов к светильнику осуществляется внутри кронштейна. Открытая проводка не допускается. Конструкция узлов и шарниров кронштейна должна исключать перекручивание и перетирание проводов и попадание на них стружки и применяемых при обработке жидкостей (эмульсии, масла и др.).
Кроме искусственного рабочего на участке заточки имеются следующие виды освещения:
Аварийное освещение - для продолжения работы при аварийном отключении рабочего освещения. Для аварийного освещения используются лампы накаливания, для которых применяется автономное питание электроэнергией. Светильники функционируют все время или автоматически включаются при аварийном отключении рабочего освещения. Подключение других токоприемников к сети аварийного освещения запрещается.
Эвакуационное освещение - для эвакуации людей из помещения при аварийном
отключении рабочего освещения. Эвакуационное освещение должно обеспечивать
освещенность пола основных проходов и лестниц не менее 0,5 лк [11].
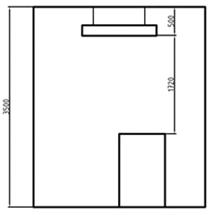
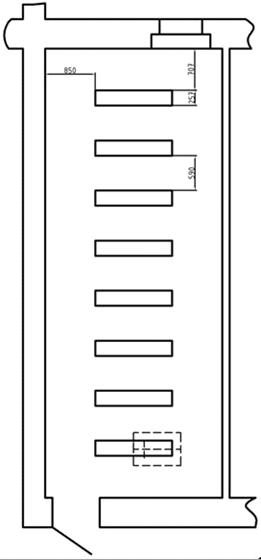
Рисунок 8.9 - Схема расположения светильников на участке заточки режущего
инструмента
Не реже одного раза в три месяца, светильники общего освещения очищаются от пыли и грязи. Работа производится электротехническим персоналом при отключенном напряжении. Перегоревшие лампы, разбитая или поврежденная арматура немедленно заменяются.
Обслуживание осветительных установок, проведение в них оперативных переключений, организация и выполнение ремонтных, монтажных или наладочных работ должны производиться специально подготовленным персоналом с квалификационной группой по электробезопасности не ниже третьей. Для удобства и безопасности работ на высоте должны использоваться специальные приспособления (лестницы-стремянки, передвижные подъемники и др.), отвечающие требованиям безопасности.
Проверка освещенности на рабочих поверхностях, вспомогательных площадях и
в проходах должна производиться регулярно, но не реже одного раз в год [5].
8.3.1 Расчет искусственного освещения
Расчет производится методом светового потока (коэффициента
использования). Необходимый световой поток Фл от одного светильника
рассчитывается по формуле:
![]() (1)
(1)
где Ен - нормированная минимально-допустимая освещенность (лк);
S - площадь освещаемого помещения (м2);
z - коэффициент неравномерности освещения, который зависит от типа ламп (для люминесцентных - 1,1);
k - коэффициент запаса, учитывающий запыление светильников и снижение светоотдачи в процессе эксплуатации (1,3 - 1,8);
Nc - число светильников в помещении;
g - коэффициент затенения при наличии крупногабаритного оборудования, затеняющего рабочее пространство;
h - коэффициент использования светового потока ламп, зависящий от типа светильника, коэффициентов отражения потолка, стен и пола, высоты подвеса светильников, размеров помещения.
Ен = 300 лк;
S = A × B, где А и В - длина и ширина помещения, м,
S = 7,6 × 3 = 22,8 м2;
z = 1,1;
k = 1,8 (с учетом запыленности от 1 до 5 мг/м3);
Nc = 8;
g = 1;
Для определения коэффициента использования ламп необходимо найти индекс
помещения по формуле:
![]()
где Нс - высота подвеса светильников над рабочей поверхностью.
Подставляем в формулу (2) известные значения:
![]()
По СНиП 23-05-95 определяем h:
Светильник группы 1; коэффициент отражения потолка 0,7; стен - 0,5; пола - 0,3; индекс помещения 1,25;
h = 0,52.