Материал: Улучшение условий труда на участке заточки режущего инструмента
Рисунок 9.7 - Заземляющий болт
Из средств индивидуальной защиты применяются деревянные трапы согласно ПОТ Р М-006-97 «Межотраслевые правила по охране труда при холодной обработке металлов». В зависимости от участка и вида работ рассчитывают их размеры и выбирают материал согласно ГОСТ 8486-86 «Пиломатериалы хвойных пород. Технические условия». На участке заточки используются трапы, изображенные на рисунке 9.8.
Дополнительную опасность представляет накопление статических зарядов на корпусе пылеуловителя, который соединен с корпусом станка посредством металлического воздуховода. Величина тока при разрядке не велика, но разряд вызывает рефлекторное движение руки, что может привести к ее попаданию под вращающийся круг.
Для защиты от статического электричества запрещается эксплуатировать
пылеуловители без заземления.
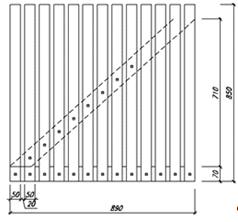
Рисунок 9.8 - Трап деревянный
На всем электрооборудовании имеются знаки «Опасность поражения
электрическим током» в соответствии с ГОСТ Р 12.4.026-2001 (рисунок 9.9)

Рисунок 9.9 - Знак «Опасность поражения электрическим током»
Согласно Правилам технической эксплуатации электроустановок потребителей (ПТЭЭП) эксплуатацию электроустановок должен осуществлять подготовленный электротехнический персонал с I группой по электробезопасности. Заточники в обязательном порядке проходят обучение и вводный инструктаж по электробезопасности в соответствии с ПОТ Р М-016-2001 «Межотраслевые правила по охране труда при эксплуатации электроусановок». В него так же входят приемы освобождения пострадавшего от действия электрического тока, оказания первой помощи пострадавшим. По окончании обучения проводится проверка знаний, по результатам которой выдаются удостоверения по электробезопасности. Повторную проверку знаний проходят не реже одного раза в год. Один раз в месяц проводится повторный инструктаж.
Планово-предупредительный ремонт оборудования производится специальным
ремонтным персоналом с группой по электробезопасности не ниже III, который так же проходит проверки
знаний и инструктажи.
. Пожарная безопасность
В соответствии с НПБ 105-03 «Определение категорий помещений, зданий и
наружных установок по взрывопожарной и пожарной опасности» помещение участка относится
к категории Г по взрывопожарной опасности. В нем размещаются станки с
горюче-смазочными материалами в редукторах, при работе нагреваются абразивные
круги и затачиваемые инструменты, возможно появление искр. Согласно правилам
противопожарного режима в РФ (ППР) на двери помещения имеется табличка с
обозначением категории помещения и класса по электробезопасности. Она
изображена на рисунке 10.1.

Рисунок 10.1 - Табличка с обозначением категории помещения и класса по
электробезопасности
В РФЯЦ-ВНИИЭФ действует система трехступенчатого контроля для поддержания требуемого уровня пожарной безопасности [16].
Первую ступень проводят ежедневно на рабочих местах перед началом работ. Осуществляет контроль мастер заточного участка, имеющий в подчинении работников-заточников. На первой ступени контроля пожарной безопасности проверяют:
выполнение мероприятий по устранению нарушений, выявленных предыдущей проверкой;
состояние и правильность размещения противопожарного оборудования;
состояние проходов;
соблюдение работниками правил пожарной безопасности при работе на станках;
исправность приточной и вытяжной вентиляции, местных отсосов, пылеулавливающих устройств;
соблюдение правил безопасности при работе с СОЖ;
наличие и соблюдение работниками инструкций по пожарной безопасности;
наличие предупреждающих надписей и знаков безопасности;
ведение журналов по закрытию помещений после окончания работы.
Результаты проверки на первой ступени заносят в журнал замечаний и предложений по охране труда.
Вторую ступень контроля осуществляет комиссия, возглавляемая начальником цеха, не реже раза в месяц. На ней проверяют результаты работы первой ступени контроля, состояние путей эвакуации, уголков пожарной безопасности, проведение инструктажей и выполнение приказов органов Госпожнадзора и руководителей РФЯЦ-ВНИИЭФ по вопросам пожарной безопасности.
Третью ступень проводит не реже раза в квартал пожарно-техническая комиссия КБ-2 совместно с представителями пожарной части. Проверяет результаты работ первой и второй ступени контроля, техническое состояние и содержание всего здания в соответствии с требованиями нормативной документации по пожарной безопасности. По результатам составляется акт с планом мероприятий по устранению выявленных нарушений.
Согласно ОНТП 10-99 «Определение категорий помещений и зданий предприятий по взрывопожарной и пожарной опасности. Противопожарные требования» в помещениях категории Г средствами извещения о пожаре могут служить ручные (кнопочные) пожарные извещатели, поэтому установка автоматической пожарной сигнализации и установок пожаротушения необязательна. Так же в соответствии с ППР расстояние от возможного очага возгорания до огнетушителя должно быть не больше 40 м. Нормы оснащения порошковыми и углекислотными огнетушителями приведены в таблице 10.1.
Так же в выборе огнетушителей следует руководствоваться НПБ 166-97 «Пожарная техника. Огнетушители. Требования к эксплуатации» [21]. Эффективность использования определенных огнетушителей приведена в таблице.
Для тушения электроустановок запрещается использовать воздушно-пенные и
водные огнетушители.
Таблица 10.1 - Нормы оснащения помещений ручными порошковыми и углекислотными огнетушителями
|
Категория помещения |
Предельная защищаемая площадь, м² |
Класс пожара |
Порошковые огнетушители, л / кг |
Углекислотные огнетушители, л / кг |
||||
|
|
|
|
2/2 |
5/4 |
10/8 |
2/2 |
3(5) |
5(8) |
|
А, Б, В (горючие газы и жидкости) |
200 |
А |
- |
2 + |
1 ++ |
- |
- |
- |
|
|
|
В |
- |
2 + |
1 ++ |
- |
- |
- |
|
|
|
С |
- |
2 + |
1 ++ |
- |
- |
- |
|
|
|
D |
- |
2 + |
1 ++ |
- |
- |
- |
|
|
|
(Е) |
- |
2 + |
1 ++ |
- |
2 ++ |
2 ++ |
|
В |
400 |
А |
4 + |
2 ++ |
1 + |
- |
2 + |
2 + |
|
|
|
D |
- |
2 + |
1 ++ |
- |
- |
- |
|
|
|
(Е) |
2 ++ |
- |
1 + |
4 + |
2 ++ |
2 ++ |
|
Г |
800 |
В |
- |
2 ++ |
1 + |
- |
- |
- |
|
|
|
С |
4 + |
2 ++ |
1 + |
- |
- |
- |
|
Г, Д |
1800 |
А |
4 + |
2 ++ |
1 + |
- |
- |
- |
|
|
|
D |
- |
2 + |
1++ |
- |
- |
- |
|
|
|
(Е) |
2 + |
2 ++ |
1 + |
4 + |
2 ++ |
2 ++ |
|
Общественные здания |
800 |
А |
8 + |
4 ++ |
2 + |
- |
4 + |
4 + |
|
|
|
(Е) |
- |
4 ++ |
2 + |
4 + |
2 ++ |
2 ++ |
Примечания к таблице 10.1:
. Для порошковых огнетушителей и углекислотных огнетушителей приведена двойная маркировка: старая маркировка по вместимости корпуса, л/ новая маркировка по массе огнетушащего состава, кг. При оснащении помещений порошковыми и углекислотными огнетушителями допускается использовать огнетушители как со старой, так и с новой маркировкой.
. Знаком "++" обозначены рекомендуемые к оснащению объектов
огнетушители, знаком "+" - огнетушители, применение которых допускается
при отсутствии рекомендуемых и при соответствующем обосновании, знаком
"-" - огнетушители, которые не допускаются для оснащения данных
объектов
Таблица 10.2 - Эффективность применения огнетушителей в зависимости от класса пожара и заряженного ОТВ
|
|
О Г Н Е Т У Ш И Т Е Л И |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Класс пожара |
Водные |
Воздушно-пенные |
Порошковые |
Углекислотные |
Хладоновые |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Р |
М |
Н |
С |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
A |
+++ |
++ |
++ |
+ |
++ 2) <#"865792.files/image075.jpg"> Рисунок 10.2 - Знак «Огнетушитель»
Рисунок 10.3 - Знак «Звуковой оповещатель пожарной
тревоги»
Рисунок 10.4 - Знак «Кнопка включения установок
пожарной автоматики»
Так как тушить электроустановки и ГСМ водой запрещается, необходимо на
видном месте вывесить знак «Запрещается тушить водой» (рис.10.5).
Рисунок 10.5 - Знак «Запрещается тушить водой»
Помещение находится на цокольном этаже административного здания, поэтому необходимо исключить распространение огня по вертикали. Для этого в потолке участка оборудуются противопожарные перекрытия. Согласно СНиП 2.01.02-85 «Противопожарные нормы» они выполняются без проемов и отверстий. На заточном участке применены перекрытия 2-го типа с пределом огнестойкости REI60, что по ГОСТ 30247.0-94 «Конструкции строительные. Методы испытаний на огнестойкость. Общие требования» соответствует пределу огнестойкости 60 минут по потере несущей способности, целостности и теплоизолирующей способности, независимо от того, какое из трех предельных состояний наступит ранее. В соответствии с ППР вывешена табличка с номером телефона для вызова
пожарной охраны. Она изображена на рисунке 10.6.
Рисунок 10.6 - Табличка с номером телефона для вызова пожарной охраны
Перед началом работы заточники обязательно проходят обучение мерам
пожарной безопасности: противопожарный инструктаж и пожарно-технический минимум
в соответствии с «Нормами по пожарной безопасности «Обучение мерам пожарной
безопасности». Повторный инструктаж проводится не реже одного раза в год. По
окончании обучения работнику выдается удостоверение и делается запись в журнале
учета проведения инструктажей по пожарной безопасности.
. ЭкологияНа участке заточки режущего инструмента образуется семь видов отходов: масло машинное отработанное; отработанные абразивные круги; абразивно-металлическая пыль; ветошь обтирочная замасленная; отработанный и бракованный режущий инструмент (лом стальной); люминесцентные лампы (ртутные). Абразивные круги и абразивно-металлическая пыль вывозятся с места хранения на полигон твердых бытовых отходов (ТБО) один раз в месяц или по мере накопления лимита, указанного в таблице 11.1. Они относятся к третьему классу опасности. ПДК абразивно-металлической пыли в воздухе рабочей зоны [8]. Обтирочная ветошь заменяется по мере замасливания и так же вывозится на полигон. Отработанное масло сливается в специальный закрытый бак емкостью 5 м3 (4,5 т), а затем передается в стороннюю организацию на утилизацию один раз в месяц или по мере накопления лимита. Люминесцентные ртутные лампы так же вывозятся на склад управления
снабжением и сбытом (УСиС) для дальнейшей передачи в стороннюю организацию.
Ртуть относится к I классу
опасности. ПДК в воздухе рабочей зоны 0,01 мг/м3.
Таблица 11.1 - Лимиты накопления отходов в цехе
Начальник цеха и специалисты в обязательном порядке проходят обучение по курсу «Подготовка специалистов в области охраны окружающей среды». . Технико-экономическое обоснование.1 Экономический эффект замены люминесцентных светильников на светодиодныеВ результате расчета было выявлено, что количество светильников можно сократить или заменить их на менее мощные. Рассчитаем сколько средств при этом сэкономит предприятие. Годовой расход на электроэнергию рассчитывается по формуле:
где p - тариф, руб/кВт×ч; Р - мощность светильника; n - количество светильников; h - количество рабочих часов в сутки, w - количество рабочих дней в году. Для начала определим, сколько потратит организация на электроэнергию, не заменяя светильники. Подставив значения в формулу (10) находим расходы за первый год:
Учитывая повышение тарифов каждый год на ~15%, считаем расходы на 4 следующих года:
Всего затраты на электроэнергию за 5 лет составят: N = 6374 + 7335 + 8435 + 9700 + 11154 = 42998 руб. Далее находим годовые расходы после замены светильников:
Всего затраты:
Расходы на обслуживание светильников до замены: Ресурс лампы ЛБ40 равен 12000 часов. Необходимое количество ламп в год:
где b - количество ламп в помещении.
Стоимость одной лампы - 40,5 руб.; Стоимость утилизации одной лампы - 20 руб.; Стоимость работ по замене лампы - 0 руб.; Итого затраты за 5 лет: N = 2,63 × 5 × (40,5 + 20) = 796 руб. Расходы на обслуживание светильников после замены: Ресурс лампы Т8 равен 50000 часов. Необходимое количество ламп в год:
Стоимость одной лампы - 295 руб.; Стоимость светильника под светодиодные лампы - 350 руб.; Стоимость утилизации одной лампы - 0 руб.; Стоимость работ по замене светильника - 2000 руб.; Итого затраты за 5 лет: N = 16×295 + 0,63 × 5 × 295 + ((350+2000) × 8) = 24449 руб. Общие затраты выносим в таблицу 12.1:
Таблица 12.1 - общие затраты
Как видно из таблицы, итоговые расходы за 5 лет равны, значит 5 лет -
срок окупаемости проекта по замене люминесцентных светильников ЛСП 2х40-101 на
светодиодные Т8. Потом предприятие будет экономить каждый год примерно 15
тыс.руб.
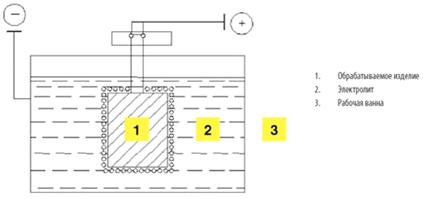
. Перспективы развития абразивной заточки режущего инструментаОсновными недостатками заточки инструмента абразивными кругами являются низкая производительность процесса, невозможность его автоматизации, а так же зависимость качества заточки от квалификации работника. Каждая стадия осуществляется на разных станках с различными материалами и величиной зерен кругов. Кроме того, большое количество вредных и опасных факторов затрудняет обеспечение безопасности персонала, что в свою очередь влечет к возрастанию производственного риска и высоким экономическим затратам на средства защиты. Электролитно-плазменная обработка металла - наиболее современный способ заточки и доводки режущего инструмента [17]. Эти два процесса происходят одновременно, поэтому время и количество установок резко сокращаются. В электролитно-плазменной технологии обрабатываемое изделие является анодом, к нему подводится положительный потенциал от источника питания, а катодом является рабочая ванна (рисунок 13.1). Заточка достигается путем подбора соответствующего рабочего напряжения,
подходящего состава электролита и угла погружения в электролит инструмента.
Одновременно с этим происходит полировка, снятие заусенцев и очистка
поверхности от загрязнений.
Рисунок 13.1 - Схема электролитно-плазменной обработки
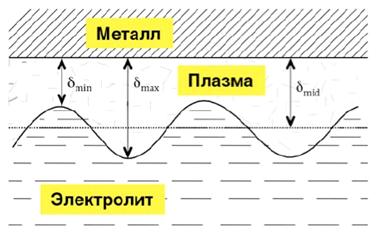
Обработка металлов происходит в водных растворах солей низкой
концентрации (2-6%) в области напряжений 200-350 В и плотностей тока 0,2-0,5
А/см2, длительность полировки 2-5 минут. Вокруг обрабатываемого изделия
образуется тонкая (50-100 мкм) паро-плазменная оболочка (рисунок 13.2), в
которой протекает сложный комплекс физико-химических процессов (пленочное
кипение в электрическом поле, теплоперенос, ионизация паров, движение
электрических зарядов). Газовая оболочка обладает проводимостью, поскольку в
результате электролитических процессов в приэлектродной области, она насыщается
ионами водорода, растворенных солей и металлов. Вблизи микровыступов на
обрабатываемой поверхности изделия напряженность электрического поля возрастает
до 105 В/см и на этих участках поверхности возникают импульсные искровые
разряды, во время которых выделяется значительная энергия, оплавляющая вершины
выступов.
Рисунок 13.2 - Паро-плазменная оболочка
В зависимости от приложенного напряжения при прохождении электрического тока через водный раствор электролита наблюдаются различные режимы электрических процессов вблизи анода. Первый режим обычный электролиз, при котором происходит перенос ионов металла и наблюдается газовыделение в зависимости от состава электролита и материала электродов, и описывается классической электрохимией. С повышением напряжения на электродах до 60-70 В устанавливается переходный или коммутационный режим, когда вокруг активного электрода (анода) периодически, с частотой порядка 100 Гц, образуется паро-плазменная оболочка, приводящая к запиранию тока в течение 10-4 с. При напряжении более 200 В вокруг анода образуется устойчивая паро-плазменная оболочка, характеризующаяся малыми колебаниями тока при U=const. В этой области напряжений (200-350 В) происходит процесс электролитно-плазменной обработки. По всей обрабатываемой поверхности происходят импульсные электрические разряды. Совместное воздействие на поверхность детали химически активной среды и электрических разрядов приводит к возникновению эффекта полирования и очистки поверхности изделий. Преимущества Электролитно-плазменной обработки: Экологичность. Используются экологически безопасные водные растворы солей аммония низкой концентрации (2-6%). Для утилизации отработанных электролитов не требуются специальные очистные сооружения. Безопасность. Низкий риск производственных травм. Экономическая эффективность. Возможна полная автоматизация и одновременная обработка нескольких инструментов, высокая скорость обработки. Технологичность. Низкая материалоемкость, низкий процент брака, отсутствие множества стадий, минимальная достижимая шероховатость поверхности Ra = 0,02 мкм. Малое влияние на материал инструмента. Температура процесса до 90о, отсутствует силовое воздействие. Обработка металла электролитно-плазменным методом позволяет сэкономить
материальные и трудовые ресурсы и повысить производительность труда.
Технологический процесс удовлетворяет санитарным нормам и позволяет решить
существенную социальную проблему по значительному улучшению условий труда
рабочих и обеспечению безопасной работы обслуживающего персонала.
Заключениетехнологический производственный электробезопасность травмирование Целью данного дипломного проекта является улучшение условий труда на участке заточки режущего инструмента. Для достижения указанной цели был поставлен ряд задач. При решении задачи уменьшения шума произведен расчет уровня шума на участке, который показал значительное превышение нормы, предложены меры защиты, такие как шумопоглащающие экраны, акустическая облицовка и применение шумозащитных наушников. При решении задачи недостаточности освещения произведен расчет необходимого количества светильников на участке, приведены рекомендации к замене люминесцентных ламп на светодиодные и показана выгода предприятия при этом. При решении задачи запыленности воздуха рабочей зоны рассчитана концентрация абразивно-металлической пыли в помещении при существующей системе местной вытяжной вентиляции. Расчет показал, что норма не превышена. Был изучен процесс заточки режущего инструмента, выявлены опасные и вредные факторы, рассмотрены и показаны все основные средства зашиты работников, а так же мероприятия по обеспечению безопасности. Таким образом, цель дипломного проекта достигнута - условия труда на
участке заточки режущего инструмента улучшены.
Список литературы1 Карнаух Н.Н. Опыт управления охраной труда и промышленной безопасностью в ООО «Проктер энд Гэмбл - Новомосковск» / Н.Н. Карнаух, А.С. Артамонов, С.Е. Шамишев // Безопасность жизнедеятельности - 2004. - № 10. - С. 12-21. Попов, С.А. Заточка и доводка режущего инструмента / С.А. Попов - Москва: Высшая школа, 1986. Попов, С.А. Заточка режущего инструмента / С.А. Попов, Л.Г. Дибнер, А.С. Каменкович. - Москва: Высшая школа, 1970. ГОСТ 12.3.028 - 82. Система стандартов безопасности труда. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности. - Взамен ГОСТ 12.2.001-74; Введ. 01.01.83 - Москва: Изд-во стандартов, 2001. - 14 с. ПОТ РМ 006 - 97. Межотраслевые правила по охране труда при холодной обработке металлов. - Введ. 01.10.98 - Санкт-Петербург: ЦОТПБСП, 2003. ГОСТ Р 12.4.013 - 97. Система стандартов безопасности труда. Очки защитные. Общие технические условия. - Введ. 01.07.98 - Москва: Изд-во стандартов, 2005. ГОСТ 3060 - 88. Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения. - Взамен ГОСТ 3060 - 75; Введ. 01.01.88 - Москва: Изд-во стандартов, 1986. ГОСТ 12.1.005 - 88. ССБТ. Общие санитарно-гигиенически требования к воздуху рабочей зоны. - Взамен ГОСТ 12.1.005-76; Введ. 01.01.89 - Москва: Стандартинформ, 2006. СН 2.2.4/2.1.8.566 - 96. Производственная вибрация, вибрация в помещениях жилых и общественных зданий. - Введ. 31.10.96. Петровский, Б.В. Популярная медицинская энциклопедия / Б.В. Петровский - Москва: Советская энциклопедия, 1979. СНиП 23 - 05 - 95. Естественное и искусственное освещение. -Взамен СНиП II-4-79; Введ. 01.01.96 - Москва: Изд-во стандартов, 2003. 12 Белов, С.В. Безопасность жизнедеятельности и защита окружающей среды (техносферная безопасность): учебник / С.В. Белов - 2-е изд., испр. и доп. - Москва: Изд-во Юрайт, 2011 - 680 с. Трунова И.Г., Елькин А.Б., Смирнова В.М. Выбор и расчет средств защиты от шума и вибрации: учеб. пособие по выполнению дипломных, курсовых и практических работ для студентов / И.Г. Трунова, А.Б. Елькин, В.М. Смирнова; НГТУ им. Р.Е. Алексеева. - Нижний Новгород, 2012. - 116 с. Девисилов В.А. Охрана труда: учебник / В.А. Девисилов. - 5-е изд., перераб. и доп. - М.: ФОРУМ, 2012. - 512 с. Защитное отключение. Устройство защитного отключения: портал [Электронный ресурс]. - Режим доступа: http://www.builderclub.com/statia/zashchitnoye-otklyucheniye-ustroystvo-zashchitnogo-otklyucheniya. Дата обращения: 15.04.2015. Промышленная безопасность и экология: сборник материалов IX сессии школы-семинара. - Саров: ФГУП РФЯЦ-ВНИИЭФ, 2010. - 133 с. Электролитно-плазменная финишная полировка металла и полупроводников: портал [Электронный ресурс]. - Режим доступа: http://plasmacraft.ru. Дата обращения: 09.05.2015. Квашнин И.М. Промышленные выбросы в атмосферу. Инженерные расчеты и инвентаризация / И.М. Квашнин. - Научное издание. - М.: АВОК-ПРЕСС, 2005. - 389 с. ООО «Эко-Технология+»: Оседание пылей [Электронный ресурс]. - Режим доступа: http://www.ecobest.ru/snip/folder-16/list-5.html. Дата обращения: 09.05.2015. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||