Материал: Улучшение условий труда на участке заточки режущего инструмента
Улучшение условий труда на участке заточки режущего инструмента
Содержание
Введение
. Краткие сведения о производственной деятельности РФЯЦ-ВНИИЭФ
. Основные сведения о технологическом процессе заточки режущего инструмента
. Описание технологического процесса
. Основное производственное оборудование на участке заточки
. Анализ вредных и опасных производственных факторов
. Результаты аттестации рабочих мест по условиям труда
. Средства защиты от механического травмирования
.1 Осмотр и испытания шлифовальных кругов
.2 Защитные устройства
.3 Средства индивидуальной защиты от механического травмирования
. Производственная санитария
.1 Микроклимат
.3 Вибрация
.3 Освещение
.3.1 Расчет искусственного освещения
.4 Производственный шум
.4.1 Расчет шума
.5 Вентиляция
.5.1 Расчет концентрации пыли на участке заточки режущего инструмента
. Электробезопасность
. Пожарная безопасность
. Экология
. Технико-экономическое обоснование
.1. Экономический эффект замены люминесцентных светильников на светодиодные
. Перспективы развития абразивной заточки режущего инструмента
Заключение
Список литературы
Введение
В настоящее время проблема безопасности на производстве является одной из
самых актуальных, несмотря на то, что с каждым годом применяется все более
технологичное оборудование и совершенные средства защиты. Главная причина
производственного травматизма в подавляющем большинстве случаев - человеческий
фактор [1]. Но так же, на мой взгляд, нельзя не учитывать недостаточное
внимание к охране труда на малых предприятиях и низкий контроль за соблюдением
техники безопасности во вспомогательных процессах больших производств. К таким
процессам относится заточка режущего инструмента. В опытном цехе 1805
конструкторского бюро (КБ-2) РФЯЦ-ВНИИЭФ значительное количество работ,
связанных с резанием, сверлением и фрезерованием. Для данных технологических
процессов необходим всегда остро и качественно заточенный инструмент, а поэтому
процесс заточки является не менее важным. Операции заточки и доводки
существенно влияют на качество режущего инструмента и, соответственно, на
качество и производительность обработки деталей на станках [2]. В научной
литературе существует множество книг по этой теме, но вопрос безопасности и
охраны труда в них не поднимается или раскрыт недостаточно. В данном дипломном
проекте отражены основные вредные и опасные производственные факторы при
заточке режущего инструмента, а так же способы минимизации их влияния на
работников и расчет их эффективности. Цель работы - улучшить условия труда и
повысить безопасность на участке заточки режущего инструмента. Задачи:
разработать меры защиты от таких вредных факторов, как шум, абразивная пыль,
вибрация, а так же опасных факторов - поражение электрическим током,
пожароопасность, разрыв абразивного круга и т.д. Источниками для диплома
являются различные нормативные документы (ГОСТы, СНиПы, СанПиНы и др.), учебная
и научная литература, статьи из журналов и интернета. Основным документом,
которым необходимо руководствоваться при разработке мер защиты данного
процесса, является ПОТ Р М-006-97 «Межотраслевые правила по охране труда при холодной
обработке металлов»[5].
. Краткие сведения о производственной деятельности РФЯЦ-ВНИИЭФ
Федеральное государственное унитарное предприятие «Российский Федеральный ядерный центр - Всероссийский научно-исследовательский институт экспериментальной физики» (ФГУП РФЯЦ-ВНИИЭФ) входит в состав Государственной корпорации по атомной энергии «Росатом» и является градообразующим предприятием.
Основанный в 1946 году институт внес определяющий вклад в создание ядерного и термоядерного оружия в СССР, ликвидацию атомной монополии США. Деятельность института обеспечила достижение мирового ядерного равновесия в годы "холодной войны", удержала человечество от глобальных военных конфликтов.
В настоящее время данное предприятие является крупнейшим научно-техническим центром России, который успешно решает оборонные, научные и народнохозяйственные задачи. Основной задачей было и остается обеспечение надежности и безопасности ядерного оружия.
РФЯЦ-ВНИИЭФ обладает мощной расчетной, экспериментальной, испытательной, технологической и производственной базой, что позволяет оперативно и качественно решать возлагаемые на него задачи. Расчетно-экспериментальная база включает в себя уникальные исследовательские установки, диагностические комплексы, системы сбора, обработки и передачи информации. В институте интенсивно ведутся работы по повышению технических характеристик ядерного оружия, его эффективности, безопасности и надежности.
В состав ядерного центра входят несколько институтов: теоретической и математической физики, экспериментальной газодинамики и физики взрыва, ядерной радиационной физики, лазерно-физических исследований, научно-технический центр высоких плотностей энергии, а также конструкторские бюро и тематические центры, объединенные общим научным и административным руководством.
В современных условиях, когда действует Договор о всеобъемлющем запрещении ядерных испытаний, основные направления исследований по решению ядерно-оружейных задач сосредоточены в расчетно-теоретических, конструкторских и экспериментальных подразделениях института.
Предприятие ведет работы по целому ряду наукоемких направлений в интересах народного хозяйства страны. Это работы в областях: нефте- и газодобывающей промышленности, безопасности атомной энергетики, создания систем безопасности для особо опасных производств, применения взрывных технологий, интенсификации добычи и переработки полезных ископаемых, защиты природы, ресурсосбережения, медицинской техники, огранки бриллиантов и др.
Высокий научно-технический потенциал позволяет РФЯЦ-ВНИИЭФ расширять сферу исследований и разработок и быстро осваивать новые области высоких технологий, получать научные результаты мирового уровня, проводить уникальные фундаментальные и прикладные исследования.
Институт успешно работает по следующим направлениям:
- научно-техническое сопровождение ядерного арсенала России, повышение эффективности, безопасности и надежности ядерных боеприпасов;
- исследования физических процессов, протекающих при ядерном и термоядерном взрывах;
- определение радиационной стойкости техники специального назначения;
- комплексное математическое моделирование физических процессов с использованием современных высокопроизводительных вычислительных систем;
- конструкторское проектирование сложных технологических систем;
- гидродинамика быстрых процессов, физика и техника взрыва, управление взрывными процессами;
- изучение термодинамических, кинетических и прочностных свойств вещества при динамическом воздействии, высоких и сверхвысоких давлениях;
- создание специальных средств автоматики;
- ядерно-физические исследования и радиационная физика;
- создание ядерных исследовательских реакторов, ускорительной техники и иных многоцелевых аппаратурных комплексов, проведение на них специальных исследований;
- физика высоких плотностей энергии и высокотемпературной плазмы;
- сверхсильные магнитные поля;
- инерциальный термоядерный синтез и изучение возможности достижения управляемого термоядерного синтеза;
- физика лазеров и взаимодействия лазерного излучения с веществом;
- технологии создания новых материалов;
- разработка и внедрение современных средств учета и контроля ядерных материалов;
- охрана окружающей среды, экологический мониторинг;
- исследования в области атомной энергетики, в том числе по безопасности атомной энергетики, а также по проблеме трансмутации радиоактивных отходов и создания безопасной экологически чистой ядерной энергетики;
- исследования по ядерной безопасности, аварийным ситуациям и их последствиям;
- научно-техническое сопровождение международных договоров по ограничению ядерных вооружений и нераспространению ядерного оружия;
- разработки неядерных вооружений;
- разработки в интересах народного хозяйства.
В настоящее время в РФЯЦ-ВНИИЭФ работают около 18 тыс. человек, половина
из которых ученые и специалисты, в том числе академики РАН, доктора и кандидаты
наук.
. Основные сведения о технологическом процессе заточки режущего инструмента
Обработка металла резанием является одним из основных способов изготовления деталей любых форм и размеров. Для разных видов резания применяются свои типы режущего инструмента: точение и строгание - резцы, сверление - сверла, фрезерование - фрезы. Каким бы ни был инструмент, со временем под действием деформаций и трения он изнашивается, т.е. теряет технологические свойства, падает производительность и качество обработки, возрастает нагрузка на узлы станка и расход инструмента. Одним из самых распространенных видов износа является абразивный, при котором материал царапается и срезается твердыми частицами. Наименее выраженными являются адгезионный (сваривание частиц материалов) и диффузионный (проникание атомов одного тела в другое, находящееся с ним в контакте) износы. Кроме того, участки инструмента, на которые действуют более высокие нагрузки и температуры изнашиваются быстрее по сравнению с менее напряженными. Заточка позволяет вернуть свойства режущего инструмента. Ее выполняют на специальных шлифовальных станках с помощью абразивных кругов.
Основное назначение процесса заточки режущего инструмента [2]:
обеспечить заданные оптимальные геометрические параметры режущей части инструмента, способствующие повышению его стойкости, точности и производительности обработки;
обеспечить шероховатость заточенных поверхностей на инструменте в заданных пределах, обеспечивающих качество обработанной поверхности и уменьшение износа инструмента;
сохранить режущие свойства, присущие инструментальному материалу, обеспечив минимально допустимые изменения в поверхностных слоях инструмента, связанные со структурными превращениями, появлением внутренних напряжений и трещин;
способствовать экономичной эксплуатации инструмента.
Согласно требованиям ПОТ Р М-006-97 в опытном цехе 1805 КБ-2 имеется
отдельный участок для заточки режущего инструмента.
. Описание технологического процесса
В качестве примера рассмотрим процесс заточки твердосплавного резца,
изображенного на рисунке 3.1.
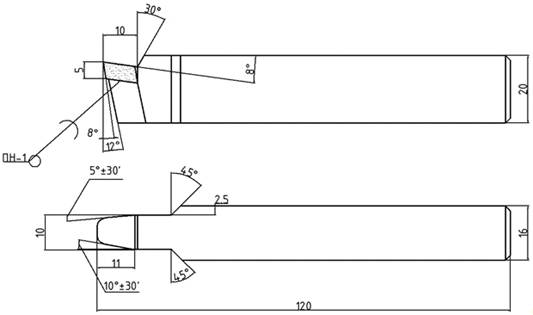
Рисунок 3.1 - Общий вид твердосплавного резца
Типовой технологический процесс заточки и доводки твердосплавного резца
показан в таблице 3.1 [2].
Таблица 3.1 - Технологический процесс заточки и доводки резца
|
Операция |
Содержание операции |
Абразивный и алмазный инструмент (материал - зернистость - твердость - связка) |
Параметр шероховатости заточенной поверхности Ra, мкм |
|
Абразивная заточка (при припуске 0,4 мм и более) |
Заточить главную и вспомогательную задние поверхности по державке |
24А - (40, 25) - (СМ2, С1) - К5 |
5 - 1,25 |
|
|
Заточить переднюю поверхность под углом γ + (1 - 2)º |
63С - (40, 25) - (СМ2, С1, С2) - К5 |
2,5 - 0,63 |
|
|
Заточить главную и вспомогательную задние поверхности под углами α + (2 - 3)º, α1 + (2 - 3)º |
63С - (50, 40, 25) - (СМ2, С1, С2) - К5 |
|
|
Алмазная заточка (при припуске 0,1 - 0,3 мм) |
Заточить переднюю поверхность под углом γ |
АС4, АС6 - (125/100; 100/80; 80/63) - М1, МВ1, Б156, Б1 |
0,63 - 0,1 |
|
|
Заточить главную и вспомогательную задние поверхности под углами α и α1 |
АС4, АС6 - (125/100; 100/80; 80/63) - М1, МВ1, Б156, Б1 |
|
|
Алмазная заточка лунок и порожков |
Заточить стружколомающий порожек или лунку |
АС4, АС6 - (125/100; 100/80; 80/63) - М1, МВ1, Б156, Б1 |
0,63 - 0,32 |
|
Алмазная доводка (при припуске 0,05 - 0,1 мм) |
Довести переднюю поверхность по фаске с углом γф |
АС2, АС4 - (63/50; 50/40; 40/28) - Б1, КБ, БП2 |
0,32 - 0,08 |
|
|
Довести главную заднюю поверхность по фаске с углом α |
|
|
|
|
Довести вершину резца по радиусу или дополнительной режущей кромке |
|
|
В общем виде заточка резцов состоит из 4 основных стадий: обработка державки по задним поверхностям, черновая заточка, чистовая заточка и доводка. Черновая заточка осуществляется кругами из карбида кремния или электрокорунда на керамической связке средней и среднемягкой твердости. Она необходима для снятия большего припуска с меньшим засаливанием круга и меньшей потерей абразивного материала. Чистовая заточка и доводка производятся кругами из синтетических алмазов с мелкой зернистостью. Причем на стадии чистовой заточки в основном используется металлическая связка, т.к. снижается стоимость обработки, а на стадии доводки - бакелитовая, которая обеспечивает более высокий класс чистоты поверхности [3]. Они необходимы для придания инструменту определенных геометрических параметров и величины шероховатости поверхности.
Целью заточки является доводка режущей кромки инструмента до
определенного радиуса. Он варьируется от долей до нескольких сот микрометров.
Для данного твердосплавного резца радиус режущей кромки равняется 10 мкм
(рисунок 3.2).

Рисунок 3.2 - Радиус режущей кромки твердосплавного резца
. Основное производственное оборудование на участке заточки
На участке заточки режущего инструмента размещены в ряд 6 заточных станков. По углам располагаются 2 пылеуловителя циклического типа с двумя ступенями очистки. Планировка изображена на рисунке 4.1.
Характеристики оборудования:
Обдирочно-шлифовальный станок 3M634
Кол-во кругов - 2
Число оборотов, об/мин - 1398
Мощность, кВт - 2,6
Масса, кг - 450
Габариты, мм - 900х600х1200
Кол-во - 1
Станок для алмазной заточки резцов 3622Д
Кол-во кругов - 1
Число оборотов, об/мин - 2540
Мощность, кВт - 0,75
Масса, кг - 460
Габариты, мм - 560х800х1280
Кол-во - 1
Точильно-шлифовальный станок 3Б633
Кол-во кругов - 2
Число оборотов, об/мин - 1440
Мощность, кВт - 2,2
Габариты, мм - 810х610х1280
Кол-во - 1
Точильно-шлифовальный станок ТШ-1
Кол-во кругов - 2
Число оборотов, об/мин - 1430
Мощность, кВт - 2
Масса, кг - 117
Габариты, мм - 544х942х1108
Кол-во - 2
Точильно-шлифовальный станок ТШ-2
Кол-во кругов - 2
Число оборотов, об/мин - 1500
Мощность, кВт - 2
Масса, кг - 112
Габариты, мм - 610х470х1340
Кол-во - 1
Пылеуловитель «Пума 800»
Производительность, мЗ/ч - 800
Степень очистки, - 98
Максимальная конц. пыли, мг/мЗ - 400
Масса, кг - 50
Габариты, мм - 600х600х1600
Число оборотов, об/мин - 2730
Аэродинамическое сопротивление, Па - 1400
Кол-во - 2
Все станки, кроме 3622Д являются универсальными, т.е. применяются для
обработки различных видов режущего инструмента. Станок 3622Д используется
только для алмазной заточки и доводки поверхностей резцов.