Материал: Сыровая А.О. и др Аминокислоты глазами химиков, фармацевтов, биологов. Т. 2
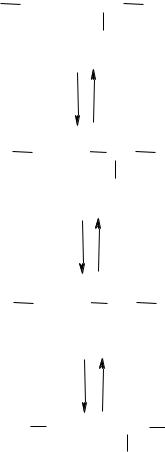
правовращающим (D-лизин), а вращающий влево – левовращающим (L-лизин) (рис. 3). Если оба изомера присутствуют в смеси в равных количествах, правое и левое вращения взаимно нейтрализуют друг друга.
|
|
COOH |
|
COOH |
||||||||||||||||
|
|
|
|
|
|
|
|
|
H2N |
|
|
|
|
|
|
|
|
|||
H |
|
C |
|
NH2 |
|
C |
|
H |
||||||||||||
|
|
|
|
|||||||||||||||||
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
CH2 |
|
|
|
|
CH2 |
|||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
CH2 |
|
|
|
|
CH2 |
|||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
||||||||||||||||||
|
|
|
|
CH2 |
|
|
|
|
|
|
|
|
CH2 |
|||||||
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
CH2 |
|
|
|
|
|
|
CH2 |
|||||||
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
NH |
|
|
NH2 |
|||||||||||||||
2 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
D-лизин |
|
L-лизин |
|||||||||||||||||
Рис. 3. Энантиомеры лизина.
Такие смеси называются рацемическими. Величина угла оптического вращения, к примеру, в растворе с рН = 7 составляет для D и L изомеров лизина
+13,5 и -13,5 градусов соответственно. Все природные аминокислоты, в том числе и лизин, являются L-аминокислотами.
Аминокислоты проявляют свойства оснований за счет аминогрупп и свойства кислот за счет карбоксильных групп, то есть являются амфотерными соединениями. Молекулы аминокислот в растворах существуют в виде внутренних солей, которые образуются за счет переноса протона от карбоксила к аминогруппе. Электрохимические свойства лизина в растворах определяются величиной рН. Лизин можно рассматривать как трехосновную кислоту,
диссоциирующую в три ступени и имеющую соответствующие константы диссоциаций: рК1 = 2,18 (СООН), рК2= 8,95 ( -NH2), рК3 = 10,53 ( -NH2). Из-за высокого значения рК3, лизин называют основной аминокислотой [5]. При рН = 7 боковой радикал лизина вносит дополнительный положительный заряд в общий
171
заряд молекулы. Схема диссоциации лизина в водном растворе представлена на рис. 4.
+
H3 N ( CH2)4 CH COOH NH+3
CH COOH NH+3
pK1 = 2,18
+ |
_ |
|
H3 N ( CH2)4 CH COO |
||
|
NH+3
|
|
pK2 = 8,95 |
+ |
_ |
|
H3 N |
( CH2)4 |
CH COO |
|
||
|
|
|
|
NH2 |
|
|
|
pK3 = 10,53 |
_
H2N ( CH2)4 
 CH COO NH2
CH COO NH2
Рис. 4. Схема диссоциации лизина в водном растворе.
Благодаря наличию карбоксильной и аминных групп, лизин может участвовать в специфических химических реакциях. Он образует соли, сложные эфиры, гидразиды, азиды, тиоэфиры, галогенатгидриды. Например, с соляной кислотой лизин образует гидрохлориды с температурой плавления 263-264° С.
Жизненно важными для человека являются реакции образования пептидов и белков с участием лизина [5, 6, 7].
При нагревании раствора лизина и редуцирующих cахаров эти вещества вступают во взаимодействие, известное под названием реакции Майяра или
172
реакции меланоидинобразования [6]. Реакция Майяра окончательно не изучена.
Эта сложная реакция протекает через ряд промежуточных стадий.
Меланоидины являются важнейшими компонентами пищевых продуктов.
Они играют двойную роль в пищевой технологии. С одной стороны, они обусловливают потери ценных компонентов пищи (аминокислот и сахаров),
поскольку меланоидины практически не усваиваются организмом человека. С
другой стороны, при кулинарной обработке пищевых продуктов, при любом ином тепловом воздействии на сырье, полуфабрикаты растительного и животного происхождения, содержащие аминокислоты, продукты неполного гидролиза белков, редуцирующие сахара, образующие меланоидины, участвуют в формировании вкуса, запаха и цвета пищевых продуктов. Цвет и аромат корки свежеиспеченного хлеба, цвет кваса, пива, кипяченого молока, варенца, цвет и аромат мясных изделий, подвергнутых кулинарной обработке, особенно жарению,
цвет и специфический запах сушеных плодов и овощей во многом определяются реакцией меланоидинобразования.
Производство лизина. Современные методы органического синтеза позволяют получать рацемические смеси D- и L-аминокислот в требуемых количествах. Однако, учитывая бесполезность, а в некоторых случаях и токсичность D-изомеров, аминокислоты пищевого, фармацевтического и кормового назначения содержат в основном физиологически активные L-формы.
Лишь относительно недавно в мире освоено производство чистого кристаллического L-лизина с концентрацией 98,5% и выше, что резко повысило его привлекательность для животноводов и птицеводов, а также, после соответствующей очистки, для пищевиков и фармацевтов.
В настоящее время производство L-лизина (формы, пригодной для потребления) в мире составляет примерно 600 тыс. т в год и представляет собой рынок с ежегодным оборотом до 1,4 миллиарда долларов. Среди ведущих компаний на мировом рынке L-лизина бесспорное первенство принадлежит
173
японской Ajinomoto Со. и американской Archer Daniels&Midlands (АDМ), контролирующим по 40% мирового производства каждая. Другими заметными фигурами на рынке являются Degussa-Huels (Германия), ВАSF (Германия), Kyowa Hokko (Япония) и Cheil Jedang Corporation (Южная Корея) [8].
Географическое расположение мощностей по производству лизина в мире чаще всего привязано к регионам его потребления. Так, на Северную Америку и Азию приходится до 3/4 оборота этого продукта.
Более 95% лизина используется для добавления к кормам в свиноводстве и птицеводстве. Это связано с тем, что для свиней лизин является аминокислотой №1,а для птиц следует по важности сразу после метионина. До 10 тыс. тонн лизина более высокой концентрации (99,5% и выше) используется ежегодно в производстве биоактивных добавок для человека и в медицинских целях.
О привлекательности производства L-лизина свидетельствуют темпы прироста производственных мощностей на уровне 7-10% в год и планы компаний-
лидеров на рынке L-лизина. В ближайшем будущем (до 2005 г.) основные мировые производители лизина намереваются в полтора раза увеличить свои мощности. В частности, ADM и Ajinomoto уже ведут строительство дополнительных производственных блоков на своих заводах по всему миру, что позволит каждому из них увеличить выпуск продукции с 200 до 300 тыс. тонн в год.
В СССР впервые кристаллический лизин был получен в 1964 г. на опытно-
производственной установке Института атомной энергии им. Курчатова с целью апробации этого продукта как обогатителя кукурузных кормов. В конце 80-х гг. в Советском Союзе работали 5 предприятий-производителей лизина, в совокупности обеспечивавших потребительский рынок объемом в 32 тыс. тонн
продукта в год.
Получение аминокислот можно производить посредством гидролиза
естественных продуктов, содержащих белки (например, отходов
174
птицеперерабатывающих производств), а также путем химического,
энзиматического и микробиологического синтеза. Наиболее распространенным в настоящее время является микробиологический синтез аминокислот. Питательная среда для микробиологического синтеза аминокислот обычно содержит источники углеводов, органического и неорганического азота, а также фосфаты калия.
Современный микробиологический синтез аминокислот основан на питательных средах, содержащих мелассу (отход сахарного производства),
кукурузный экстракт и минеральные соли. Кроме мелассы прибегают к таким источникам углерода, как гидролизаты древесины и целлолигнина.
Все методы получения аминокислот, и в частности лизина, приводят к многокомпонентным смесям, включающим помимо аминокислот большое количество неорганических ионов, не переработанных белков, красящих веществ и др. Поэтому процесс выделения индивидуальных аминокислот и их очистки является многостадийным и дорогим, причем цена аминокислоты резко возрастает с увеличением степени ее чистоты. Традиционно для разделения,
выделения аминокислот и их очистки используется ионный обмен. Развитие теории и практики ионообменных технологий для получения аминокислот связано с работами ученых Воронежского госуниверситета, проводимыми под руководством профессора В. Ф. Селеменева [9, 10].
Однако при получении аминокислот высокой степени очистки,
необходимой для их использования в пищевой и фармацевтической промышленности, использование ионного обмена требует большого расхода дорогостоящих реагентов и ведет к образованию трудно утилизируемых стоков.
Альтернативой ионному обмену на стадии глубокой очистки аминокислот является электродиализ с ионообменными мембранами, преимуществами которого являются практическое отсутствие вредных стоков, низкая металлоемкость, возможность автоматического управления процессом.
175