Материал: Создание мероприятий по научно-просветительской деятельности СТОА и определение прибыли от данной деятельности
Сложности управления объясняются трудностями маневрирования производственными мощностями и материальными ресурсами и трудностями в регулировании загрузки отдельных исполнителей по различным комплексным бригадам. Возникают ситуации, когда рабочие одной комплексной бригады перегружены, другой недогружены, но бригады не заинтересованы во взаимопомощи.
Однако существенным преимуществом этого метода является бригадная ответственность за качество проводимых работ по ТО и ТР.
.3 Выбор метода организации ТО (или ТР согласно задания)
При небольшом списочном составе парка АТО, а следовательно, небольшой программе ТО не удается использовать поточный метод обслуживания. В этом случае ТО проводят на универсальных постах, обеспечивающих полное выполнение перечня обязательных операций ТО-1 (или ТО-2) на каждом из них.
Посты используются тупикового и проездного типов. Проездные посты, позволяющие сохранить маневрирование подвижного состава.
На таких постах выполняются контрольные, регулировочные и крепежные работы по агрегатам и механизмам автомобиля, а так же работы электротехнические, по системе питания и шинам.
• достаточная для полной загрузки поточной линии суточная или сменная программа обслуживания;
• строгое выполнение всего комплекса операций определенного для данного вида обслуживания автомобиля и условий его работы;
• четкое распределение перечня операций по отдельным исполнителям;
• правильный расчет такта линии и строгое его выполнение;
• максимальная механизация и автоматизация работ, включая передвижение автомобиля с поста на пост;
• максимально возможная специализация отдельных постов по виду выполняемых работ при большой программе обслуживания и совмещение работ различного вида на одном посту при относительно небольшой программе;
• хорошо налаженное снабжение поточной линии всеми необходимыми деталями, материалами и инструментом, хранящимся вблизи от рабочих постов или непосредственно на постах;
Примерная планировка поста ТО-1:
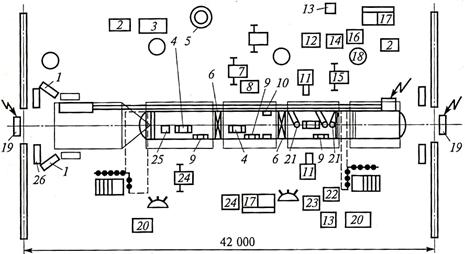
- направляющий ролик; 2 - конторский стол; 3 - слесарный верстак; 4 - регулируемые подставки под ноги; 5 - стеллаж-вертушка для крепежных деталей; 6 - переходный мостик; 7 - передвижной пост электрика; 8 - тележка для транспортировки аккумуляторных батарей; 9 - ящик для инструмента и крепежных деталей; 10 - гидравлический передвижной подъемник; 11 - гайковерт для гаек колес; 12 - стол-ванна для промывки фильтров;13 - воздухораздаточная автоматическая колонка; 14 - маслораздаточная колонка; 15 - передвижной пост смазчика-заправщика; 16- маслораздаточный бак; 17 - ларь для обтирочных материалов; 18 - установка для отсоса отработавших газов; 19 - механизм привода ворот; 20 - лари для отходов; 21 - воронка для слива отработавших масел; 22 - установка для заправки трансмиссионным маслом; 23 - передвижной нагреватель смазки; 24 - передвижной пост слесаря-авторемонтника; 25 -гайковерт для гаек стремянок рессор; 26 - установка для тепловой завесы ворот.
.4 Выбор режима работы производственных подразделений
График выпуска автомобилей на линию и возврат в АТП
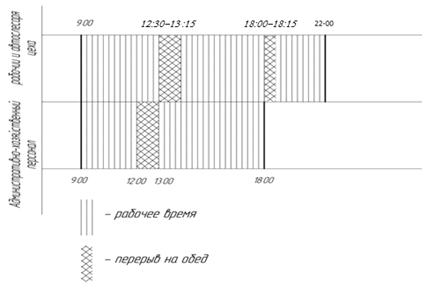
Режим работы АРП: 2-2-3,1смена, рабочий день 13 часов, перерыв на обед с 12:30 до13:15. График 2-2-3 означает, что первая смена: работает два дня - отдыхает два дня - работает три дня (2-2-3), а вторая смена: отдыхает два дня - работает два дня - отдыхает три дня (2-2-3). Затем график работ между сменами чередуется, что очень удобно для работников предприятия. Вспомогательные рабочие и складской персонал имеют рабочий график 2 дня через 2 дня, перерыв на обед с 12:30 до13:15.
На основании выше построенного графика принимаю в данном курсовом проекте следующий режим работы проектируемого комплекса (участка):
Число дней работы в году - 305 дней.
Начало работы - в 9:00 часов.
Окончание работы - в 22:00 часов.
Число смен - 2 смена.
3.5 Проектирование производственных подразделений
.5.1 Расчет количества постов и линий диагностики
Согласно курсовому заданию, проектируемое предприятие обслуживает 24 автомобиля в день.
Данное предприятие по количеству автомобилей относиться к среднему автотранспортному предприятию (АТП), на котором проведение Д-1 и Д-2 планируется производить на отдельных участках.
Число однотипных специализированных постов диагностирования данного вида
определяется по формуле:
 (28)
(28)
ХД-1 = (63278*0,75) / (305*13*2*2*1,25) = 2,3, Принимаем ХД-1 = 2
ХД-2 = (46066*0,75) / (305*13*2*2*1,25) = 1,4, Принимаем ХД-2
= 1
где ![]() - годовой объем работ данного вида диагностирования, чел.-ч;
- годовой объем работ данного вида диагностирования, чел.-ч;
ТГД-1 = 63278
ТГД-2 = 46066
![]() - коэффициент резервирования постов для компенсации
неравномерной загрузки; [2]
таблица 27, kрез = 0,75
- коэффициент резервирования постов для компенсации
неравномерной загрузки; [2]
таблица 27, kрез = 0,75
![]() - число рабочих дней в году постов диагностики; Дгр
= 305 дней.
- число рабочих дней в году постов диагностики; Дгр
= 305 дней.
t см - продолжительность рабочей смены, ч;t см=13 часов.
![]() - число смен работы в сутки, С = 2 смены.
- число смен работы в сутки, С = 2 смены.
![]() - численность рабочих, одновременно работающих на одном
посту, чел; РП = 2 чел.
- численность рабочих, одновременно работающих на одном
посту, чел; РП = 2 чел.
![]() - коэффициент использования рабочего времени ([1] Стр.365)
- коэффициент использования рабочего времени ([1] Стр.365)
hП = 1,25
Если диагностирование производиться на потоке, то для определения числа линий диагностирования данного вида следует рассчитать ритм производства и такт линии.
Ритм производства определяется из выражения:
![]() (29)
(29)
R1=(60*13*2)/18=86мин.
R2=(60*13*2)/4=390 мин.
где ![]() - суточная программа данного вида диагностирования.
- суточная программа данного вида диагностирования.
NСД-1=18
NСД-2=4
Такт работы линии определяется из выражения:
![]() (30)
(30)
tД-1 = (60*0,713)/1+0,75 = 43,53, Принимаем tД-1 = 44
tД-2 =
(60*2,85)/1+0,75 = 171,75, Принимаем tД-2 = 172
где ![]() - скорректированная трудоемкость одного диагностирования
данного вида;
- скорректированная трудоемкость одного диагностирования
данного вида;
tД-1 = 0,713 чел.-ч.
tД-2 = 2,85 чел.-ч.
При диагностировании автомобилей на поточной линии число постов принимается исходя из перечня снимаемых диагностических параметров, наличия диагностического оборудования, а также принятой технологии диагностирования.
Если суммарное количество постов Д-1 и Д-2 равно или меньше 1, эти виды
диагностирования можно производить на одном посту с применением универсального
оборудования и переносных приборов. Если расчетное количество постов Д-1 меньше
0,5, допускается размещать диагностическое оборудование на поточной линии ТО-1.
3.5.2 Расчет количества постов и линий ТО
Второе техническое обслуживание могут производится на поточных линиях или на индивидуальных специализированных постах.
Количество постов ТО определяется по формуле:
 (31)
(31)
ХТО-1=(3583*1,25)/(305*13*2*2*0,85) = 0,6
Принимаем ХТО-1 = 1 пост.
ХТО-2=(54269*1,25)/(305*13*2*2*0,85) = 5,03
Принимаем ХТО-2 = 5 постов.
где ![]() - годовой объем работ по видам ТО, чел.-ч.
- годовой объем работ по видам ТО, чел.-ч.
ТГТО-1=3583
ТГТО-2= 54269
![]() - коэффициент резервирования постов для компенсации
неравномерной загрузки;kрез= 1,25
- коэффициент резервирования постов для компенсации
неравномерной загрузки;kрез= 1,25
![]() - число рабочих дней в году зоны ТО; Дгр=305
дней.
- число рабочих дней в году зоны ТО; Дгр=305
дней.
t см- продолжительность рабочей смены, ч; t см = 13 часов.
![]() - число смен работы в сутки, С=2 смены.
- число смен работы в сутки, С=2 смены.
![]() - численность рабочих, одновременно работающих на одном
посту, чел;
- численность рабочих, одновременно работающих на одном
посту, чел;
РП=2 чел.
![]() - коэффициент использования рабочего времени ([1] Стр.366)
- коэффициент использования рабочего времени ([1] Стр.366)
hП = 0,85
ХТО-1=10,01 Принимаем ХТО-1=1 пост.
ХТО-2 =0,8 Принимаем ХТО-2 =2 поста.
Ритм производства определяется из выражения:
![]() (32)
(32)
R1 = (60*13*2)/13 = 120, Принимаем R1=120
R2 = (60*13*2)/4 = 390, Принимаем R2= 390
где ![]() - суточная программа данного вида ТО.
- суточная программа данного вида ТО.
NСТО-1=13
NСТО-2=4
R1=74R2=240
Такт работы ТО-2 определяется из выражения:
 (33)
(33)
t1=(60*7,125)/(1*11)+0,75=17,27
t2=(60*28,5)/(1*11)+0,75=69,09
где ![]() - скорректированная трудоемкость работ по ТО-1 и ТО-2,
выполняемых на линии;
- скорректированная трудоемкость работ по ТО-1 и ТО-2,
выполняемых на линии;
t1 = 7,125
t2 = 28,5
![]() - общее число явочных рабочих на линии, чел;
- общее число явочных рабочих на линии, чел;
РЛ = 11 чел.
![]() - среднее число рабочих на посту линии;
- среднее число рабочих на посту линии;
Рср = 1
![]() - время передвижения автомобиля с поста на пост, мин.
- время передвижения автомобиля с поста на пост, мин.
tП = 0,75 мин.
Определяется из выражения:
![]() (34)
(34)
tП = (5,5+2)/10 = 0,75 мин.
где ![]() - скорость конвейера, м/мин, принимается по технической
характеристике конвейера (
- скорость конвейера, м/мин, принимается по технической
характеристике конвейера (![]() = 10…15 м/мин) uК=10
м/мин.
= 10…15 м/мин) uК=10
м/мин.
![]() - расстояние между автомобилями на постах, м
- расстояние между автомобилями на постах, м
![]() =2 м
=2 м
La = 5,5 м
Принимается равным не менее 1,2 м для автомобилей первой категории, 1,5 - второй и третьей категории, 2,0 м - для четвертой категории.
Полученное расчетное число линий должно быть целым или близким к нему. Допускается отклонение не более 10%. Если указанное условие не удовлетворяется, то производят перерасчет такта линии.
При наличии в парке нескольких групп технологически совместимых автомобилей, когда производственная программа недостаточна для организации отдельных поточных линий для каждой группы, обслуживание автомобилей различных групп может производиться на одной поточной линии в различные дни недели или смены в течение суток.
Выполнение ТО-1 и ТО-2 допускается организовывать на одних и тех же
поточных линиях с производством работ в разные смены.
3.5.3 Расчет количества постов текущего ремонта
Постовые работы текущего ремонта выполняются на отдельных универсальных
или специализированных постах. Количество постов ТР по видам работ, выполняемых
на них, рассчитывают по формуле:
 (35)
(35)
ХТРi=(19382*1,75*0,6)/(305*13*2*0,85)
= 1,79
Принимаем ХТРi= 6 постов.
где ![]() - годовой объем работ данного вида, чел.-ч;
- годовой объем работ данного вида, чел.-ч;
ТГТРi=19382 чел.-ч.
![]() - коэффициент, учитывающий долю работ по ТР, выполняемых в
наиболее загруженную смену;kТР=1,5
- коэффициент, учитывающий долю работ по ТР, выполняемых в
наиболее загруженную смену;kТР=1,5
![]() = 0,5…0,6.
= 0,5…0,6.
![]() - коэффициент резервирования постов для компенсации
неравномерной загрузки; kрез
= 1,25
- коэффициент резервирования постов для компенсации
неравномерной загрузки; kрез
= 1,25
![]() - число рабочих дней в году зоны ТР; Дгр=305
дней.
- число рабочих дней в году зоны ТР; Дгр=305
дней.
t см - продолжительность рабочей смены, ч; t см=13часов.
![]() - число смен работы в сутки, С=2 смены.
- число смен работы в сутки, С=2 смены.
![]() - численность рабочих, одновременно работающих на одном
посту, чел; РП=2 чел.
- численность рабочих, одновременно работающих на одном
посту, чел; РП=2 чел.
![]() - коэффициент использования рабочего времени ([1] Стр.366) hП = 0,85
- коэффициент использования рабочего времени ([1] Стр.366) hП = 0,85
По приведенному выражению рассчитывается число постов для выполнения разборочно-сборочных и регулировочных работ, а также сварочных, жестяницких, малярных и деревообрабатывающих.
Специализированные посты следует предусматривать при их расчетном количестве 0,9 и более.
Индивидуальные специализированные посты для сварочно-жестяницких, деревообрабатывающих и малярных работ размещаются на соответствующих производственных участках.
Производство малярных работ в зависимости от типа подвижного состава и расчетного количества постов может предусматриваться и на поточных линиях. При этом минимальное количество постов на линии, включая пост сушки после окраски, должно быть не менее двух.
3.5.4 Расчет числа мест ожидания перед ТО и ТР
Число мест ожидания подвижного состава перед ТО и ТР принимается равным: 20% от числа рабочих постов. При наличии в АТП закрытой стоянки подвижного состава, а также для районов умеренно теплого климата мест ожидания в помещении постов ТО и ТР предусматривать не следует.
Количество постов диагностики ХД-1 = 2, ХД-2 = 1.
Количество постов ТО ХТО-1 = 1, ХТО-1 = 5.
Количество постов ТР ХТР = 6.
Общее количество постов = 15постов.
Число мест ожидания подвижного состава перед ТО и ТР принимаем равным 20% (0,2) от общего числа рабочих постов, то есть 0,2*15 = 3
Принимаем = 3 мест ожидания для автомобилей, направляемых на посты ТО и
ТР.
3.6 Подбор технологического оборудования
Используя каталоги на гаражное оборудование, учебную литературу [1]
разделы 2 и 3 и с учетом перечня работ, выполняемых в проектируемом
подразделении, а также количества исполнителей на участке производим подбор
технологического оборудования и технологической оснастки (верстаки, стеллажи,
шкафы, наборы инструмента, ларь для обтирочного материала, для отходов и т.д.).
Таблица 3.1
Технологическое оборудование и оснастка для участка ТО автомобилей ГАЗ-33021
|
№ пп |
Наименование и краткая характеристика |
Тип или модель |
К-во |
Габаритные размеры, мм |
Площадь м2 |
|
|
|
|
|
|
|
Ед. |
Общая |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Технологическое оборудование. |
||||||
|
1 |
Маслораздаточный бак |
FILCAR ARC-100 |
5 |
0,5*0,5 |
0,25 |
1,25 |
|
2 |
Передвижной пост слесаря авторемонтника |
SPIN 105 |
5 |
0,75*0,75 |
0,6 |
3 |
|
3 |
Воздухораздаточная колонка |
SPIN EVO |
5 |
0,4*0,5 |
0,2 |
1 |
|
4 |
Установка для отсоса отработавших газов |
BRAIN ST-6000 |
5 |
0,5*0,2 |
0,1 |
0,5 |
|
5 |
Решётка деревянная под ноги |
-- |
10 |
Не стандарт |
-- |
-- |
|
6 |
Комплект для проверки параметров тормозов |
GOACHANG |
5 |
1,0*0,8 |
0,8 |
4 |
|
7 |
Урна для отходов |
-- |
5 |
0,5*0,5 |
0,25 |
1,25 |
|
8 |
Ларь для обтирочных материалов |
-- |
5 |
0,25*0,25 |
0,07 |
0,35 |
|
9 |
Верстак слесарный |
Ferrum 22.1 |
10 |
1,4*0,8 |
1,12 |
11,2 |
|
11 |
Шкаф для приборов и приспособлений |
-- |
5 |
1*0,5 |
0,5 |
2,5 |
|
12 |
Ящик для инструмента |
-- |
10 |
0,6*0,42 |
0,26 |
2,6 |
|
13 |
Тележка для транспортировки аккумуляторных батарей |
Ferrum 552 |
4 |
0,47*0,47 |
0,23 |
0,92 |
|
14 |
Пожарный щит и ящик с песком |
-- |
2 |
0,4*0,5 |
0,2 |
0,4 |
|
15 |
Бак для тормозной жидкости |
-- |
5 |
0,85*0,5 |
0,43 |
2,15 |
|
16 |
Гидравлический передвижной подъемник |
HELVI |
4 |
1,26*0,666 |
0,84 |
3,36 |
|
17 |
Компрессор для подкачки шин |
GOACHANG 3 |
2 |
1*0,5 |
0,5 |
1 |
|
18 |
Тележка для транспортировки колёс |
Ferrum 101.25 |
4 |
1*0,7 |
0,7 |
2,8 |
|
19 |
Осмотровая канава |
-- |
10 |
5*1,1 |
5,5 |
55 |
|
22 |
Пневмогайковерт канавный |
FILCAR 132 |
10 |
-- |
-- |
-- |
|
23 |
Стол монтажный |
Ferrum 01.100 |
5 |
1,5*0,9 |
1,35 |
6,75 |