Материал: Разработка проекта технических условий на катализатор на сонове высоко кремнеземного цеолита
Каждое из существующих на сегодняшний день моторных топлив имеет свои преимущества и недостатки. Сопоставление био-бутанола с био-этанолом указывает как минимум на шесть недостатков последнего. Среди них необходимость предварительной очистки этанола от воды; необходимость модификации двигателя для работы на чистом этаноле или обязательное смешение с бензином для использования в двигателях без модификации; высокое давление паров, и как следствие высокая испаряемость; высокая коррозионная активность из-за неминуемого присутствия воды, а также возможность ее вымерзания в условиях низких температур. Помимо этого необходимо отметить низкую энергоемкость самого этанола 21,2 МДж/л (у бензина 32,5 МДж/л), требующую увеличения объема бензобака для сохранения среднего пробега автомобиля. Тем не менее, и сам био-бутанол не лишен недостатков, главным образом связанных с организацией производства и его высокой себестоимостью, более скудным набором подходящего сырья для синтеза. При производстве био-бутанола образуется большое количество отходов, главным образом ацетона, утилизация которого в громадных объемах, сопоставимых с 1/10 количества потребляемого топлива, также нуждается в проработке [2]. Недостатком биодизеля также считается высокая гигроскопичность и способность медленно растворять путепроводы, делающиеся из резины или пластика [3].
Основными ограничениями на выборе подходящего растительного сырья для
производства топлива являются объем его производства, доступность и легкость
переработки. Переработка делится на первичную - сбор растений или их плодов и
выделение из них первичного химического сырья и вторичную, включающую
трансформацию первичных продуктов переработки растений в целевые продукты
нефтехимии - топливо или базовые компоненты синтеза полимеров. Перспективными
видами сырья считаются древесина, морские водоросли, злаковые и другие
крахмалсодержащие растения, а также масличные культуры. Другим, но не менее
важным направлением, является переработка отходов сельского хозяйства, лесной и
пищевой промышленности, а также торговых сетей, которые имеют природное
происхождение. Большинство стадий первичной переработки лигнинсодержащей
биомассы (древесина, высушенные водоросли, жмых, шелуха злаковых культур)
включают ее газификацию с получением синтез-газа или метана, которые
используются как топливо или перерабатываются по известным реакциям. Другим
направлением переработки биомассы является выделение полупродуктов -
растительных масел, сахаров, терпенов и природных каучуков, содержащихся в
растениях в готовом виде, и их дальнейшая трансформация в топливо или продукты
нефтехимии. Третье направление - это биотехнологическая переработка, сюда можно
отнести как сбраживание биомассы в спирты, получение метана при помощи
специальных бактерий, производство уксусной кислоты и некоторые другие процессы
на основе процессов жизнедеятельности простейших организмов. Все вышеупомянутые
способы имеют свои преимущества, основанные на выборе исходного сырья или
технологической схемы процесса, зачастую включающего в себя выделение ряда
продуктов тонкого органического синтеза резко снижающее себестоимость основного
процесса, и свои недостатки, связанные с побочными продуктами, относительными
скоростями процессов и со сложностью выращивания той или иной культуры.
1.2.2 Одностадийный синтез углеводородов из этанола
При пропускании этанола через цеолиты со структурой HZSM-5 образуется ряд ароматических и алифатических углеводородов различного строения. Этот процесс по аналогии с процессом конверсии метанола MTG (methanol-to-gasoline) известен под названием ETG.
Сразу после открытия цеолита ZSM-5 в 70-х годах прошлого столетия и
обнаружения его активности в реакции конверсии метанола в жидкое топливо в ряде
лабораторий мира были проверены возможности данной системы в конверсии других
спиртов. В 1978 году авторами [44] было показано, что в интервале температур от
300-400○С цеолит Н- ZSM-5 способен превращать этанол в смесь содержащую
50-60% пропан-бутановой фракции и фракцию жидкие углеводородов 30-40%, около
80% из которых составляют алифатические С5-С6 углеводороды, а также ксилолы и
толуол.
Таблица 2
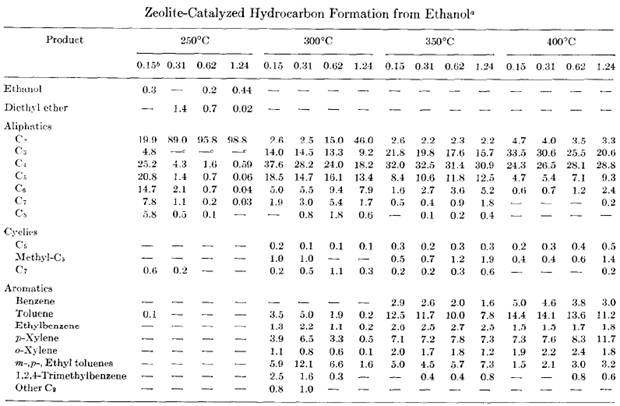
Первые результаты по конверсии этанола на HZSM-5. зависимость от скорости потока (ч-1) и температуры [44]. Выход ароматических соединений повышается с увеличением температуры и уменьшением скорости потока с 1,24 ч-1 до 0,15 ч-1, однако содержание жидких алифатических углеводородов при 400○С падает практически до нуля. По результатам работы авторы [44] делают выводы о схожей природе реакции в случаях конверсии метанола и этанола протекающей на кислотных центрах цеолита.
При исследовании влияния температуры и условий перевода NH4-ZSM-5 в кислотную форму на процессы конверсии метанола, этанола и крекинга углеводородов авторы [45] показали, что реакция образование ароматических соединений в ходе конверсии этанола происходит на сильных кислотных центрах. Оптимальной температурой проведения деаммонирования являются 500-600○С, на данную реакцию практически не влияют скорость нагрева в ходе процесса и используемый газ. При более высоких температурах происходит разрушение структуры цеолита, и конверсия этанола снижается. При проведении реакции при 400○С в импульсном режиме выходы ароматических соединений находились в районе 25-30%, причем, доля толуола среди них достигала 40%, а ксилолов - 30%. Отравление сильных кислотных центров за счет необратимой адсорбции пиридина при 400-450○С [36] приводит к падению выхода ароматических соединений в ходе конверсии этанола при 370○С на цеолите HZSM-5 с 28% до 1-5%. Распределение ароматических углеводородов также претерпевает изменение, при падении конверсии наблюдается снижение выхода фракции БТК и увеличение количества высших ароматических соединений. Сходный эффект наблюдается при адсорбции хинолина, однако адсорбция аммиака в тех же условиях практически не влияет на выход и распределение ароматических углеводородов. Сопоставление с конверсией этилена, пропилена и 1-бутена в тех же условиях при отравлении катализатора пиридином показало, что наиболее чувствительным к отравлению является конверсия этилена, где выход ароматических соединений падает с 33% на чистом катализаторе до 1% на катализаторе с предадсорбированным при 400○С пиридином. В случае конверсии пропилена и бутилена такого резкого падения конверсии не происходит, а выход ароматических углеводородов сокращается с 40% до 15%. Таким образом, было показано, что за процесс образования ароматических углеводородов ответственны сильные кислотные центры, а основным интермедиатом реакции, скорее всего, является этилен. В своей следующей работе те же авторы [27] провели исследования влияния соотношения Si/Al в цеолите HZSM-5, ответственного за кислотность, на его селективность по ароматическим углеводородам в реакции конверсии этанола. На чистом силикалите, не содержащем в своем составе алюминия, образования ароматических соединений в ходе конверсии этанола не наблюдается. На цеолите HZSM-5 с соотношением Si/Al = 4,0 выход ароматических углеводородов в ходе импульсных экспериментов по конверсии этанола (400 ○С) составляет 20%. Дальнейшее увеличение содержания алюминия до Si/Al = 1,3 приводит к увеличению выхода ароматических углеводородов до 30%. Композиционный состав ароматической фракции практически не меняется в интервале Si/Al = 4,0 - 1,0. Содержание бензола составляет 10-11%, толуола - 40-45%, ксилолов - 30%, этилбензола - 5%, высшей ароматики - 5-7%. Исследование механизма превращения этанола в импульсном микрореакторе показало, что наиболее вероятным путем образования ароматических соединений является олигомеризация и ароматизация этилена и его олигомеров на кислотных центрах цеолита [28]. Конечный состав ароматической фракции зависит от большого числа параметров реакции влияющих на стадии изомеризации и деалкилирования продуктов, получающихся при ароматизации этиленовых олигомеров. С ростом температуры скорость протекания этих стадий увеличивается, приводя к снижению средней молекулярной массы ароматической фракции.
Динамика зависимости выделения различных продуктов реакции на
катализаторе HZSM-5 с соотношением Si/Al = 1,8 приведена в работе [29].
Интересно отметить, что концентрация пропанобутановой фракции практически не
меняется в интервале температур от 300 до 440○С и составляет 60%,
концентрация пропановых углеводородов возрастает с 20 до 40%, а концентрация
бутановых - падает. При дальнейшем повышении температуры основным продуктом
реакции становится этилен и наблюдается выделение метана. Среди жидких
продуктов реакции большую долю составляют ароматические углеводороды, максимум
их выделения приходится на диапазон от 340 до 360○С. Зависимость выхода
жидких углеводородов от числа атомов алюминия в ячейке цеолита указывает на
необходимость присутствия нескольких атомов для обеспечения конверсии этанола.
При плотности атомов алюминия на ячейку менее 1,5 наблюдается селективное
образования этилена в ущерб жидким продуктам конверсии. Интересным результатом
является практически линейная зависимость образования углеродных отложений от
селективности по ароматическим продуктам конверсии. Чем больше образуется
ароматических углеродов, тем больше накапливается отложений, количество которых
может доходить до 7% массы катализатора.
1.2.3 Общие закономерности процесса конверсии этанола в жидкие углеводороды
В подавляющем большинстве работ конверсия этилового спирта в жидкие углеводороды, по аналогии с конверсией метанола, проводилась на катализаторе HZSM-5 или на его аналогах. Механизм реакции включает в себя дегидратацию этанола, олигомеризацию этилена с последующим крекингом и ароматизацией получающихся олефинов или олефиновых фрагментов. Первая стадия дегидратации этанола проходит с высокой скоростью и практически не зависит от селективности катализатора по жидким продуктам реакции. По-видимому, центры ответственные за ее протекание находятся на внешней поверхности гранул цеолита или на связующем многокомпонентного катализатора. Дополнительным доказательством этого факта служит низкая чувствительность дегидратации к введению добавок в пористую структуру цеолита, обычно затрагивается лишь селективность по тому или иному продукту, но не степень конверсии этанола. Также необходимо отметить, что на деалюминированном цеолите, не обладающем центрами Льюиса, также проходит реакция дегидратации. Процессы активации этилена или других олефинов проходят в ячейках цеолита и в данном случае ключевым показателем становится соотношение Si/Al определяющее его кислотность. В различных работах в качестве селективных по жидким углеводородам указываются цеолиты с соотношением Si/Al от 1,3 до 10,0. По-видимому, главным показателем, от которого зависит селективность по жидким продуктам, является распределение кислотных центров (атомов алюминия) по ячейкам цеолита. При их числе от 1 до 3-х достигается оптимальная конверсия и высокий выход ароматических соединений. Способов значительного смещения равновесия в сторону образования жидких парафинов и олефинов практически нет, так как сама структура элементарной ячейки цеолита HZSM-5 предполагает высокую селективность по ароматическим углеводородам, как в случае конверсии этанола, так и в случае крекинга углеводородов или конверсии других спиртов. Переход к другим цеолитам с большей или меньшей элементарной ячейкой, как правило, ведет к резкому повышению выхода этилена.
Оптимальными параметрами проведения реакции являются температура 350-420 ○С, давление от 1 до 10 атмосфер, и скорость потока от 1-2 ч-1. Отклонение от данных значений температуры в большую сторону приводит к увеличению выхода газообразных парафинов, в первую очередь метана и этана за счет реакций крекинга. Снижение температуры ведет к понижению выхода целевых продуктов и повышению выхода диэтилового эфира и этилена. При повышении давления селективность по жидким продуктам увеличивается, но одновременно увеличивается и скорость потери селективности. При повышении скорости потока наблюдается снижение выхода углеводородов, а использование меньших скоростей не приводит к значительным изменениям селективности. В исследованиях по конверсии водноэтанольных смесей существует двойственность, поскольку некоторые авторы указывают на неизменность основных показателей конверсии, а по мнению других даже незначительное разбавление приводит к смещению селективности катализатора в сторону образования пропан-бутановой фракции. По-видимому, данный эффект связан со временем проведения и самой схемой эксперимента, в коротких или импульсных экспериментах с разбавлением потока реагентов инертными газами эффект дезактивации сильных центров из-за присутствия воды менее заметен, нежели чем в продолжительных многочасовых экспериментах с подачей жидких реагентов. С другой стороны, вода несомненно оказывает негативное действие на селективность катализатора, так как понижение ее концентрации в системе за счет рециркуляции газообразных продуктов конверсии приводит к значительному повышению селективности и выхода жидкой фракции. Тем не менее, скорее всего, путем рециклирования газообразных продуктов реакции можно понизить количество воды в реакторе и в случае использования разбавленных водноэтанольных смесей, однако таких исследований пока не проводилось.
Введение добавок других элементов в состав цеолита обычно крайне отрицательно сказывается на его селективности по жидким углеводородом. Среди нейтральных добавок увеличивающих срок работы катализаторов необходимо отметить железо, вводимое в ходе или после синтеза цеолита, а также цинк, галлий или медь. Для понижения концентрации углеводородов в продукте реакции необходимо использовать процессы гидрирования, поскольку выход ароматических соединений определяется самой структурой цеолита, а регулированием параметров процесса можно достичь лишь уменьшения их содержания до 50-60%. Дезактивация катализатора происходит, как правило, через 8-20 часов реакции и выражается в потере селективности по жидкой фракции. Лучшим методом регенерации является отдувка катализатора воздухом при 500-550 ○С, при такой регенерации практически не происходит заметного снижения начальной активности, а углеродные отложения выжигаются уже через 4-7 ч пропускания воздуха. Регенерация водяным паром приводит к деалюминированию цеолита, а при регенерации в токе инертного газа часть отложений остается в цеолите.
Экономическая эффективность процесса зависит от многих факторов, и в первую очередь определяется ценой и степенью очистки этанола. Энергозатраты на производство топливного этанола сопоставимы с энергозатратами на переработку его в смесь жидких углеводородов, при условии высоких степеней конверсии. Жидкий продукт синтеза обладает высокими значениями октановых чисел и может быть использован в качестве присадки к топливам более низких марок. Для его использования в качестве бензинового топлива необходимо проводить гидрирование ароматических соединений, поскольку современные требования предполагают снижение концентрации ароматических соединений в бензине до 30%.
Силикатный модуль Si/Al катализатора H-ZSM-5.
Цеолит H-ZSM-5 обладает уникальными каталитическими свойствами благодаря его сильной кислотности и определенной пористой структуре. Известно, что на кислотные свойства цеолита сильно влияет силикатный модуль Si/Al, степень катионного обмена и условия предварительной обработки катализатора. Изменение кислотности способствует изменению каталитической активности и селективности цеолита в процессе превращения этанола [41].
Изучение реакции превращения этанола в углеводороды на цеолите H-ZSM-5 с высоким силикатным модулем (больше 20,0) показало низкую активность в отношении образования алифатических (больше этилена) и ароматических углеводородов из этанола. Образцы с низким значением силикатного модуля Si/Al (меньше 10,0) наоборот проявили значительную активность в отношении образования данных продуктов.
Этанол превращается в смесь алифатических и ароматических углеводородов на цеолите H-ZSM-5. Существует сильная нелинейная зависимость активности и селективности катализатора от концентрации сильных кислотных центров Бренстеда. При использовании катализатора, содержащего менее одного протона на ячейку, наблюдалось образование этилена с незначительной примесью других углеводородов. Резкое увеличение активности с ростом концентрации сильных кислотных центров Бренстеда указывает на важность наличия более чем одного кислотного центра на ячейку для образования высших углеводородов. Два карбениевых иона, находящиеся на соседних центрах, не могут взаимодействовать вследствие наличия одинаковых зарядов, однако присутствие непротонированных углеводородных молекул на соседних кислотных центрах Бренстеда может сыграть значительную роль в образовании высших углеводородов.
Активность в образовании олигомеров этилена была очень низкой для образцов с одним тетраэдрически координированным атомом алюминия на элементарную ячейку или меньше. Она резко увеличивается для образцов с 1 - 1,7 атомами Al3+ на элементарную ячейку и увеличивается потом умеренно до концентрации 3,7 тетраэдрически координированных Al3+ на элементарную ячейку.
Эти колебания активности могут быть объяснены изменением:
) силы кислотных центров
) концентрации кислотных центров
) сочетанием этих двух факторов.
Изменения в скоростях образования углеводородов и селективностях зависят от концентрации кислотных центров и, следовательно, от расстояний между центрами.