Материал: Проектирование технологического процесса изготовления офисной мебели из древесины
Таблица 1.2
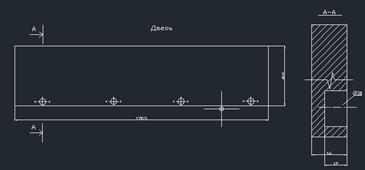
Технологическая карта №2
|
|
Мебель для гостиной |
|
||||||||||||
|
|
Наименование сборочной единицы |
Шкаф |
||||||||||||
|
|
Наименование детали |
Дверь |
||||||||||||
|
|
Количество деталей на изделие |
1 |
||||||||||||
|
|
Материал (ГОСТ, ОСТ, ТУ) |
ДСтП ГОСТ 7307-82 |
||||||||||||
|
|
Размеры деталей в заготовке, мм |
д |
1783 |
ш |
436 |
т |
16 |
|||||||
|
|
Размеры деталей в чистоте. мм |
д |
1763 |
ш |
416 |
т |
16 |
|||||||
|
|
Объем детали (с припуском), м³ |
0,012 |
||||||||||||
|
|
Объем детали (в чистоте), м³ |
0,011 |
||||||||||||
|
№ |
Наименование операции |
Основные параметры технологического режима |
Размеры после обработки, мм |
Наименование оборудования и рабочего места |
Наименование инструмента |
Наименование приспособления |
Метод контроля |
|||||||
|
|
|
|
длина |
ширина |
толщина |
|
|
|
|
|||||
|
1 |
Раскрой ДСтП |
Размеры по длине и ширине |
1763 |
416 |
16 |
Форматно-раскроечный станок M320 |
Круглая пила, подрезная пила |
Направляющая каретка |
Линейка |
|||||
|
2 |
Обрезка облицовочного материала |
Размеры по длине и ширине |
- |
- |
1 |
Гильотинная ножница QFS 850 |
Гильотинные ножницы |
Стол станка |
Линейка |
|||||
|
3 |
Нанесение клея |
Размеры по длине и ширине |
1783 |
436 |
1 |
Клеенаносящий станок S2R 1600 |
Валики |
Рабочий стол |
Визуально |
|||||
|
4 |
Ребросклеивание |
Размеры по длине и ширине |
1783 |
436 |
16 |
Ребросклеивающий станок РС-9А |
Игла |
Стол станка |
Визуально |
|||||
|
5 |
Облицовка пластей |
Размеры по длине и ширине |
1763 |
416 |
16 |
Прессовое оборудование ДА 4436 |
Плоский пресс |
Рабочий стол, Таймер |
Визуально |
|||||
|
6 |
Облицовывание кромок |
Размеры по длине и ширине |
1763 |
416 |
16 |
Кромкооблицовочный станок GB6/15R |
Синтетическая кромка |
Стол станка |
Визуально |
|||||
|
7 |
Удаление свесов |
Размеры по длине и ширине |
1763 |
416 |
16 |
Фрезерный станок beaver 12A |
Фреза |
Стол станка |
Линейка, Визуально |
|||||
|
8 |
Шлифование |
Размеры по длине и ширине |
1763 |
416 |
16 |
Щеточно-шлифовальный станок Disc Master 2D2DB |
Щетка |
ленточный подающий конвейер |
Визуально |
|||||
|
9 |
Сверление пазов |
Размеры по длине и ширине |
1763 |
416 |
16 |
Присадочный станок Cuspide 21 |
Сверло |
Рабочий стол |
Визуально |
|||||
 Наименования изделия
Наименования изделия
Таблица 1.3
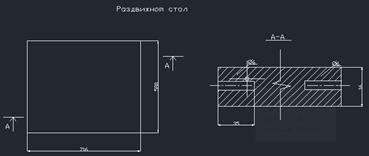
Технологическая карта №3
|
|
Мебель для гостиной |
|
||||||||||||||||||||
|
|
Наименование сборочной единицы |
Стол |
||||||||||||||||||||
|
|
Наименование детали |
Раздвижной стол |
||||||||||||||||||||
|
|
Количество деталей на изделие |
1 |
||||||||||||||||||||
|
|
Материал (ГОСТ, ОСТ, ТУ) |
ДСтП ГОСТ 7307-82 |
д |
736 |
ш |
600 |
т |
16 |
||||||||||||||
|
|
Размеры деталей в чистоте. мм |
д |
716 |
ш |
580 |
т |
16 |
|||||||||||||||
|
|
Объем детали (с припуском), м³ |
0,007 |
||||||||||||||||||||
|
|
Объем детали (в чистоте), м³ |
0,0066 |
||||||||||||||||||||
|
№ |
Наименование операции |
Основные параметры технологического режима |
Размеры после обработки, мм |
Наименование оборудования и рабочего места |
Наименование инструмента |
Наименование приспособления |
Метод контроля |
|||||||||||||||
|
|
|
|
длина |
ширина |
толщина |
Форматно-раскроечный станок M320 |
|
|
|
|||||||||||||
|
1 |
Раскрой ДСтП |
Размеры по длине и ширине |
716 |
580 |
16 |
|
Круглая пила, подрезная пила |
Направляющая каретка |
Линейка |
|||||||||||||
|
2 |
Обрезка облицовочного материала |
Размеры по длине и ширине |
- |
- |
1 |
Гильотинная ножница QFS 850 |
Гильотинные ножницы |
Стол станка |
Линейка |
|||||||||||||
|
3 |
Нанесение клея |
Размеры по длине и ширине |
736 |
600 |
1 |
Клеенаносящий станок S2R 1600 |
Валики |
Рабочий стол |
Визуально |
|||||||||||||
|
4 |
Ребросклеивание |
Размеры по длине и ширине |
736 |
600 |
16 |
Ребросклеивающий станок РС-9А |
Игла |
Стол станка |
Визуально |
|||||||||||||
|
5 |
Облицовка пластей |
Размеры по длине и ширине |
716 |
580 |
16 |
Прессовое оборудование ДА 4436 |
Плоский пресс |
Рабочий стол, Таймер |
Визуально |
|||||||||||||
|
6 |
Облицовывание кромок |
Размеры по длине и ширине |
716 |
580 |
16 |
Кромкооблицовочный станок GB6/15R |
Синтетическая кромка |
Стол станка |
Визуально |
|||||||||||||
|
7 |
Удаление свесов |
Размеры по длине и ширине |
716 |
580 |
16 |
Фрезерный станок beaver 12A |
Фреза |
Стол станка |
Линейка, Визуально |
|||||||||||||
|
8 |
Шлифование |
Размеры по длине и ширине |
716 |
580 |
16 |
Щеточно-шлифовальный станок Disc Master 2D2DB |
Щетка |
ленточный подающий конвейер |
Визуально |
|||||||||||||
 Наименования изделия
Наименования изделия
Таблица 1.4
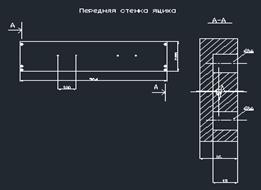
Технологическая карта №4
|
|
Мебель для гостиной |
|
||||||||||||
|
|
Наименование сборочной единицы |
Комод |
||||||||||||
|
|
Наименование детали |
Передняя стенка ящика |
||||||||||||
|
|
Количество деталей на изделие |
3 |
||||||||||||
|
|
Материал (ГОСТ, ОСТ, ТУ) |
ДСтП ГОСТ 7307-82 |
||||||||||||
|
|
Размеры деталей в заготовке, мм |
д |
984 |
ш |
248 |
т |
16 |
|||||||
|
|
Размеры деталей в чистоте. мм |
д |
964 |
ш |
228 |
т |
16 |
|||||||
|
|
Объем детали (с припуском), м³ |
0,0039 |
||||||||||||
|
|
Объем детали (в чистоте), м³ |
0,0035 |
||||||||||||
|
№ |
Наименование операции |
Основные параметры технологического режима |
Размеры после обработки, мм |
Наименование оборудования и рабочего места |
Наименование инструмента |
Наименование приспособления |
Метод контроля |
|||||||
|
|
|
|
длина |
ширина |
толщина |
Форматно-раскроечный станок M320 |
|
|
|
|||||
|
1 |
Раскрой ДСтП |
Размеры по длине и ширине |
964 |
228 |
16 |
|
Круглая пила, подрезная пила |
Направляющая каретка |
Линейка |
|||||
|
2 |
Обрезка облицовочного материала |
Размеры по длине и ширине |
- |
- |
1 |
Гильотинная ножница QFS 850 |
Гильотинные ножницы |
Стол станка |
Линейка |
|||||
|
3 |
Нанесение клея |
Размеры по длине и ширине |
984 |
248 |
1 |
Клеенаносящий станок S2R 1600 |
Валики |
Рабочий стол |
Визуально |
|||||
|
4 |
Ребросклеивание |
Размеры по длине и ширине |
984 |
248 |
16 |
Ребросклеивающий станок РС-9А |
Игла |
Стол станка |
Визуально |
|||||
|
5 |
Облицовка пластей |
Размеры по длине и ширине |
964 |
228 |
16 |
Прессовое оборудование ДА 4436 |
Плоский пресс |
Рабочий стол, Таймер |
Визуально |
|||||
|
6 |
Облицовывание кромок |
Размеры по длине и ширине |
964 |
228 |
16 |
Кромкооблицовочный станок GB6/15R |
Синтетическая кромка |
Стол станка |
Визуально |
|||||
|
7 |
Удаление свесов |
Размеры по длине и ширине |
964 |
228 |
16 |
Фрезерный станок beaver 12A |
Фреза |
Стол станка |
Линейка, Визуально |
|||||
|
8 |
Шлифование |
Размеры по длине и ширине |
964 |
228 |
16 |
Щеточно-шлифовальный станок Disc Master 2D2DB |
Щетка |
ленточный подающий конвейер |
Визуально |
|||||
|
9 |
Сверление |
Размеры по длине и ширине |
964 |
228 |
16 |
Сверлильный станок ALFA 21 Classic |
Сверло |
Рабочий стол |
Визуально |
|||||
 Наименования изделия
Наименования изделия
Таблица 1.5
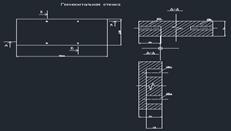
Технологическая карта №5
|
|
|
|
||||||||||||
|
|
Наименование сборочной единицы |
Закрытый антресоль |
||||||||||||
|
|
Наименование детали |
Горизонтальная стенка |
||||||||||||
|
|
Количество деталей на изделие |
3 |
||||||||||||
|
|
Материал (ГОСТ, ОСТ, ТУ) |
ДСтП ГОСТ 7307-82 |
||||||||||||
|
|
Размеры деталей в заготовке, мм |
д |
984 |
ш |
452 |
т |
16 |
|||||||
|
|
Размеры деталей в чистоте. мм |
д |
964 |
ш |
432 |
т |
16 |
|||||||
|
|
Объем детали (с припуском), м³ |
0,0071 |
||||||||||||
|
|
Объем детали (в чистоте), м³ |
0,0066 |
||||||||||||
|
№ |
Наименование операции |
Основные параметры технологического режима |
Размеры после обработки, мм |
Наименование оборудования и рабочего места |
Наименование инструмента |
Наименование приспособления |
Метод контроля |
|||||||
|
|
|
|
длина |
ширина |
толщина |
Форматно-раскроечный станок M320 |
|
|
|
|||||
|
1 |
Раскрой ДСтП |
Размеры по длине и ширине |
964 |
432 |
16 |
|
Круглая пила, подрезная пила |
Направляющая каретка |
Линейка |
|||||
|
2 |
Обрезка облицовочного материала |
Размеры по длине и ширине |
- |
- |
1 |
Гильотинная ножница QFS 850 |
Гильотинные ножницы |
Стол станка |
Линейка |
|||||
|
3 |
Нанесение клея |
Размеры по длине и ширине |
984 |
452 |
1 |
Клеенаносящий станок S2R 1600 |
Валики |
Рабочий стол |
Визуально |
|||||
|
4 |
Ребросклеивание |
Размеры по длине и ширине |
984 |
452 |
16 |
Ребросклеивающий станок РС-9А |
Игла |
Стол станка |
Визуально |
|||||
|
5 |
Облицовка пластей |
Размеры по длине и ширине |
964 |
432 |
16 |
Прессовое оборудование ДА 4436 |
Плоский пресс |
Рабочий стол, Таймер |
Визуально |
|||||
|
6 |
Облицовывание кромок |
Размеры по длине и ширине |
964 |
432 |
16 |
Кромкооблицовочный станок GB6/15R |
Синтетическая кромка |
Стол станка |
Визуально |
|||||
|
7 |
Удаление свесов |
Размеры по длине и ширине |
964 |
432 |
16 |
Фрезерный станок beaver 12A |
Фреза |
Стол станка |
Линейка, Визуально |
|||||
|
8 |
Размеры по длине и ширине |
964 |
432 |
16 |
Щеточно-шлифовальный станок Disc Master 2D2DB |
Щетка |
ленточный подающий конвейер |
Визуально |
||||||
|
9 |
Сверление |
Размеры по длине и ширине |
964 |
432 |
16 |
Сверлильный станок ALFA 21 Classic |
Сверло |
Рабочий стол |
Визуально |
|||||
 Наименования изделияМебель для гостиной
Наименования изделияМебель для гостиной
1.4 Описание технологического процесса
ДСтП поступает в склад сырья в необлицованном виде. Затем раскраивается в форматно-раскроечный станок М320, который предназначен для массового производства корпусной мебели. Плиты с размерами 2600*1800 мм раскраивают на детали определенного размера по карте раскроя с учетом припуска. После раскроя все заготовки отправляются на клеенаносящий станок марки S2R1600 ( с обоих сторон ), с помощью этажерки они поступают на подстопный стол, где формируется пакет. Пока плиты раскраиваются на детали и доходят до подстопного стола с ними одновременно попадает и облицовочный материал, резаный уже с помощью ручных гильотинных ножниц QFS850. После обрабатываются на ребросклеивающий станок РС-9А.
После пакет загружают в пресс марки ДА4436. После пресса детали остывают в помещении технологической выдержки.
Через круглопильный станок TS315 проходят все детали и фрезеруются по периметру. Потом поступают на кромкооблицовочный станок GB 6/15R. После удаляется свес с помощью фрезерного станка марки Beaver 24. Потом поступают на шлифовальный щеточный станок DiscMaster 2D2DB, шлифуется по пласти. После шлифования детали идут для сверления отверстия на сверлильный станок марки VITAP Alfa и после оправляются на склад готовой продукции. А детали у которых отверстия для петли идут на присадочный станок марки Cuspide 21, если длина детали превышает допустимую длину обработку заготовки станка, то проходят повторно, и только потом отправляются на склад готовой продукции.
Сверление и присадка отверстий заключительная часть технологического
процесса.
1.5 Методика разработки схемы технологического процесса изготовления изделий
Для увязки маршрутов обработки и сборки всей совокупности деталей, сборочных единиц и расчета необходимого количества оборудования разрабатывают схему технологического процесса изготовления изделий. Схема составляется на основании технологических карт и, поэтому, в ней не указывают детально все особенности выполнения операций (табл. 1.2). В каждой строке схемы вписывается наименование сборочных единиц и деталей. В заголовках граф указываются наименование операций и оборудования для их выполнения. Кроме того, отводятся графы для характеристики обрабатываемых деталей и сборочных единиц. В них указывают материал и породу древесины, количество деталей в изделии, размеры деталей в чистоте.
Наименование операций являются заголовками вертикальных колонок, а наименование станков и линий пишутся над ними. Если на одном станке (или на автоматическом линии и конвейере) выполняются несколько видов операций, каждой из которых отводится отдельная колонка, то наименование станка (или автоматической линии и конвейера) пишется один раз по всей ширине, занимаемой этими колонками.
Против наименования деталей, вдоль строки, в местах пересечения с колонками, где указаны операции, выполняемые над этими деталями, ставятся кружки. Внутри кружка в дальнейшем будет проставлено время в часах, необходимое для выполнения указанной сверху операции над указанными слева деталями. Кружки в той же последовательности, что и выполняемые операции, соединяют между собой прямыми линиями, указывающими, с какой на какую операцию перемещается деталь, сборочная единица, часть изделия.