Материал: Моделирование производственного процесса специализированного предприятия по выпуску упаковочной продукции
поворачивать текст;
создавать колонки текста на шаблонных страницах в соответствии с оригинал-макетом;
импортировать и накладывать изображения и текст;
создавать таблицы стилей для ускорения повторяющегося стилевого оформления текста;
находить и заменять слова и фрагменты текста;
встраивать растровые данные.
С помощью программы QuarkXpress можно:
создавать колонки текста на шаблонной странице в соответствии с оригинал-макетом;
устанавливать рамки и границы для изображений
изменять размер, цвет текста и обрабатывать текст;
накладывать изображения и текст;
проверять орфографию;
создавать таблицы стилей для ускорения повторяющегося стилевого оформления текста;
находить и заменять слова и фрагменты текста. [4]
) Сканер Heidelberg Nexscan F4100
Моделируемое предприятие предполагает прием заказов с получением готовых файлов от заказчиков, а также предусматривает такие ситуации, когда заказ нужно выполнить с предоставленных материальных носителей информации (изображение на бумаге, оттиск). Именно для таких ситуаций на предприятии несомненно должен находиться как минимум одно сканирующее устройство.
Задача сканера состоит в следующем. Сканеры обрабатывают оригинал - физическое изображение - фотографию, слайд, оттиск, диапозитив или штриховой оригинал - используют источник света, преобразуют это изображение в двоичные данные, которые могут сохраняться в компьютере.
Для оцифровывания и ввода изображения в компьютер выбран новейший плоский сканер формата А3 фирмы Heidelberg Nexscan F4100. Развитая система пользовательских настроек и возможностей цветокоррекции на высоком уровне позволяет добиться наивысшего соответствия отсканированного изображения оригиналу.
Максимальное оптическое разрешение позволяет сканировать изображения, фотографии и увеличивать их в несколько раз.
Монтаж отражающих и прозрачных оригиналов в сканерах семейства Nexscan осуществляется с помощью взаимозаменяемых столов, а последовательность выполнения сканирования и монтажа организованна таким образом, что практически исключаются простои сканера. Конструкция стола позволяет обрабатывать оригиналы на отражение, на пропускание, а также цветоделенные растрированные фотоформы.
Управление сканером осуществляется с компьютера Power Macintosh посредством программы LinoColor.
Для освещения оригинала используются две лампы с отражателем, который позволяет равномерно распределить освещение по всей площади сканирования.
Таблица 2.2
Технические характеристики сканера
|
№ п/п |
Характеристики |
|
|
1 |
Принцип сканирования |
CCD-тройная матрица, 3 х 8000 пикселей |
|
2 |
Разрешение записи |
48Bit |
|
3 |
Формат сканирования (макс.) |
Непрозрачные и прозрачные оригиналы 315х457 |
|
4 |
Формат оригинала (макс.) |
600х900 мм |
|
5 |
Виды оригиналов |
Прозрачные и непрозрачные, цветные и черно-белые, полутоновые и графические, позитивные и негативные, 3D-оригиналы |
|
6 |
Толщина оригинала |
Неограниченная для непрозрачных оригиналов, 20 мм для прозрачных оригиналов |
|
7 |
Масштаб на увеличение |
20-2500% |
|
8 |
Расчет масштаба |
Плавный, с аппаратным обеспечением AutoScaling в сканере |
|
9 |
Разрешение сканирования (макс.) |
Оптическое - 5080 dpi Интнерполяционное - 11 000 dpi |
|
10 |
Максимальная плотность |
4,0D |
|
11 |
Расчет резкости |
Аппаратное обеспечение AutoSharpening в сканере, дополнительный фильтр LinoColor |
|
12 |
Программа сканирования |
LinoColor для Apple Power Mac G5 |
|
13 |
Мощность при работе, Вт |
120 |
|
14 |
Размеры (Д´Ш´В), мм |
855x710x990 |
|
15 |
Вес, кг |
90 |
Выбор технологии и оборудования для изготовления печатных форм
Итоговое качество продукции зависит не только от характеристики применяемой техники, но и от типов используемых расходных материалов. На сегодняшний день технологий СТР с соответствующими типами пластин очень много. Каждая технология имеет свою область применения и влияет по-разному на производительность и экономичность формных процессов.
Для упаковочной продукции имеет смысл обратить внимание на термальные технологии изготовления форм. Традиционные, беспроцессные и не нуждающиеся в химической обработке пластины, как правило, менее чувствительны, чем термальные и фотополимерные, а потому требуют применения более мощных лазеров или большего времени экспонирования.
Система CtP PRESSTEK Compass 8000
Для производства печатных форм было выбрано оборудование CtP Presstek Compass 8000 - из серии производительных термальных систем CtP для офсетных типографий любого уровня оснащенности.
Эта высококлассная система CtP позволяет выводить пластины с производительностью от 15 до 38 пл/ч. CtP Presstek Compass экспонирует изображение с линиатурой до 450 lpi (180 лин/см), и оптимизировано под работу с пластинами Presstek Aurora Pro свободными от химии и требующими меньше лазерной энергии для экспонирования, чем пластины других производителей.
Системы CtP Compass поставляются в полуавтоматических версиях с поточной подачей пластин. В дальнейшем пользователь может расширить возможности системы, дооснастив CtP модулями автоматической подачи пластин с одной или несколькими кассетами. Кроме этого, систему можно дополнить модулями перфорации пластин, как стандартными, так и произвольными, на заказ.
Используя процесс термальной записи, не чувствительные к дневному свету пластины Presstek Aurora Pro , записываются с готового файла и не требуют последующей химической обработки и гуммирования. Все, что нужно - это лишь промыть пластины водой после экспонирования и их можно ставить в печатную машину.
Используя процесс прямой записи пластины с готового файла, исключаются
ошибки и проблемы с качеством, свойственные обычным аналоговым процессам
(колебания состава эмульсии, проявителя, условий проявления, экспозиции и
климатических условий). Системы CtP Compass, включенные в workflow,
обеспечивают высокую стабильность процесса и качество изображения. [7, 15]
Таблица 2.3
Технические характеристики системы CtP PRESSTEK Compass 8000
|
№ п/п |
Характеристика |
Показатель |
|
1 |
Технология экспонирования |
внешний барабан |
|
2 |
Источник экспонирования |
термальный лазер (830 нм) |
|
3 |
Поддерживаемые пластины |
Presstek Aurora Pro без химические или любые другие термальные |
|
4 |
Формат пластин, мм мин. макс. |
381´ 330 1162 ´ 960 |
|
5 |
Толщина пластин, мм |
0,15 -0,3 |
|
6 |
Разрешение вывода, dpi |
2400 или 2540 |
|
7 |
Производительность, пл/ч |
22-30 |
|
8 |
Линиатура вывода, lpi |
до 450 (180 лин/см) |
|
9 |
Загрузка пластин |
полуавтоматическая, опционально автоматическая |
|
10 |
Выгрузка пластин |
автоматическая |
|
11 |
Габаритные размеры, см |
175 ´ 94´134 |
|
12 |
Потребляемая мощность |
1,2 кВт |
Реальная стоимость традиционных CtP пластин выше, чем принято считать: в
основном из-за затрат, связанных с использованием химии. Системы Presstek
используют новейшие технологии без использования химии, после экспонирования
пластина промывается чистой водой. Следовательно, пользователю не нужно
тратиться на покупку химии, на поддержание склада со специальными условиями
хранения, на обслуживание процессора, на грамотную утилизацию химии. А по
мнению аналитиков эти расходы могут составлять до 80% от стоимости пластины.
.4 Выбор основных и вспомогательных материалов
Пластины Presstek Aurora Pro
ОписаниеAurora Pro - алюминиевая анодированная и зерненная термальная пластина для офсета с увлажнением. Пластины не требуют химии для обработки после экспонирования.
Пластины Presstek Aurora Pro не чувствительны к дневному освещению, что позволяет беспрепятственно работать в помещении с любым освещением. Новая технология зернения пластин Presstek AURORA PRO увеличивает диапазон баланса краска-вода, что позволяет пластине быстрее набирать краску и стабильнее работать в процессе печати.
Главное достоинство новых пластин Presstek AURORA PRO в том, что они
совместимы с любыми существующими термальными системами прямого экспонирования
пластин с длиной излучения 830 нм. Кроме этого у рабочего слоя пластины
повышенная чувствительность к ИК-излучению, а это требует меньше энергии для экспонирования
пластины. Как результат, термальные лазеры меньше выгорают и дольше работают.
[16]
Таблица 2.4
Технические характеристики Presstek AURORA PRO
|
№ п/п |
Характеристика |
Показатель |
|
1 |
Тип пластины |
термочувствительные, позитивные, на алюминиевой основе |
|
2 |
Толщина, мм |
0,15; 0,20; 0,30 |
|
3 |
Спектральная чувствительность, нм |
800-1200 |
|
4 |
Разрешение |
1%-99% при линиатуре 200 lpi |
|
5 |
Условия работы |
при дневном освещении |
|
6 |
Используемая химия |
не требуется |
|
7 |
Тиражестойкость |
до 125 тыс. отт. (обжиг не возможен) |
Преимущества пластин Presstek AURORA PRO
быстрое изготовление: не требуется химия и гумирование;
отличная передача высоких линиатур с четкими растровыми точками;
возможность использования стохастического растрирования;
устойчивость к УФ-краскам;
совместимость с любыми термальными системами;
требуется меньше энергии для экспонирования;
больше ресурс термальных лазеров системы экспонирования;
отличный показатель баланса краска-вода;
контрастное изображение на пластине;
экологичность.
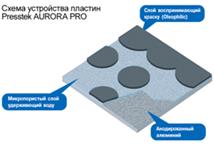
Рис. 5. Схема устройства пластин Presstek AURORA PRO.
Таблица 2.5
Детализация технологических операций
|
Модель продукта |
Операция |
Субоперация |
Оборудование |
Элемент |
|
Упаковка |
Обработка текстовой и иллюстрационной информации |
Разработка изображения, верстка |
Компьютер Apple Power Mac G5 |
Полоса |
|
|
Изготовление форм |
Экспонирование, проявка |
Система CtP PRESSTEK Compass 8000 |
Спуск |
Цеховые условия проведения процесса
. Температура воздуха 18-25 градусов;
. Влажность до 40-60%;
. Воздухообмен в помещении - 10 V помещения в час;
. Коробки с пластинами должны размещаться только горизонтально;
. Зарядка пластин в кассеты может осуществляться при любом освещении, т.к. выбранные пластины не чувствительны к дневному свету;
. Место хранения пластин должно быть удалено от отопительных приборов не менее чем на 1 м и должно быть защищено от попадания влаги.
Требования к качеству изготовленных форм
1. Изображение на форме должно соответствовать утвержденному макету.
2. Устойчивое и четкое воспроизведение мелких растровых элементов;
. Должны обладать химической стойкостью к любым обрабатывающим материалам офсетной печати; обеспечивать заявленную производителем тиражестойкость;
. Пробельные элементы должны быть абсолютно чистыми по всей поверхности;
. Пробельные элементы должны быть равномерными по цвету, не иметь светлых пятен;
. Печатные элементы должны обладать повышенной гидрофобностью, а пробельные - гидрофильностью;
. Пробельные элементы не должны "тенить" в процессе печати.
8. Формат печатной формы должен соответствовать техническим характеристикам печатной машины.
. Форма не должна иметь никаких механических повреждений: царапин, инородных включений, трещин, воздушных пузырьков, грязи
. Качество воспроизведения изображения оценивается по воспроизведению растровых и штриховых элементов контрольной шкалы:
растровые элементы должны быть воспроизведены в диапазоне 1-99%;
круговые поля на позитивной растровой шкале Agfa DigiControl Wedge должны быть визуально неразличимы с фоном.
11. Линиатура растра должна соответствовать линиатуре, указанной в технологической карте заказа.
. Размер и конфигурация пробивки и загибки печатных форм должны соответствовать проектному чертежу печатной машины.
. На форме должны быть воспроизведены все кресты и метки, необходимые для совмещения красок в процессе печатания, фальцовки и резки
. За пределами приводочных крестов должны располагаться шкалы
оперативного контроля формного и печатного процесса
.5 Определение нормативной продолжительности процесса
Нормативная продолжительность операции - это один из важнейших расчетных показателей операции, который используется при расчете плановой себестоимости полиграфических услуг и в процессе производственного планирования.
Нормативная продолжительность операции зависит от тиража или нормативной выработки, группы сложности, скорости машины, условий проведения операции.
В ходе разработки дипломного проекта было принято, что текстовая часть от заказчика поступает в готовом виде. Это значит, что затраты труда на набор текста отсутствуют. Кроме того количество сканирующих устройств было принято за единицу, т.к. основной объем работ представляет собой разработку изображений сразу в графических программах.
Расчет годового количества форм осуществляется по формуле:
Фг = Н ´ V ´ К,
где Фг - годовое количество форм,
Н - количество наименований продукта,- объем продукта в физических печатных листах,
К - красочность продукта.
Таблица 2.6
Расчет необходимого количества форм
|
№ п/п |
Наименование продукта |
Количество наименований |
Объем, ф.п.л. |
Красочность |
Количество форм |
Необходимое количество форм с учетом их тиражестти |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
Упаковка для кондитерских изделий |
100 |
1 |
5 |
500 |
500 |
|
2 |
Упаковка для вино-водочной продукции |
70 |
1 |
5 |
350 |
350 |
|
3 |
Упаковка для парфюмерной продукции |
100 |
1 |
4 |
400 |
400 |
|
4 |
Упаковка для пищевой продукции |
210 |
1 |
4 |
840 |
840 |
|
5 |
Произв.-техническая этикетка |
150 |
2 |
4 |
1200 |
1200 |
|
6 |
Арт постер |
50 |
1 |
4 |
200 |
400 |
|
7 |
Издание для детей |
50 |
2 |
1 |
100 |
200 |
|
8 |
Каталог рекламный |
50 |
2 |
2 |
200 |
400 |
|
Итого |
4 290 |
|||||