Материал: Измерительная фурма ККО ММК
Реферат
Выпускная квалификационная работа состоит из пояснительной записки объемом 56 страниц, 29 иллюстраций, 5 таблиц, и 10 использованных источников.
Ключевые слова: ЭЛЕКТРОПРИВОД, ИЗМЕРИТЕЛЬНАЯ ФУРМА, ТИРИСТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ, ТОКООГРАНИЧИВАЮЩИЙ РЕАКТОР, ДВИГАТЕЛЬ, ЗАДАТЧИК ИНТЕНСИВНОСТИ, РЕГУЛЯТОР СКОРОСТИ, РЕГУЛЯТОР ТОКА, SINAMICS DCM.
В настоящей выпускной квалификационной работе рассматривается разработка электропривода системы измерительных копий ОАО ККО "ММК".
Первый раздел посвящен технологическому процессу всей CCT, технологическому процессу измерения и извлечения металлических образцов и, в частности, измерительной насадки, разъясняющей роль и функцию насадки.
Во втором разделе представлены характеристики электроприводов машины для измерения параметров плавления и сформулированы требования к электроприводу для перемещения измерительной насадки.
Третий раздел - предварительный выбор электродвигателя, расчет и создание диаграмм.
Четвертый раздел - подбор основного электрооборудования, расчет и настройка регулировочных характеристик.
Пятый раздел посвящен разработке базовой защиты электропривода.
В шестом разделе, принимая во внимание требования, сформулированные во втором разделе, выполняется разработка управления скоростью перемещения измерительной насадки на основе преобразователя KHT. Переходные эффекты в электроприводе моделируются и анализируются.
Разработанная система электропривода может быть использована для автоматизированного управления инверторными мастерскими.
Содержание
Введение……………………………………………………………………………………………8
1 Технологический часть.………………………………………………………………………..10
1.1 Технологический процесс выплавки стали в кислородном конвертере……………..…10
Технологический процесс замера температуры и взятия проб металла………………..13
1.3 Краткая характеристика механизмов машины замера параметров плавки………….…15
1.3.1 Механизм перемещения измерительной фурмы…………………………………...15
1.3.2 Насосная станция гидросистемы……………………………………………………17
2 Технические характеристики машины замера параметров плавки……………………….18
2.1 Характеристика электроприводов машины замера параметров плавки……………….18
2.1.1 Привод перемещения измерительной фурмы……………………………………...18
Аварийный привод перемещения измерительной фурмы………………………...20
2.1.3 Приводы насосов гидросистемы…………………………………………………...21
2.2 Требования, предъявляемые к электроприводу системы измерительной фурмы……21
3 Выбор и проверка двигателя………….……………………………………………………...23
Расчёт статических моментов...…………...………...……………………………………23
Предварительный выбор двигателя....................................................................................23
Расчёт и построение тахограммы и нагрузочной диаграммы…………………………..24
Проверка двигателя по нагреву к перегрузочной способности………………………..29
Выбор и характеристика основного силового электрооборудования……………………30
Выбор и характеристика тиристорного преобразователя................................................30
Выбор и характеристика силового трансформатора .......................................................32
Выбор сглаживающих дросселей ......................................................................................33
Выбор и характеристика источника питания для возбуждения двигателя……………33
Расчёт и построение регулировочных характеристик преобразователя……………….33
Защита электропривода……………………………………………………………………….36
Требования к защите электропривода……………………………………………………36
Защита от коротких замыканий…………………………………………………………..38
Защита от перенапряжений……………………………………………………………….39
Защита от обрыва поля……………………………………………………………………40
Контроль изоляции………………………………………………………………………..40
Анализ динамики электропривода………………………………………………………….42
Выбор структуры САР и разработка основных параметров……………………………42
Расчет структурной схемы САР и выбор параметров регуляторов……………………43
Расчет контура регулирования якорного тока……………………………………..45
Оценка влияния ЭДС двигателя……………………………………………………45
Задатчик интенсивности якорного тока…………………………………………...46
Регулятор скорости………………………………………………………………....47
Задатчик интенсивности скорости…………………………………………………48
Реализация схемы САР электропривода………………………………………………..51
Характеристика модуля SINAMICS DCM…………………………………….......51
Задатчик интенсивности скорости…………………………………………………55
Регулятор скорости………………………………………………………………….56
Регулятор тока……………………………………………………………………….68
Аналоговые входы выбора………………………………………………………….60
Аналоговые выходы………………………………………………………………...61
Процесс оптимизации………………………………………………………………62
Контроль и диагностика…………………………………………………………….63
Защитные отключения (E-STOP)…………………………………………………..63
Расчет динамических характеристик САР……………………………………………….64
Заключение…………………………………………………………………………………….68
Список использованных источников…………………………………………………………69
ВВЕДЕНИЕ
Процесс выплавки стали в кислородных конвертерах произвел революцию в металлургии железа.
Ключевые преимущества процесса конверсии кислорода для производства стали включают высокую интенсивность и хорошее управление процессом, а также простое сочетание с процессом непрерывного литья стали; возможность использования управляющих компьютеров. Автоматизация процессов производства стали может повысить производительность цеха, сократить потребление энергии и сократить количество сотрудников.
Высокая надежность электрооборудования конверторных мастерских чрезвычайно важна, поэтому требования к ним более строгие. Небольшая неисправность электроприводов привода может привести к полному перегоранию двигателя.
В современных высокопроизводительных кислородных конверторных мастерских автоматизированные системы управления работают с программируемыми контроллерами. Эти системы позволяют перейти от локальных систем управления механизмами к комплексной автоматизации всего технологического режима плавления и достичь значительного технико-экономического эффекта.
Характерными особенностями технологического процесса, которые определяют основные требования к электроприводу и электрооборудованию инверторного цеха, являются строгий циклический процесс, необходимость безаварийного завершения в случае выхода из строя отдельных приводов, ограниченное ускорение при работе с жидким металлом, условия высокой температуры в определенных условиях. На участках цеха концентрация проводящей пыли.
Наиболее надежное электрооборудование и электрооборудование используются для электропривода агрегатов, машин и механизмов инверторного цеха. Используются черепно-металлургические моторы серий ДП, Д, МТХ, МТКН.
Электроприводы основных и вспомогательных механизмов производства кислородного преобразователя стали обычно выполняются системой тиристорного преобразователя. Такое широкое применение тиристорных электроприводных механизмов и машин металлургической промышленности обусловлено рядом преимуществ этого типа электропривода, из которых наиболее важными являются следующие:
1) высокая скорость, с которой сталкивается возможность изменения двигателя и инерции механического автомобиля;
2) быстрый доступ к услугам, максимальная температура и длительный срок службы;
3) Эффективность названий преобразователей тиристоров превышает 92-96%;
4) небольшие габариты по весу и размеру, дизайн конструкций для уменьшения необходимой производственной площади, снижения капитальных затрат и затрат на установку и эксплуатацию.
В то же время приводы тиристоров имеют ряд недостатков:
1) Вращение изменённого напряжения и теперь изменённого на выходе вашего урона на урон снижает температуру и поворачивает к автомобилям, что требует установки снижения на плавность;
2) Тиристорный автомобиль имеет малую мощность и скорость управления скоростью и время от времени нарушает, что требует разработки и настройки конкретных устройств синхронизации.
3) При работе силового преобразователя тиристора возникают токи высокой гармоники, которые искажают форму напряжения в сети переменного тока и вызывают помехи.
На данный момент разрабатываются разнообразные преобразователи тиристорного преобразователя и преобразователи мощности. Промышленность определяет производство полного преобразователя тиристора и полную работу вашей электроники.
Для удобства тиристор рассредоточен для усиления автомобильного оружия и патогенных ветров и в той же конструкции является обратимым и необратимым. Самым красивым для смеси тиристоров признан цикл выпрямителя третьего класса (шестиимпульсный).
В этой заключительной квалификационной работе рассматриваются свойства кислородоперерабатывающего завода, его развитие и значение для всего металлургического завода. Технологический процесс выплавки стали и отбора проб металла был тщательно исследован.
Тема работы - разработка измерительной трубки электроподъемника. На основе технологии были сформулированы основные требования к электроприводу и автоматическому управлению электроприводом.
Рассчитаны установочные свойства преобразователей. Разработана защита от аварийного срабатывания преобразователя частоты.
1 Технологическая часть
Технологический процесс выплавки стали в кислородном конвертере
ОАО «ММК» - кислородно-конверторный цех (ККТ) играет важную роль в работе завода: до 60-70% стали, производимой на заводе, производится с использованием процесса кислородного конвертера.
ККЦ имеет в своем составе конвертер, отдел розлива, транспорта и переработки. Кроме того, имеется отделение для отходов и шлака, чугунная переливная труба и ремонтные отсеки для промежуточных резервуаров и ведер.
В конвертерном цехе имеется 3 кислородных конвертера вместимостью 370 тонн каждый.
Преобразователь кислорода, показанный на рисунке 1.1, представляет собой грушевидный агрегат высотой до 15 м, корпус которого выполнен из листовой стали толщиной до 110 мм. Внутри конвертер облицован огнеупорным кирпичом. Во время работы преобразователь может вращаться вокруг горизонтальной оси с помощью поворотного устройства для заполнения лома, чугуна, разгрузки стали и шлака.
Исходными материалами для процесса конверсии кислорода являются жидкий чугун, лом и флюс.
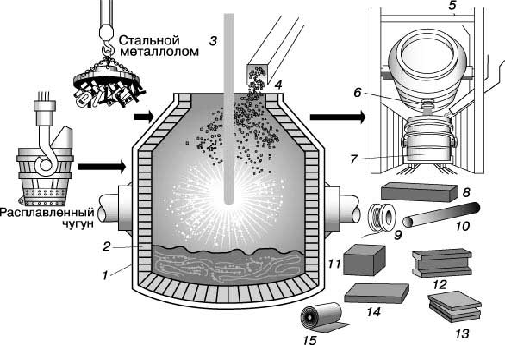
1 – стальной кожух; 2 - огнеупорная футеровка; 3 – кислородная фурма; 4 – завалка флюса; 5 – легирующие добавки; 6 – летка; 7 – ковш; 8 – заготовка: 9 – проволока; 10 – бесшовная труба; 11 – блюм; 12 – балка; 13 – толстолистовая сталь; 14 - сляб; 15 – листовой прокат.
Рисунок 1.1 - Кислородный конвертер
1.2 Технологический процесс замера температуры и взятия проб металла
Измерение температуры и отбор проб металла для быстрого анализа химического состава являются технологическими процессами, и время, потраченное на них, включается в цикл плавления. Ранее эту работу выполнял обслуживающий персонал, предварительно сняв кислородную трубку и установив преобразователь в наклонное положение, тем самым снизив производительность преобразователя.
Чтобы полностью механизировать измерение температуры и отбор проб, сократить продолжительность этих операций и избежать ручного труда, была разработана машина для преобразователей грузоподъемностью от 350 до 400 тонн без необходимости нажимать на преобразователь. Конструкция машины для измерения температуры ванны и взятия металлических образцов показана на рисунке 1.2.
Измерение температуры жидкой стали, определение содержания углерода и отбор образцов проводят с помощью измерительного зонда, погруженного в металлическую ванну на 5-10 с.
Машина содержит раму 5, качающийся рельс
10, каретку 16 с измерительной фурмой 19,
тросовый механизм 2 для перемещения
каретки и гидравлический механизм 1 для
наклона рельса. Наклон направляющей
представляет собой колеблющийся
гидравлический цилиндр двойного
действия. Рабочая среда подается из
системы давления масла двумя лопастными
насосами в гидравлический цилиндр.
Канатный механизм перемещения каретки
представляет собой однобарабанную
лебедку. Веревка 3 на одном конце на
каретке, второй на барабане. Направляющий
блок 6 расположен на оси шарнира 7, прогиб
9 установлен в шарнирной направляющей.
Сани ходят на четырех колесах, имеют
два жестких колеса. Для предотвращения
падения каретки с фурмой при обрыве
веревки к ней прикреплено защитное
устройство. Измерительный щуп должен
защищать зонд от высоких температур
при входе в преобразователь. Фурма
состоит из вала 12 с тремя соплами 13 для
подачи и выпуска охлаждающей воды и
инертного газа и корпуса из трех
концентрически расположенных трубок.
Внутренняя кольцевая полость направлена
вниз и поверх наружной дренажной
воды, благодаря чему достигается лучшее
охлаждение. Внутри корпуса находится
стержень, который свободно проходит
через все сопло и прикреплен к каретке.
В зазор между внутренней трубкой сопла
и стержнем впрыскивается инертный газ,
который препятствует течению металла.
С полым стержнем соединен наконечник
20, который служит для закрепления зонда.
На копье две упоры 14 прикреплены с
помощью демпфирующих пружин. Корпус
форсунки расположен между двумя парами
конических роликов 15, которые обеспечивают
смещение корпуса относительно каретки
на ход 1500 мм, необходимый для вытягивания
зонда из форсунки.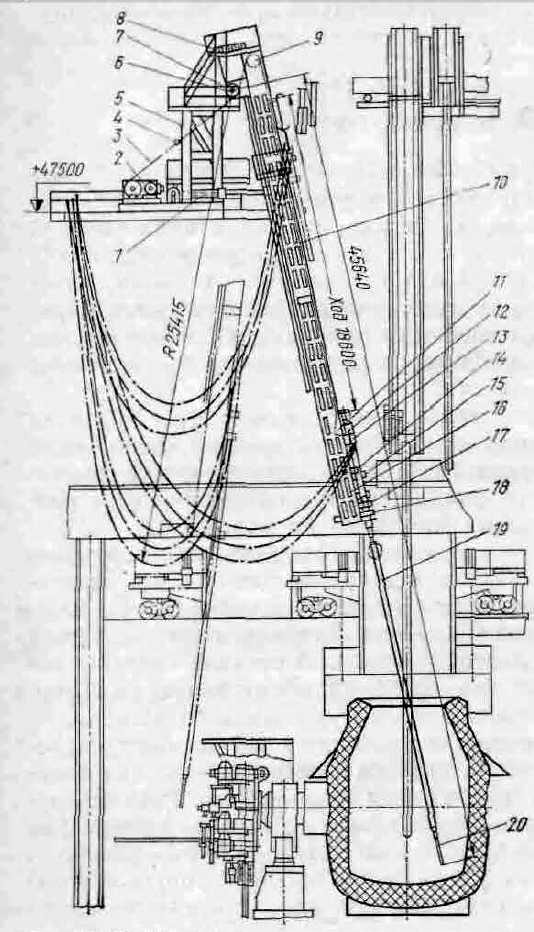
Рисунок 1.2 – Машина для замера температуры ванны и взятия проб металла
Машина работает следующим образом. Перед запуском направляющая 10 находится в исходном левом положении, каретка находится в промежуточном положении, а измерительная фурма удерживается крюком 11. Наконечник 20 вытягивается из копья, позволяя прикрепить зонд. Когда привод лебедки 2 включается, сначала наконечник с зондом втягивается на скорости ползуна на измерительной фурме, а затем фурма поднимается вместе с кареткой на рабочей скорости в крайнее верхнее положение. После остановки каретки поворотный гидравлический цилиндр 1 перемещает направляющую в крайнее левое положение, включает привод лебедки, и копье, которое поддерживается его верхней опорой 14 на упоре каретки, движется вниз с рабочей скоростью и проходит через отверстие в коробке в конвертер. При вводе фурмы в кессон и его внутреннюю полость подается инертный газ. Когда сопло приближается к металлической ванне, привод лебедки развивается до ползучей скорости. Копье сидит своим нижним упором 17 на упоре 18 направляющей. По мере того как каретка продолжает опускаться, она удаляет наконечник с зондом из сопла и погружает его в жидкий металл на глубину 700 мм. Через некоторое время привод лебедки включается, чтобы поднять каретку. Сначала наконечник с зондом втягивается внутрь сопла, а затем ползун движется вверх. Возврат направляющей и сопла в левое начальное положение для снятия зонда происходит в обратном порядке.