Материал: III. хтс
(например, воды), энергии турбин и электрогенераторов. В таком представлении энергетическую эффективность ХТС характеризуют тепловым коэффициентом
полезного действия - тепловым КПД
Более рационально коэффициент полезного действия - тепловой КПД это отношение полезно затраченной теплоты к суммарному его количеству, введенному в химико-технологическую систему:
тепл |
Qп Qвэр |
, |
(31) |
|
BQт Qэкз Qн |
||||
|
|
|
где QП - теплота, полезно затраченная на технологические цели и определяемая из условий теоретического расхода для осуществления физических и химических процессов, имеющих место в элементах ХТС; - доли тепла вторичных энергоресурсов, генерированных в элементах ХТС (котлах-утилизаторах) и расходуемых вне и внутри системы; QВЭР - теплота вторичных энергоресурсов, генерированная в энергетическом элементе ХТС; В - расход топлива на технологические цели ХТС; Qт - теплота сгорания топлива; Qэкз,р - теплота, образуемая при экзотермических и физических превращениях в ХТС; Qн - теплота, подведенная в ХТС с энергоносителями (водяной пар различных параметров с ТЭЦ, горячая вода и др.).
Видно, что чем лучше используются вторичные энергоресурсы, чем более экономно расходуется теплота, подведенная в ХТС с энергоносителями, тем выше КПД.
Свойства ХТС
ХТС функционирует как единое целое, представляя совокупность взаимосвязанных элементов. Это приводит к тому, что хтп характеризуют рядом показателей функционирования ХТС в целом, иногда у системы появляются свойства, не присущие ее элементам. Наиболее характерные из них:
Зависимость режима одного аппарата (элемента) от режима других.
Изменение режима одного из аппаратов, т.е. изменение состояния
выходящих из него потоков и входящих в последующий, приводит к изменению условий работы последнего, что двояко сказывается на режиме работы в нем, отражаясь на эксплуатационных свойствах аппарата и на изменении
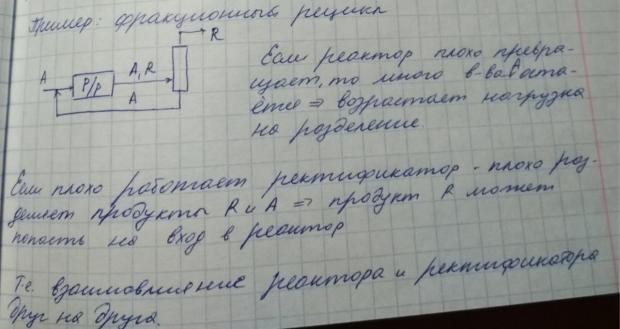
эффективности процесса. (Пример: в производстве аммиака в реакторе метанирования (СО+3Н2=СН4+Н2О) для очистки азотоводородной смеси(АВС) от остатков оксида углерода по какой-то причине уменьшилась степень гидрирования СО. Соответственно АВС, поступающая в отделение синтеза аммиака, будет содержать больше СО и меньше СН4. Синтез аммиака осуществляется в системе с рециклом и поэтому уменьшение инертного компонента СН4 в исходной смеси приведет к снижению его накопления в цикле синтеза и к увеличению парциального давления азота и водорода. Последнее увеличит скорость реакции и степень превращения АВС в продукт. Эффект благоприятный, но с другой стороны СО-яд для катализатора синтеза аммиака. С увеличением содержания СО дезактивация катализатора будет происходить быстрее, что приведет к ухудшению процесса во времени.)
Режим аппарата может зависеть и от последующего элемента. Это возможно не только при наличии рецикла, когда поток “схемно” передается в предыдущий аппарат. Обратное относитительно направ-я потока воздействие может иметь физ- ю причину. В основ. это связано с изм-ем давл-я, кот. распространяется во всех направлениях, в т.ч и в противоположном движ. потока. Если гидравлическое сопротивление какого-либо узла возрастает, то давление на входе в этот узел увеличивается и повышается в предыдущий узел в аппарате.
Усовершенствование одного узла(элемента) улучшает эффективность ХТС в целом за счет выигрыша в другом узле системы.
Это свойство вытекает из предыдущего и обусловлено взаимозависимостью режимов ХТС. Например, в реакторе заменили старый катализатор на новый, который увеличил селективность сложного химического превращения, т.е выход побочных уменьшил. На общем выходе это скажется незначительно, но в системе очистки произойдет уменьшение затрат, что в конечном итоге уменьшит затраты в системе в целом.
Оптимальные режимы отдельно взятого элемента и функционирующего в системе могут различаться.
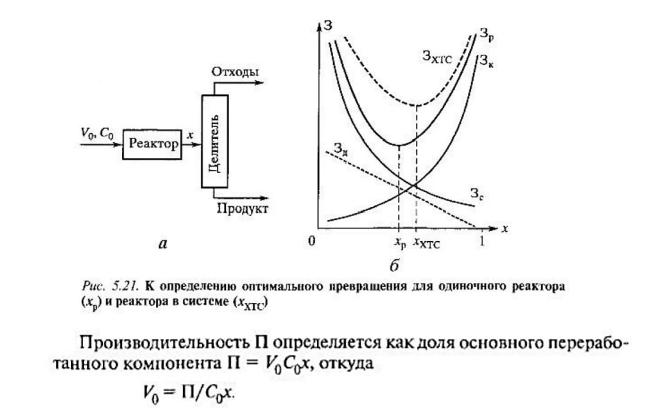
Рассмотрим Хтс, состоящую из реактора и системы разделения (см. рис), для которой заданы производительность П и содержание основного компонента Со. Определим зависимость затрат З от степени превращения х. Величина З слагается из капитальных затрат и расходов на сырье:
 ,
,
где Скап-стоимость капитальных вложений( на оборудование); Цс- стоимость единицы сырья; Vо - расход сырья; К1 - коэф. окупаемости, показывающий долю стоимости оборудования, входящую в затраты на производство продукции за опред-е время, обычно 1 год, полагая, например, что срок службы оборудования 5
лет( К=0,2)
Одиночный реактор затраты: 
В коэф-ты А и В включены все постоянные( Со, Vo…). Первое слагаемое включает капитальные затраты на реактор, которые возрастают с увеличением степени превращения. Второе слагаемое включает затраты на сырье. Чем больше х, тем полнее используется сырье и меньше затраты на него. Зависимости показаны на рисунке. Видно существование некой степени превращения, при которой затраты на единичный реактор минимальны.
Реактор в системе
Кзатратам на разделение добавляются затраты на разделение Зд. Предположим, что они пропорциональны количеству примесей к продукту, тогда затраты на систему:
Кзатратам на реактор добавляются затраты на разделение(прямая штриховая линия на рисунке) и оптимальная степень превращения х(хтс) становится отличной от х(р). В данном случае Ххтс больше.
Рассмотренное свойство ХТС также обусловлено взаимодействием ее элементов.
Неоднозначность режимов и их устойчивость.
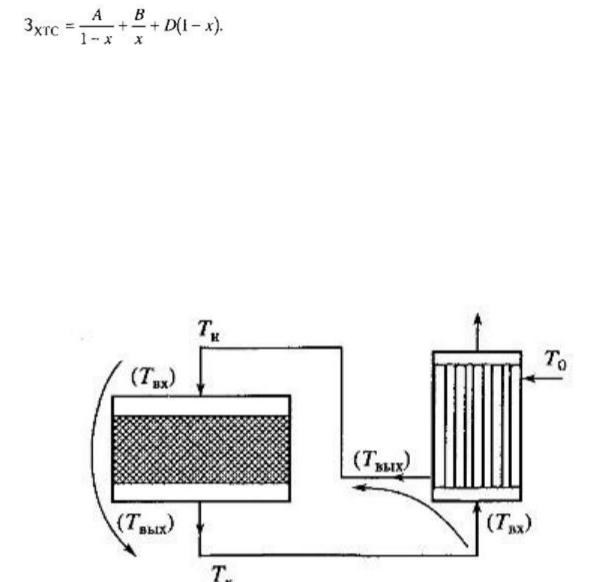
Обратные связи, имеющиеся в системе, могут привести к появлению неоднозначности режимов и неустойчивости некоторых из них. Рассмотрим систему - ректор с внешним теплообменником ( см. рис)
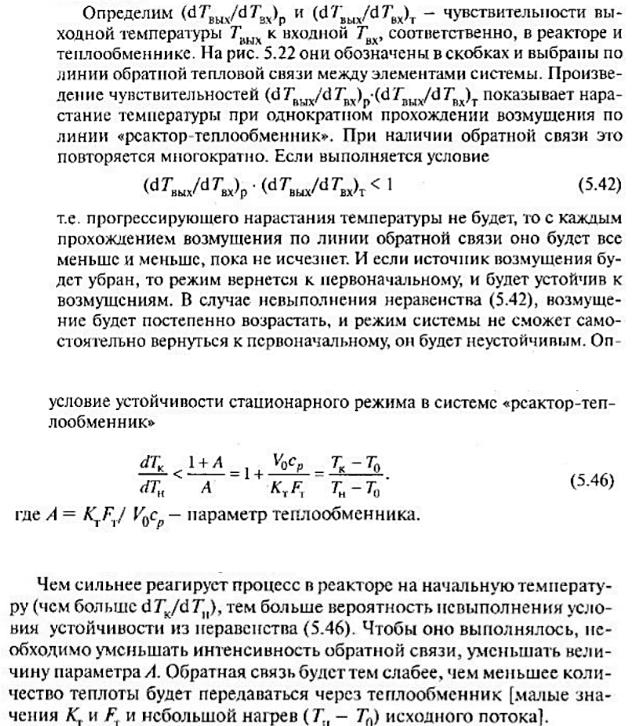
Исход. реакц. смесь нагревается в теплообменнике и поступает в реактор. Выходящий из реактора более горячий поток охлаждается за счет отдачи своей теплоты исходной реакционной смеси. В этой системе очевидна связь по теплу между входящими и выходящими потоками. Если температура на входе по какимлибо причинам повысилась, это приводит к увеличению скорости реакции, тепловыделению и дальнейшему увеличению температуры. С охлаждением аналогично. Это обусловлено обратной связью входящего и выходящего потоков, т.е обусловлена внутренней структурой системы и является ее свойством.