Материал: 4826
21
Норма времени на деталь определяются по формуле:
H |
|
|
Тcм |
, мин |
(8.4) |
в.д. |
|
||||
|
|
Асм |
|
||
|
|
|
|
||
Норма времени на изделие определяется по формуле: |
|
||||
Hв.и. |
Нв.д. n , мин |
(8.5) |
|||
где n – число деталей в изделии
В случае, если на фуговальном станке предусмотрено фрезерование заготовок в «в угол», то необходимо поочередно определить производительность станка при обработке пласти и кромки, а затем определить производительность по формуле:
Aсм |
|
|
Т |
см |
|
|
|
, шт/смену |
(8.6) |
||
|
Тсм |
|
|
Т |
см |
|
|||||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
Асм.пл |
|
|
Асм.кр |
|
||||
Производительность рейсмусовых и многосторонних фрезерных станков вычисляется по формуле:
Aсм |
|
Т |
см Kд К м Кск |
Un |
(8.7) |
|
l3 m |
|
|||
|
|
|
|
|
где: Кд = 0,88…0,9; Км = 0,8…0,9;
Кск – коэффициент, учитывающий проскальзывание заготовки в механизме подачи (Кск = 0,92);
U – скорость подачи, м/мин; lз – длина заготовки, м;
m – число проходов через станок, шт.;
n – число одновременно обрабатываемых заготовок, определяется для рейсмусовых станков
n |
B П |
, шт. |
(8.8) |
|
100b |
||||
|
|
|
где: В – ширина стола станка, мм; П – процент заполнения ширины стола заготовками, П = 60%; b – ширина заготовки, мм
Для многосторонних фрезерных станков: n = 1, m = 1. Производительность торцовочного станка определяется по формуле:
Aсм |
Т |
см |
Кд К м |
Un |
(8.9) |
|
|
lх.к. m |
|
||
|
|
|
|
|
где: Кд = 0,85…0,9; Км = 0,2…0,5; U = 4…8 м/мин;
n – число заготовок, одновременно укладываемых на каретку станка;

22
lх.к. – длина хода каретки (принимаемая равной примерно 1,5 ширины закладки заготовок);
m – число ходов каретки при торцевании одной закладки заготовок Производительность двухпильного концеравнителя вычисляется:
Aсм |
|
Т |
см Кд |
К м |
Un |
(8.10) |
|
l |
у |
|
|||
|
|
|
|
|
где: Кд = 0,85…0,9; Км = 0,8…0,9;
U – скорость подачи (по технической характеристике станка); n – число заготовок на одной паре упоров конвейерных цепей;
lу – расстояние между упорами конвейерных цепей (по технической характеристике станка)
Производительность круглопильного станка для продольной распиловки вычисляется по следующей формуле (в случае раскроя кратных по ширине или по толщине заготовок):
Aсм |
|
Т |
см Кд |
К м |
U |
(8.11) |
|
lnp |
m |
|
|||
|
|
|
|
|
где: Кд = 0,85…0,9;
Км = 0,4…0,6 (при ручной подаче), Км = 0,6…0,8 (при механической подаче);
U = 4…6м/мин (при ручной подаче); Lпр – длина пропила, м;
m – среднее число пропилов, приходящееся на одну заготовку, шт. Пример. Операция: фрезерование заготовки в размер. Оборудование:
четырехсторонний фрезерный станок С16-2А. Сменная производительность:
Aсм |
Тсм |
Кд К м U |
|
|
480 092 0,9 0,92 |
18 1 |
11967 , шт/смену |
(8.11) |
||||||
|
lз m |
|
|
|
0,55 1 |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||
Норма времени на деталь: |
Нв.д |
|
Тсм |
|
480 |
0,040 , мин. |
|
|||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
Асм |
11967 |
|
|
|
|
||
Норма времени на изделие: Нв.и |
Нв.д. |
|
n 0.040 2 0,080 , мин. |
|
||||||||||
Контрольные вопросы
1.Что понимают под точностью обработки?
2.Каково экономическое значение точности обработки?
3.Каково значение взаимозаменяемости в современном массовом производстве?
4.Какую деталь можно считать точно изготовленной?
5.В чем заключается основное отличие раскроя листовых и плитных материалов от раскроя пиломатериалов?
6.Что такое полезный выход при раскрое?

23
7.Как определяется полезный выход?
8.Назовите нормативные значения процента полезного выхода основных видов листовых и плитных материалов.
9.Как рассчитываются размеры заготовки, нормы выработки, времени на
деталь и изделие, а также как заполняется бланк технологической карты? 10.Каково экономическое значение точности обработки?
11.Опишите способы увеличения полезного выхода.
Практическая работа № 3
Определение интенсивных режимов резания древесины c помощью ЭВМ
Цель работы: изучить влияние различных факторов на силы резания и качество обработки и назначить для заданного процесса интенсивный (производительный) режим резания.
Теоретические положения и указания к выполнению
Силы резания зависят от многих факторов (параметров) процесса резания. Среди них: порода и влажность древесины, толщина стружки, ориентация волокон древесины и годовых слоев, угловые параметры резца и его затупление, скорость резания и др.
Различные породы древесины имеют различные прочностные характеристики, а так же свои особенности анатомического строения древесины. Поэтому они по-разному сопротивляются резанию. Принято сравнивать силы при резании различных пород древесины с силами при резании сосны в аналогичных условиях. Оценка каждой породы производится в относительных единицах, которые называются поправочными коэффициентами, коротко – поправками, на породу древесины. Для средних условий поправка ап составляет значения представленные в табл. 9.1
Табл. 9.1. Поправочный коэффициент на породу ап для средних условий произрастания
Порода |
Липа |
Ель |
Сосна |
Лиственница |
Береза |
Бук |
Дуб |
Ясень |
древесины |
||||||||
ап |
0,8 |
0,9 |
1,0 |
1,1 |
1,3 |
1,4 |
1,5 |
1,6 |
Влажность древесины проявляется: во-первых, через ее прочность (с увеличением влажности снижаются прочностные характеристики); во-вторых, через коэффициент трения (влага выполняет роль смазки при трении древесины о резец, поэтому с ростом влажности древесины уменьшаются силы трения в процессе резания). Поэтому, если за единицу принять силу резания при влажности W=10…15%, то поправка на влажность древесины при открытом резании составляет значения представленные в табл. 9.2:
Табл. 9.2. Зависимость коэффициента на влажность от влажности древесины
|
|
|
|
|
24 |
|
|
|
|
|
|
Влажность,% |
5-8 |
10-15 |
20-30 |
50-70 |
Более 70 |
аw |
1,10 |
1,00 |
0,93 |
0,89 |
0,87 |
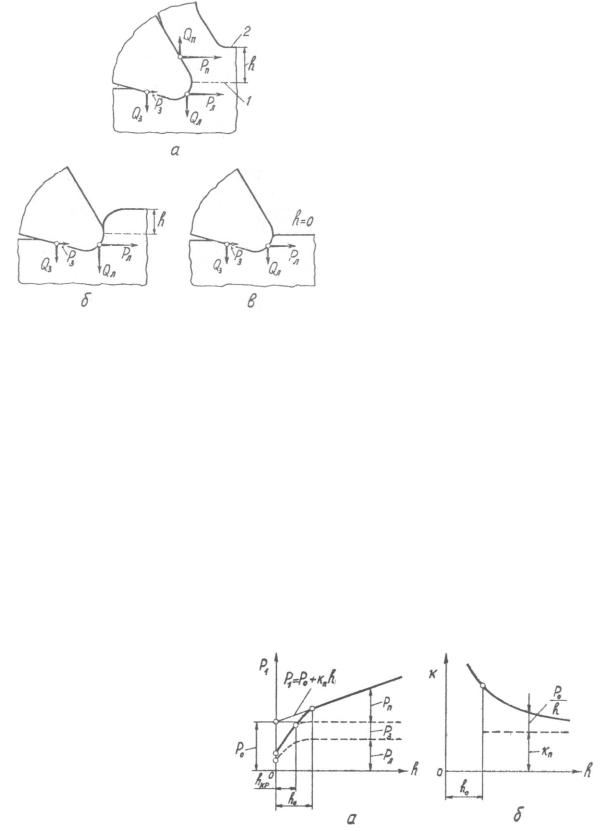
Одним из важнейших факторов процесса резания древесины является толщина стружки. Она определяет форму стружкообразования, влияет на силовые и качественные показатели процесса. На дереворежущих станках величина толщины стружки бывает от сотых долей миллиметра до нескольких миллиметров. Здесь имеется в виду номинальная толщина стружки, замеряемая в заготовке от будущей поверхности резания 1 до обрабатываемой поверхности 2
(рис. 9.1,а). Из рисунка видно, что лезвие и задняя поверхность резца находятся ниже поверхности резания. Поэтому даже при нулевой номинальной толщине стружки (h=0), когда поверхности 1 и 2 совпадают (рис. 9.1,в), силы воздействия не будут равны нулю, так как присутствуют силы Рл, Qл, Рз и Qз. Наблюдения за процессом резания показали, что увеличение номинальной толщины стружки не сразу приводит к образованию факти-ческой стружки; силы нарастают, но поверхность обработки продолжает подминаться резцом (рис. 9.1,б). Лишь при определенной толщине номинальной стружки hкр, которая называется критической, наблюдается сход стружки по передней поверхности резца, то есть начинает срезаться фактическая стружка. Критическая толщина стружки в несколько раз превышает радиус затупления резца ρ. Зависимость сил резания от толщины стружки обычно рассматривается для единичных сил Р1 и Q1 (Н/мм), приходящихся на 1 мм ширины стружки.
График зависимости единичной касательной силы резания от толщины стружки (рис. 9.2) имеет два характерных участка: участок тонких стружек
(до hо=0,1…0,2 мм), на котором сила круто растет, и участок стружек толще hо, где рост силы замедляется и кривая в
25
большей или меньшей степени приближается к прямой линии. Если эту прямую продолжить влево до оси ординат, то на ней отсекается сила Ро. Поэтому силу Р1 для любого h ˃ ho можно определить как сумму постоянной величины Рo и переменной Рn, пропорциональной толщине стружки:
P P |
P |
P |
k |
h |
(9.1) |
1 o |
n |
o |
n |
|
|
где: kn – удельная сила деформирования стружки, Н/мм²
При h ˂ hкр сила Р1 складывается из сил Рл и Рз, которые увеличиваются с ростом h. При h ˂ hкр к ним добавляется сила Рп; все три силы – переменные. При h ˃ ho мы считаем, что силы Рл и Рз уже не зависят от h, а растет только сила Рп. Такое деление сил, принятое в теории резания, является условным, так как экспериментальных данных, подтверждающих это предположение, пока еще нет.
Для оценки процесса резания в целом в теории резания применяют понятие – удельная сила резания К, которая определяется как касательная сила резания, приходящаяся на 1 мм² поперечного сечения F=Bh стружки:
|
P |
|
P B |
|
P |
|
P |
|
|
|
K |
|
|
1 |
|
1 |
|
o |
kn |
, Н/мм² |
(9.2) |
F |
B h |
h |
|
|||||||
|
|
|
|
h |
|
|
||||
Рис. 9.3. Зависимость единичной нормальной силы резания от толщины стружки
Из графика зависимости К от h (рис. 9.2,б) ясно, что удельная сила резания уменьшается с ростом толщины стружки. Поэтому с точки зрения экономии энергии выгоднее заданный припуск на обработку удалять в виде более толстых стружек. Если известна удельная сила резания К, то касательные силы резания (общую и единичную) вычисляют по формулам:
P k B h |
(9.3) |
P k h |
(9.4) |
1 |
|
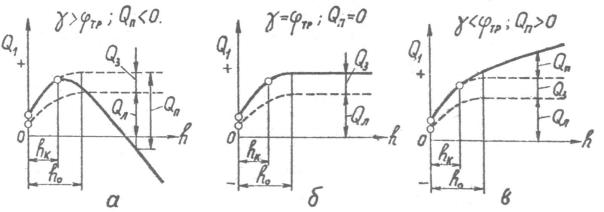
Нормальная сила резания также зависит от толщины стружки (рис. 9.3). Пока номинальная толщина стружки не достигла критической, то есть h>hкр, единичная нормальная сила Q1 складывается из сил Qл и Qз, которые увеличиваются с ростом h. За пределами hкр к этим двум положительным силам добавляется сила Qn по передней поверхности резца, которая может быть либо отрицательной (при γ ˃ φтр), либо равной нулю (при γ = φтр), либо